 锡膏是如何保证在沉银板焊接工艺过程中的可靠性的?
锡膏是如何保证在沉银板焊接工艺过程中的可靠性的?
浸银是用在PCB表面处理的一种工艺,通过将焊盘浸入化银槽中进行表面镀银。采用浸银处理的PCB被称为沉银板。沉银板的生产流程大致可分为除油,水洗,微蚀,水洗,预浸,化学沉银,抗氧化,水洗和烘干。在沉银过程中,银离子会得到电子并被还原,而铜失电子并被氧化,最后银会在焊盘表面沉积形成镀银层。沉银板在微电子和半导体行业应用广泛。通常在沉银板焊盘上印刷上锡膏或将BGA球倒装在板上,沉银板最后会被送去回流。锡膏或焊料球会固化形成焊点。
焊点一般需要有优秀的机械强度和导电性。为了了解沉银板上焊点的可靠性,Yoon和Jung选择了SnAg3.5C0.7焊料球并在250℃下回流60s制成焊点。可靠性测试内容包含了焊点老化和剪切力测试。
焊点微观结构
在开始回流焊接后,镀银层会首先溶解在SnAg3.5C0.7焊料中,部分Cu层也溶解在熔融焊料中。溶解的Ag和Cu与焊料发生界面反应形成金属间化合物Cu6Sn5和Ag3Sn。在焊料和焊盘界面处Cu6Sn5以棒状为主,Ag3Sn形状类似板状。金属间化合物在回流时和老化过程中都会不断发展。
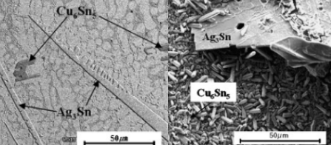
图1. SnAg3.5C0.7焊点金属间化合物。
老化测试结果
在150°C下老化24小时后,在Cu6Sn5层和Cu焊盘之间的界面处开始出现很薄的Cu3Sn层。此外,随着老化时间的增加,更多的Cu溶解到焊料中,导致Cu6Sn5和Cu3Sn层不断生长和增厚。Yoon和Jung发现当焊点老化时间增加到2400小时,Cu6Sn5和Cu3Sn层的总厚度分别约为8μm和3μm。
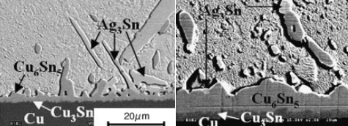
图2. 不同老化时间的Cu6Sn5和Ag3Sn结构。左: 24小时;右: 2400小时。
Yoon和Jung将峰值剪切应力作为衡量焊点机械强度的标准。焊点的剪切应力在老化的最初24小时内迅速下降,随后剪切应力下降速度明显放缓。在老化500小时后,焊点剪切应力开始变得稳定。
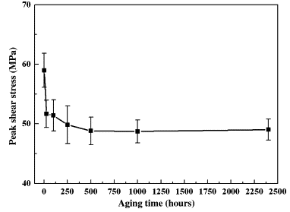
图3. 老化后焊点峰值剪切应力变化。
根据不同老化时间,焊点失效模式从焊料内部断裂转换为界面断裂。在老化250小时后对焊点进行剪切,发现焊点内部开始出现断裂现象。对于老化500小时或更长的焊点,在焊料/Cu6Sn5界面处发生失效。断裂的原因是由于脆性金属间化合物的过度生长。
BGA植球工艺可以使用锡膏来替代焊料球。通过印刷方式将锡膏涂覆在BGA焊盘上,在回流后锡膏收缩成为锡球。深圳市福英达生产的锡膏产品焊接性好,在回流时能够与沉银板的镀银层有效反应,银会迅速溶解进入焊料中并生成可靠性极高的焊点。欢迎咨询了解更多信息。
参考文献
Yoon, J.W. & Jung, S.B. (2008). Effect of immersion Ag surface finish on interfacial reaction and mechanical reliability of Sn–3.5Ag–0.7Cu solder joint. Journal of Alloys and Compounds, vol.458(1-2), pp.200-207.
审核编辑 黄宇
-
焊接
+关注
关注
38文章
3240浏览量
60213 -
BGA
+关注
关注
5文章
549浏览量
47125 -
锡膏
+关注
关注
1文章
845浏览量
16871
发布评论请先 登录
相关推荐
锡膏生产过程中应注意哪些要点?




在PCBA加工中有铅锡膏与无铅锡膏有什么区别







 工商网监
工商网监
评论