 PCB三防工艺缺陷问题汇总
PCB三防工艺缺陷问题汇总
1. 今天分享是《三防喷涂工艺缺陷问题案例汇总》 资料。
正 文
一、膜厚过厚引起的裂纹现象
二、助焊剂残留造成的裂纹现象
如何解决裂纹?
1、优化炉温曲线,炉温不能过高;
2、确认涂层已经完全固化,以达到最佳的性能;
3、减小膜厚;
4、清洗板子,尤其是焊点周围。
三、元器件上的分层
四、阻焊层上的分层
阻焊层与三防漆涂层的兼容性
阻焊剂的成分里含有添加剂,用来改善表面质量(如美化修饰、增加耐磨性、增加润湿性等等)这些添加剂可能会对三防漆涂层产生兼容性影响。
五、保护造成的分层
移除保护时造成分层,漆层附着力较差;建议涂层达到指触干燥时(涂层仍柔软)去除保护
如何消除分层
1、减小膜厚
2、减小炉温升温速度
3、清洁板子
4、预涂一层底漆用来增加附着力
六、污染有两种:离子型和非离子型
脱模剂污染: 助焊剂残留: 指印:
七、因污染造成的缺陷:涂层剥离、涂层溶解或开裂、焊点腐蚀
八、慢性反润湿
原因:
1、大面积污染;
2、阻焊层的表面活性剂含硅;
3、粘合剂含硅;
4、清洗槽污染;
5、HASL(热风整平)造成的污染。
九、局部反润湿1
解决:
1、接触板子时戴手套;
2、清洗板子;
3、溶剂型三防漆比水溶性或100%固含量的三防漆更不容易产生反润湿。
十、局部反润湿2
原因:1、漆膜太薄;2、稀释剂过多;3、PCB表面能量过低。
解决:1、清洗板子;2、使用黏度更高的三防漆。
十一、针孔
原因:1、有灰尘或其他脏污在板子表面;2、一般手喷会产生此问题。
解决:1、清洗板子;2、水性三防漆更容易产生针孔;3、使用溶剂型三防漆。
污染从何而来?
1、板子的制作过程;
2、元器件;
3、装配设备;
4、焊接工艺;
5、操作员的操作;
6、不正确的清洗。
怎么办?
1、清洗板子;
2、对于非清洗的板子,建议使用溶剂型的三防漆;
3、对于被污染的板子,水性漆和100%固含量的三防漆会比溶剂型更容易产生缺陷,因为水性漆的表面张力>溶剂型表面张力。
十二、毛细现象图片
毛细现象的原因,受以下问题影响:
1、板子设计:小间距管腿连接器
2、过于苛刻的涂覆要求
3、三防漆黏度过低
4、三防漆流量过大
5、底材与三防漆的表面张力不合适
怎么办?
1、涂覆区域与连接器距离增加
2、在连接器周围使用遮蔽胶形成围栏
3、使用黏度更高的三防漆
4、降低膜厚
5、清洗板子
常见的气泡类型:
1. 直径大于300微米的大气泡
2. 直径小于300微米的小气泡
3. 大小气泡同时出现
如何解决气泡?
首先需要了解:
1、涂覆线的所有工艺;
2、三防漆的类型;
3、三防漆的黏度和厚度;
4、使用的涂覆设备;
5、固化设备;
6、板子的设计。
典型的溶剂型涂覆线:
选择性涂覆设备(1m2)+流平挥发传送带(1m2)+4m 红外固化炉(如果是UV胶,UV炉1m)
溶剂的挥发/红外固化
溶剂随着温度的升高挥发速度加快。
以下情况能产生气泡:
太多的溶剂留在漆膜中;
炉温太高---表层快速结皮;
三防漆黏度过高,气泡无法迅速释放;
三防漆厚度过厚,气泡无法迅速释放;
流平挥发区域排风过大;
流平挥发区域排风过小。
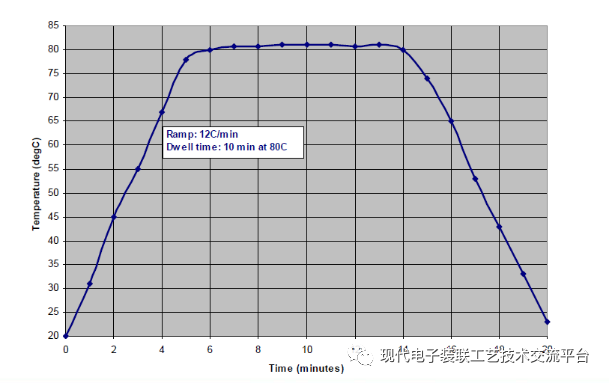
因此建立正确的炉温曲线非常重要。以下是一个典型的溶剂型三防漆的固化炉温曲线:
怎么办?
板子1过正常流程;
板子2室温下自干。
表干后比较两块板子,如果气泡出现在:
只有板子1,应该是固化时产生;
板子1和2,应该是涂覆时产生;
只有板子2,从未发现过此种情况。
另外,气泡的位置同样很重要(与板子设计有关)。
解决:
大气泡=溶剂沸腾
优化炉温曲线,降低炉温曲线爬坡坡度;
增加固化前流平溶剂挥发量;
涂覆时减小胶量,如减少重叠涂覆区域。
小气泡=压缩空气式漆罐涂覆方式
降低漆罐的气压;
降低固化炉温;
增加固化前流平溶剂挥发量;
更换稀释剂类型。
十三、UV三防漆的气泡
UV三防漆的气泡=泡沫
UV三防漆大多不含溶剂或含少量溶剂,但是流平挥发仍然很有必要,而且不建议用压缩空气式漆罐和雾化涂覆,建议采用膜泵,以减少空气被压入漆料中,另外,建议加完漆料后静置1小时。
十四、桔纹
桔纹=强迫干燥(固化);
1、检查生产环境,如温湿度;
2、比较室温固化的板子和走正常流程固化的板子;减小固化前流平挥发区域的排放量;
3、降低三防漆黏度;
4、减小炉温曲线爬坡坡度;
5、使用挥发速度较慢的稀释剂。
审核编辑:汤梓红
-
pcb
+关注
关注
4319文章
23080浏览量
397464 -
元器件
+关注
关注
112文章
4709浏览量
92201 -
工艺缺陷
+关注
关注
0文章
4浏览量
6032
原文标题:【必看】PCB三防工艺缺陷问题汇总
文章出处:【微信号:现代电子装联工艺技术交流平台,微信公众号:现代电子装联工艺技术交流平台】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐





 工商网监
工商网监
评论