 宏集七轴机械臂,以精准力控实现柔性抛光打磨!
宏集七轴机械臂,以精准力控实现柔性抛光打磨!
(一)行业背景
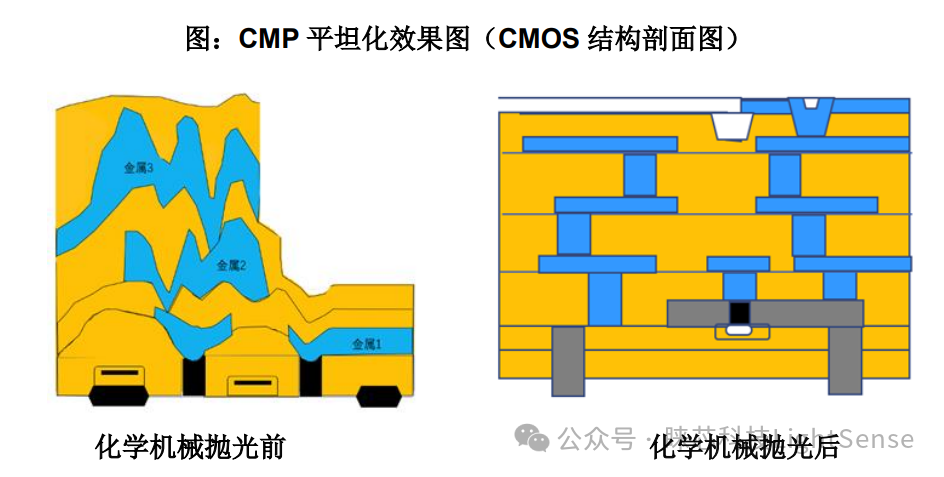
传统的手工抛光打磨存在劳动强度高、抛光效果不稳定、难以处理复杂形状、安全风险和无法满足高质量要求等痛点。因此,应用工业机器人进行自动化表面精加工的技术随之崛起。

手工打磨工艺
然而,打磨抛光领域一直难以实现全面的自动化,特别是需要进行精细打磨或对打磨后表面有较高要求的工件,如医疗器械设备等。
目前,自动化打磨方案广泛采用了“被动柔顺"技术,指在机器人的末端添加柔性装置,以增加工具与工件之间的接触性和适应性。这些柔性装置包括弹簧、阻尼器、可调解气阀等,它们能够使工具在打磨抛光过程中更好地适应工件表面的形状和特性。

