 捷杰传感助力某煤矿洗煤厂关键设备在线监测
捷杰传感助力某煤矿洗煤厂关键设备在线监测
随着煤矿行业智能化与自动化水平的不断提升,加上专业运维人员越来越缺乏,为了提高运维效率,降本增效,提高产线安全运营水平,客户急需寻找成熟的设备运行状态监控与故障诊断系统方案。
一、项目背景与目标
某煤矿洗煤厂作为大型煤炭加工单位,煤泥泵、合介泵和混料泵等设备是生产线上的核心组成部分,其稳定运行直接关系到生产效率与安全性。依赖传统人工定期巡检的方式难以及时发现潜在故障。为解决这一问题,采用了捷杰传感自创的无线温振传感器进行连续在线监测,旨在通过实时分析设备振动温度数据,预防意外停机,提前预防重大故障发生。
二、无线温振传感器介绍
本次应用的捷杰传感无线温振传感器--VB21,具备高灵敏度、宽频响应和长距离传输能力,能够精确捕捉并实时发送设备的关键振动、温度参数。传感器具有防爆、防水、防腐蚀等特性,适应于复杂的工业现场环境。
 VB21-Zigbee智能温振复合传感器
VB21-Zigbee智能温振复合传感器三、应用实施与效果评估
部署与集成:在煤泥泵、合介泵和混料泵的关键部位安装无线温振传感器,并将其数据无线传输至中央控制室的数据采集平台,形成全方位的设备振动监测网络。
故障预警与响应:当监测数据超过预设阈值时,系统立即触发报警,系统自动启动故障自诊断,技术人员根据警报信息和故障诊断结论迅速定位问题源,并采取针对性的维护措施,有效防止设备突发性故障导致的非计划停机。
经济效益与安全提升:自实施监测以来,设备故障率下降了80%,提高了设备利用率和使用寿命;同时,通过对早期故障的预警,显著减少了因设备故障引发的安全风险,提升了整个洗煤厂的安全生产管理水平。

通过实时监测和精准诊断,实现了设备运行状态的数字化和透明化管理,有力推动了煤矿智能化转型的步伐。

四、未来展望
苏州捷杰将进一步扩大多种智能传感器在煤矿行业重要设备上的应用范围,并持续优化数据分析算法,提升预测准确率,构建更加完善的设备健康管理系统,助力煤矿行业向着高效、智能、绿色的目标迈进。
-
自动化
+关注
关注
29文章
5654浏览量
79797 -
在线监测
+关注
关注
1文章
650浏览量
26583 -
振动传感器
+关注
关注
2文章
323浏览量
19908
发布评论请先 登录
相关推荐
实施案例丨捷杰传感在线监测系统提前30天“神预判”,精准识别煤气离心鼓风机异常征兆

