 食品冷链物联网监测系统:确保食品安全和质量的关键
食品冷链物联网监测系统:确保食品安全和质量的关键
行业背景
在食品冷链行业中,从产地预冷、自动化冷库贮藏、全程冷链运输到末端配送的冷链全过程中,每一个过程都要对温湿度进行监测管理,确保食品始终处于适宜的温度和湿度条件下,以保障食品的品质和安全。一旦温湿度超过限制,往往会导致食品品质下降甚至是变质,带来严重的食品安全与经济损失问题。
冷链物联网监测系统通过实时监控制冷设备运行状态和温湿度数据,确保在整个冷链过程中保持合适的温湿度和设备工作状态,从而保证食品的品质和健康,对于保护食品安全、减少损失浪费有重要作用。
对此,物通博联提供基于工业智能网关的冷链物联网监测系统,实现生产、存储、运输等全过程的数据在线监测,出现异常也能及时预警,实现冷链全过程的在线监测与智能管理。
行业痛点
1、食品冷链作业呈现流程长、设备多的特点,对于系统接入和信息集成造成困扰,设备改造成本高,管理难度大。
2、缺乏远程监控与异常响应能力,温湿度数据无法快速了解,设备故障也无从得知,可能导致食品变质与经济损失。
3、冷链各环节中的数据出现“断链”,数据无法共享,缺乏有效的信息管理分析系统,导致运维成本居高不下。
解决方案
无论是食品冷链中的生产、运输还是存储环节,需要监测的设备都是制冷设备与传感器。通过将物通博联工业智能网关接入制冷设备PLC与传感器(如PLC、温湿度传感器、压力传感器等设备),网关就能实时采集温湿度、压力及电压、电流、GPS等数据,并通过5G/4G/WIFI/以太网等网络将数据传输到云端监控平台。
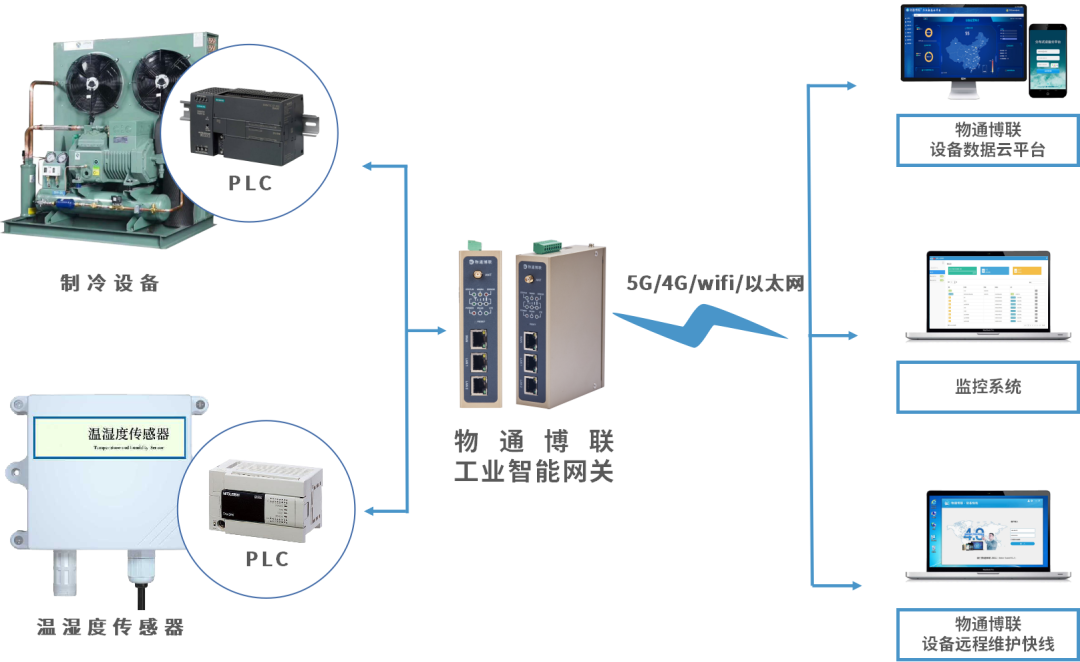
在平台上实现远程监控、故障报警、远程控制及远程维护等功能,用户可以实时查看设备工作状态和数据变化,接收故障报警通知并采取措施,从而保证温湿度适宜,减少冷链事故风险。