末端柔性装置
但是在工艺性要求更高的场景中,“被动柔顺”技术方案的弊端就显现出来了:
1.限制性:
设置和调整柔性装置需要考虑工件的形状和特性,这需要更多时间和努力来进行定制和适配;尤其是在面对具有细节、曲面变化或非均匀形状的工件,柔性装置的适应性会受到限制。
2.不可控性:
柔性装置的性能和适应性可能存在差异,这可能导致不同工件或不同工件区域的打磨效果有所不同;此外,由于机器人的运动控制和定位误差,可能出现柔性装置与工件接触不良等问题,影响打磨效果。
3.精度受限:
柔性装置可能引入一些不确定因素,从而影响最终的打磨抛光精度;尤其是在对高精度表面要求更高的工件上,由于施加的压力相对较小,使用柔性装置在打磨时往往会引发不均匀的问题,出现缺陷、毛刺、划痕,仍需要手工补充处理。
(二)宏集方案
总而言之,虽然“被动柔顺”技术能够在一定程度上提高了机器人打磨系统的稳定性和精确性,但并非解决精细抛光打磨场景的最佳自动化方案。
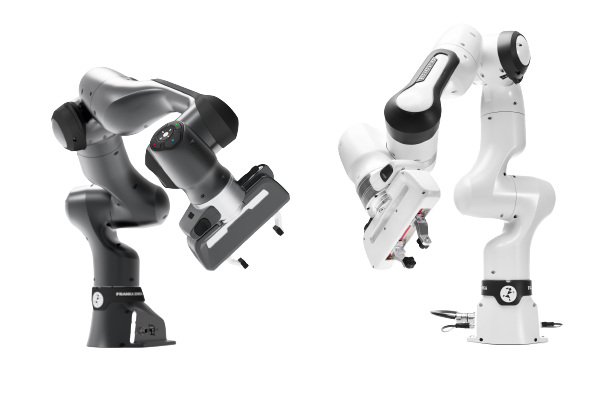
在此背景下,宏集尝试采用七轴都带有扭矩传感器的柔性机械臂,为表面加工技术带来新的解决方案。
宏集FP3&FR3关键特性
·轴数:7
·触达:855mm
·工作空间覆盖范围:94.5%
·最大末端执行器速度:2m/s
·有效负载:3kg
·示教力:2.5N
·扭矩传感器:13位分辨率
·位置重复精度:< +/- 0.1 mm
由于在七轴都安装了扭矩传感器,宏集机械臂具有类人类触觉,能够在运动中实现柔性控制和精准的力反馈,使客户不需额外添加末端柔性装置,就能以机器替代人工实现抛光打磨过程。
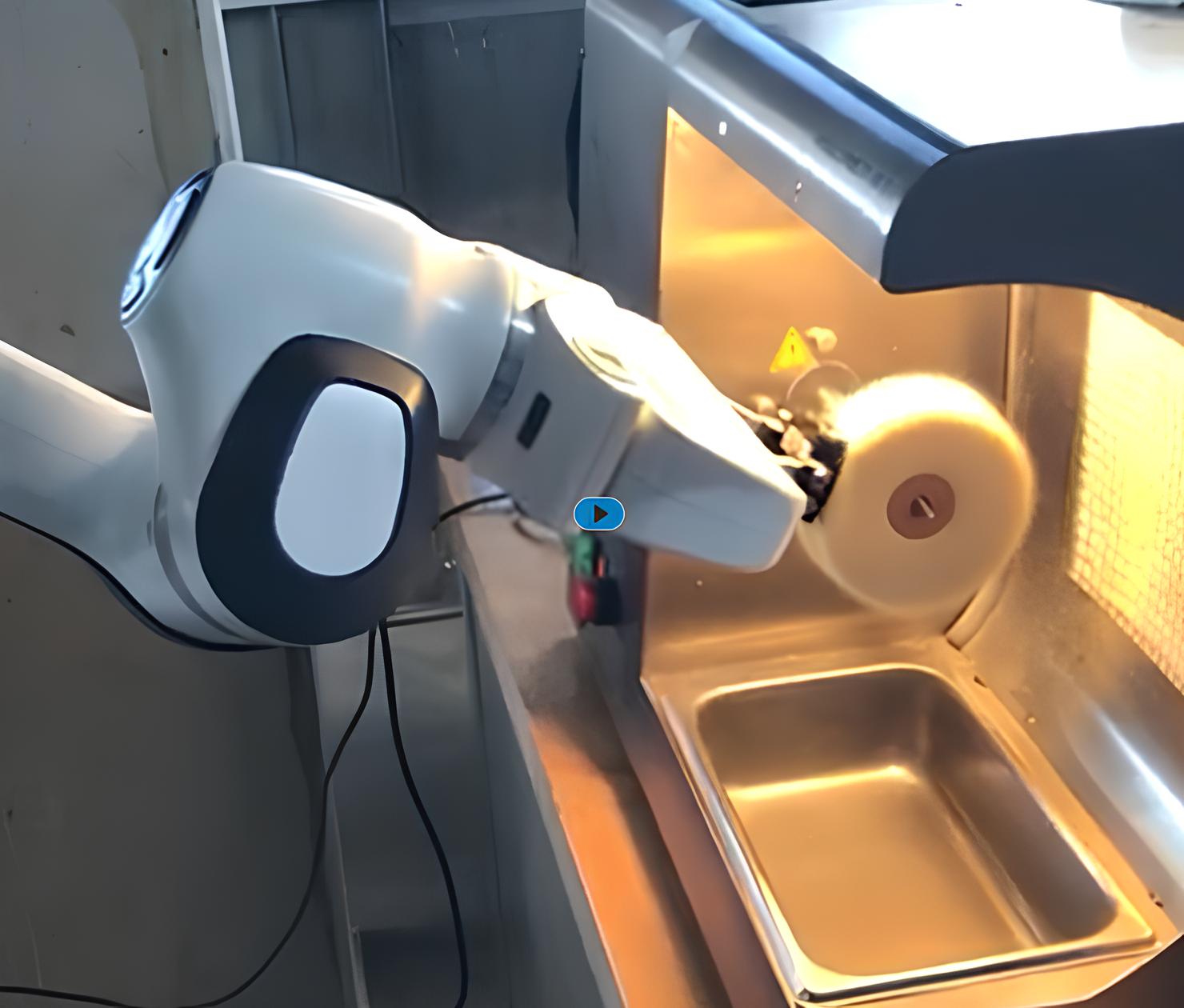
抛光作业中的宏集机械臂
在抛光打磨的过程中,宏集七轴柔性机械臂采用力位混合控制策略,同时控制关节的力矩和角度,实现柔性和精确性的平衡。这一控制策略,让宏集机械臂得以在按照预设的轨迹运行时,主动保持对磨具和工件之间恒定可控的施压,从而保证一致的打磨效果。

机械臂对不规则表面恒定施压
此外,客户只需通过直观的人机界面,在机械臂编程界面的打磨应用APP中,导入产品数模,选取特征点并进行拖拽,宏集机械臂就会根据点位自动生成路径,从而大大压缩了时间成本,提高了打磨实现的效率。