MR30分布式IO模块:洗煤厂高效控制的得力助手

焊接电压波动监测器:确保焊接质量与安全的关键设备

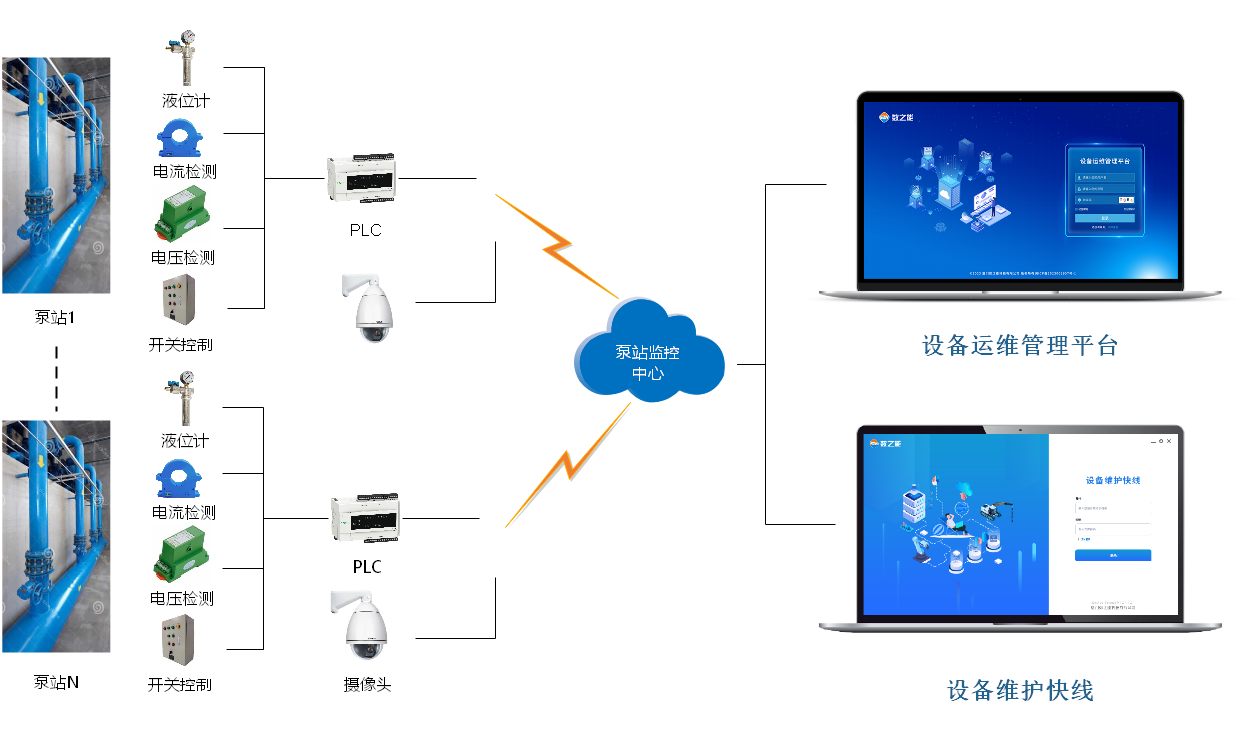
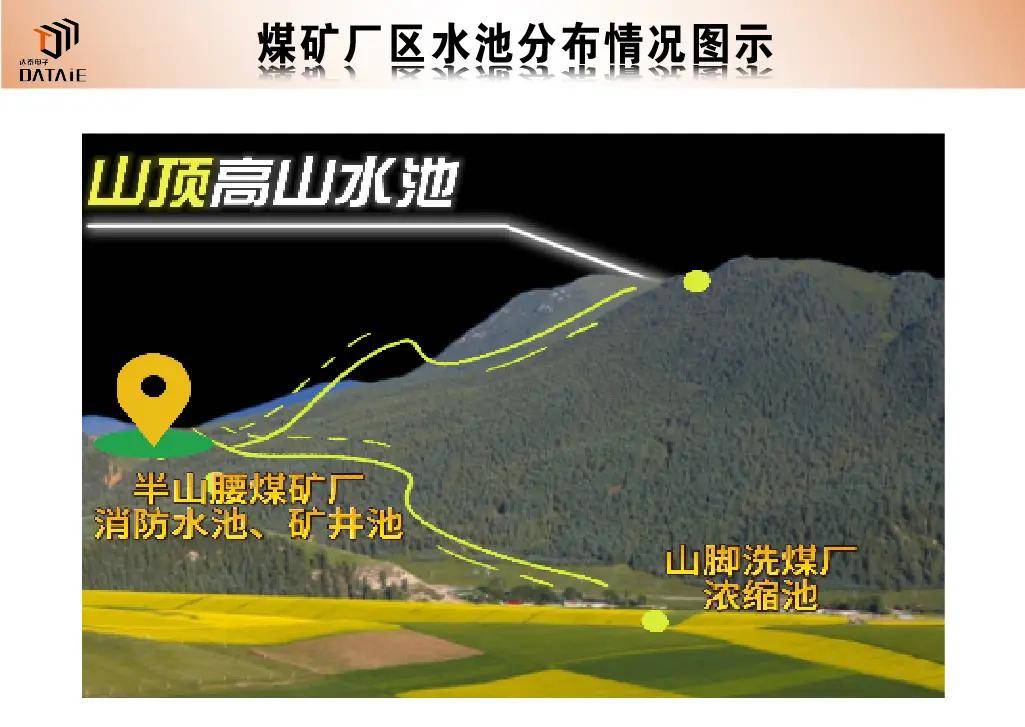
矿山泵站水池监测物联网解决方案
工厂无线覆盖解决方案,煤矿厂多个液位信号实现无线传输

实施案例丨不让机器‘罢工’?钢铁厂设备智能监测有妙招!

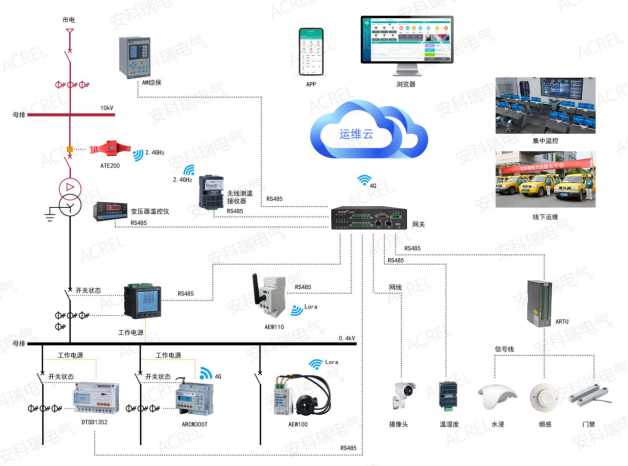
电能管理系统在某煤矿的应用


工业设备的“心电仪”--捷杰传感数据采集器

重大突破│捷杰传感APEF自适应算法将设备健康监测误报率和漏报率降低92.8%!






 工商网监
工商网监
评论