 RS232转Profinet网关与加工厂称重表连接
RS232转Profinet网关与加工厂称重表连接
本案例项目是应用在南方某国有粮食加工厂,因为该工厂使用的是某进口带有RS232协议的称重仪表,但是PLC使用的是S7-1500系列,称重仪表协议为串口协议但是PLC端为PROFINET以太网通讯协议,二者无法直接进行通讯,采用RS232转Profinet网关进行通讯,PLC通过RS232转Profinet网关来读取称重仪表的各种状态数据,并对称重仪表进行去皮、置零、计数等操作。
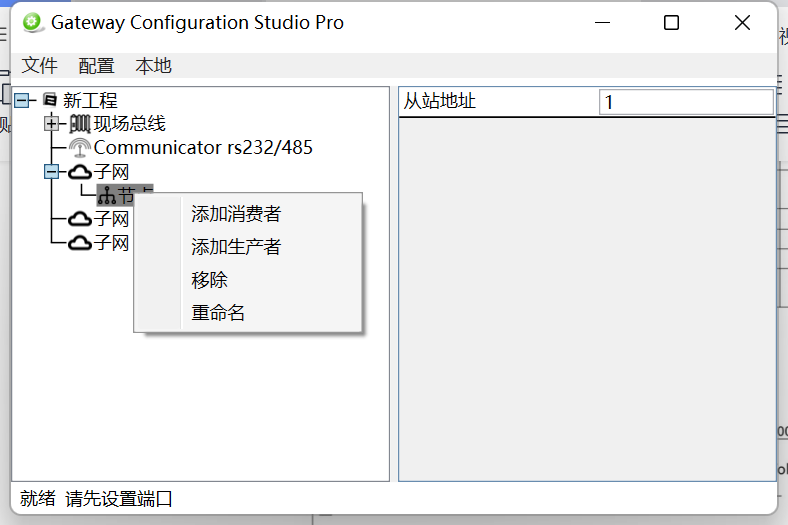
RS232转Profinet网关在实际的使用时,无需进行太多的编程工作,只需要根据称重仪表端的设备通讯配置电表进行简单的配置。在该项目中网关作为Profinet端的从站设备,RS232转Profinet网关带有3个RS232接口。可以同时连接3台称重仪表进行数据的读取。采用的波特率为9600。
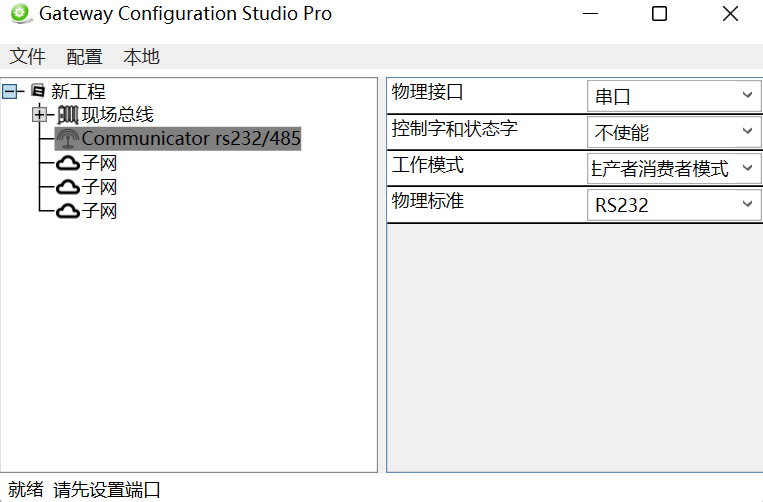
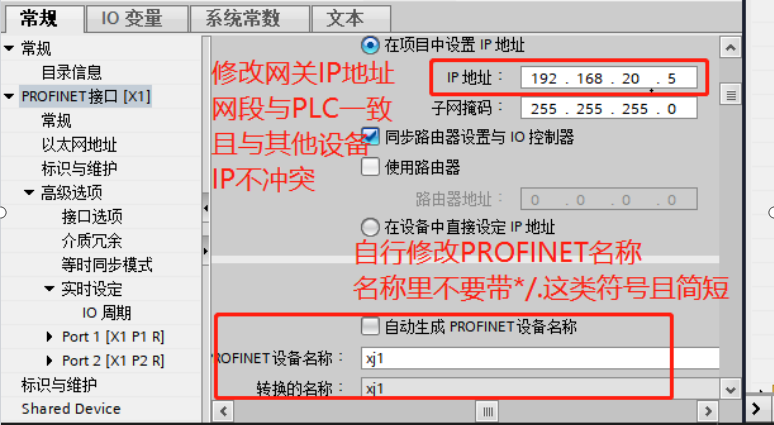
项目中RS232转Profinet网关需要先发送一个指令给称重仪表,然后仪表端进行数据的回复。首先我们需要在博图中添加网关提供的GSD文件,然后在配置中添加RS232转Profinet网关,对网关进行分配从而完成Profinet端的配置连接。然后通过RS232转Profinet网关提供的配置软件进行设备端的配置,添加从站的IP地址、子网掩码、设备名称进行一一对应。然后对设备的波特率、发送的间隔时间以及数据位进行配置从而完成RS232称重仪表端的参数配置。
上述现场描述了通过RS232转Profinet网关实现设备与PLC之间实现了通讯协议的转换,上述应用实现了工业自动化领域不同的通讯协议之间的相互操作,简单的配置以及灵活的应用方便了工厂的数据采集工作,节省了人工成本,实现加工厂的稳定运行。
审核编辑 黄宇
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
网关
+关注
关注
9文章
4304浏览量
50936 -
RS232
+关注
关注
13文章
739浏览量
94244 -
Profinet
+关注
关注
6文章
1062浏览量
23321
发布评论请先 登录
相关推荐
Profinet转RS232(3路)自由协议网关
捷米特JM-RS232-PN(3RD)网关实现Profinet网络与串口通讯协议网络之间的数据通讯,可分别连接三路RS232自由协议设备到