直观的APP界面
(三)总结
总而言之,宏集推出七轴都带有扭矩传感器的柔性机械臂,通过类人类触觉、力位控制策略与直观易用的打磨app,实现均匀一致的打磨效果,打破“被动柔顺”方案的不可控性与精度限制,使表面精加工技术效率和精度大幅提升。
审核编辑 黄宇
-
自动化
+关注
关注
29文章
5620浏览量
79641 -
机械臂
+关注
关注
12文章
520浏览量
24713
发布评论请先 登录
相关推荐
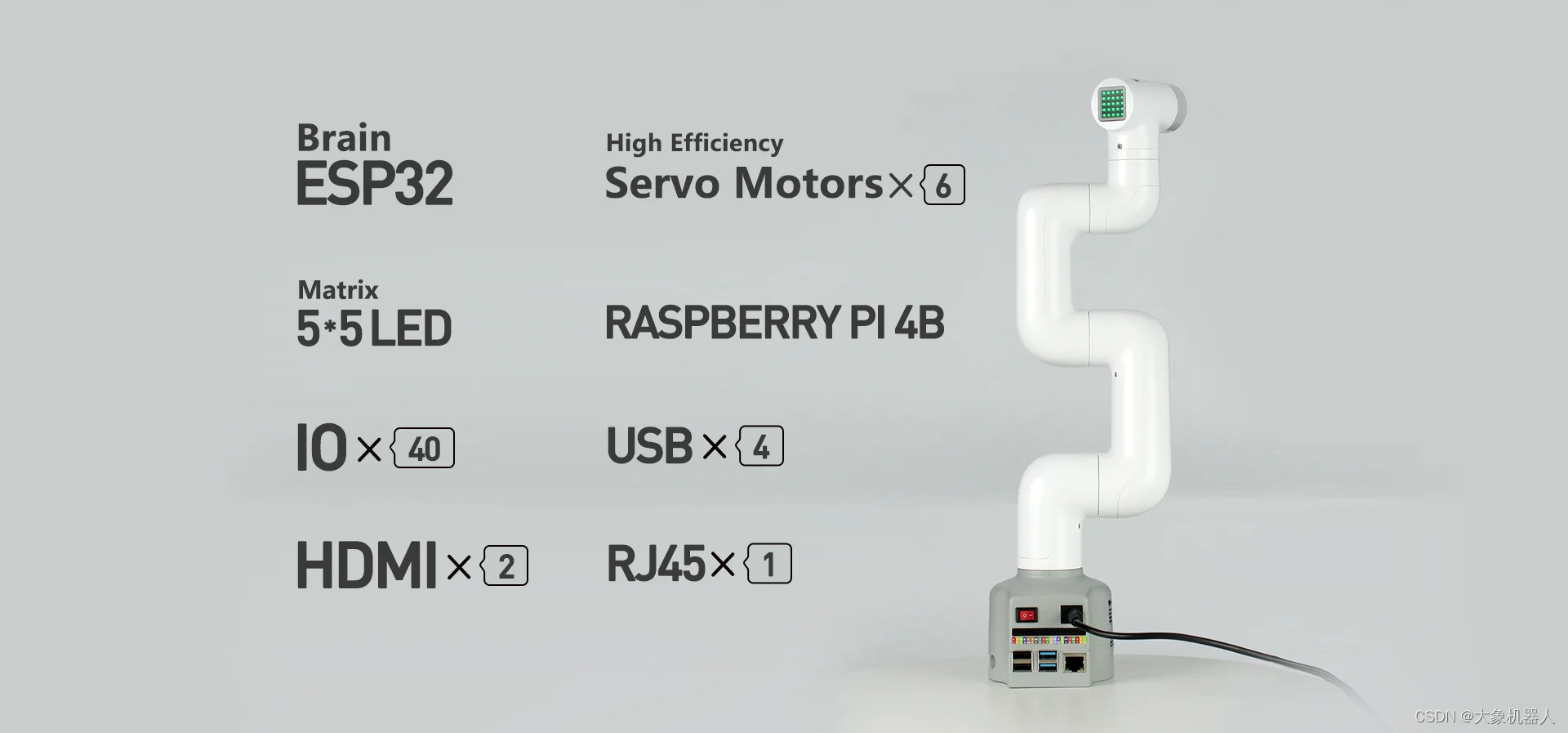
如何使用PLC控制myCobot 320机械臂

利用氩离子抛光还原LED支架镀层的厚度
深度解析!RK3568 加持机械臂是如何实现颜色识别与抓取的?

RK3568国产实验箱+人工智能机械臂:跳舞、叠罗汉、夹方块、积木搬运案例全解!
凌科电气新品发布:揭秘机械臂高可靠连接器解决方案
新质生产力带动机械臂升级,哪些电机将迎来大机遇?

机械抛光用的什么设备和辅助品
机械抛光和电解抛光的区别是什么
大象机器人开源协作机械臂机械臂接入GPT4o大模型!
基于六维力传感器的机械臂自动装配应用

工业机器人机械臂安装高速电主轴打磨去毛刺

宏集PLC助力纯水冷却机实现精准温度控制

如何去提升机械臂的位置控制性能?






 工商网监
工商网监
评论