3路RS232转Profinet协议转化网关功能与配置详解
(三路)。下面作者为大家详细讲解一下该设备的主要功能及详细配置方法。 一,设备主要功能 型号:远创智控YC-RSPN-002(三路) 三路RS232转PROFINET自由协议网关实现

RS232转Profinet协议转化网关功能与配置详解
。下面作者为大家详细讲解一下该设备的主要功能及详细配置方法。 远创智控YC-RSPN-002型号RS232转PROFINET网关是串口转

3路RS232转Profinet协议转化网关
型号:YC-RSPN-002(三路) 三路 RS232转PROFINET自由协议网关实现 PROFINET 网络与串口通讯协议网络之间的数

通过RS232转Profinet网关连接PLC与RS232协议设备的步骤
了解PLC的通信协议和接口要求,不同型号的PLC可能有不同的通信协议和接口要求,因此请仔细阅读您的PLC用户手册,以确保您能够正确地连接和配置设备。连接无锡耐特森RS232转
通过RS232转Profinet网关连接PLC与RS232协议设备的步骤
了解PLC的通信协议和接口要求,不同型号的PLC可能有不同的通信协议和接口要求,因此请仔细阅读您的PLC用户手册,以确保您能够正确地连接和配置设备。连接RS232转
发表于 01-26 14:46
通过RS232转Profinet网关连接PLC与RS232协议设备的步骤
了解PLC的通信协议和接口要求,不同型号的PLC可能有不同的通信协议和接口要求,因此请仔细阅读您的PLC用户手册,以确保您能够正确地连接和配置设备。连接耐特森RS232转

RS232转Profinet网关与加工厂称重表连接
本案例项目是应用在南方某国有粮食加工厂,因为该工厂使用的是某进口带有RS232协议的称重仪表,但是PLC使用的是S7-1500系列,称重仪表
RS232转Profinet网关与加工厂称重表连接
本案例项目是应用在南方某国有粮食加工厂,因为该工厂使用的是某进口带有RS232协议的称重仪表,但是PLC使用的是S7-1500系列,称重仪表
发表于 12-27 16:53
RS232转profinet网关扫码枪自由口与1500程序对比
本文介绍了RS232转profinet网关(XD-PNR200)自由口的功能和应用。通过将多个RS232扫码枪与PLC

稳联profinet转rs232中如何区分Modbus和Rs232的区别认识rs485Modbus
稳联profinet转rs232中如何区分Modbus和Rs232的区别认识rs485Modbus





 工商网监
工商网监
评论