系统功能
1、数据采集
网关可以采集制冷设备PLC和各类传感器的数据,采集温湿度、压力、电压、电流等工艺参数以及设备开关、故障、GPS等状态信息。
2、数据上云
各项数据经过标准化处理后集中上传到云平台,支持5G/4G/WIFI/以太网等方式,提供物通博联云、自开发云、阿里百度华为等第三方云平台的对接方案。
3、故障报警
通过智能算法与报警阈值,在设备故障或数据超限时,自动从微信小程序进行推送,告知故障设备及发生时间并派发维护工单,以便及时采取措施。
4、远程维护
通过远程维护快线,工程师能够对异地PLC进行远程编程调试和远程上下载程序等操作,节省出差成本,提高维护效率,保证设备快速恢复制冷。
5、设备管理
接入网关设备可以统一管理,查看设备数量、运行状态、实时数据、位置信息等,也能通过工艺组态了解设备参数信息,实现精准管理。
6、数据分析
通过多项可视化数据图表对冷链进行智能分析,评估设备运行性能和生产效率,帮助企业优化生产、改善运输与合理存储,做出科学决策。
系统效益
冷链物联网监测系统在确保食品安全和质量方面发挥着至关重要的作用。通过对冷链温湿度和制冷设备进行实时监测和控制,能够有效保证食品在整个冷链过程中的品质,实现智能化、精准化管理,实现企业的数字化转型。
审核编辑 黄宇
-
物联网
+关注
关注
2909文章
44704浏览量
374178 -
数据采集
+关注
关注
39文章
6131浏览量
113727
发布评论请先 登录
相关推荐
热重分析仪在食品领域的应用
FLIR红外热像仪在食品安全行业的应用
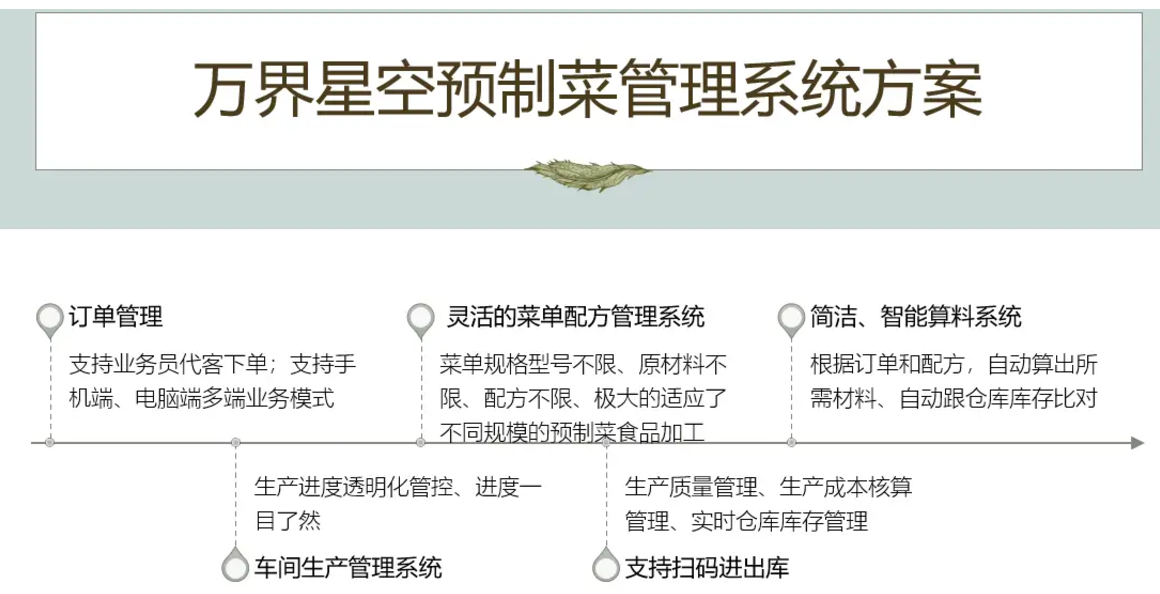
食品加工行业和预制菜行业的生产管理MES系统解决方案
食品污水处理厂物联网解决方案
氧气传感器-食品储存监测的安全官

食品加工设备智能运维物联网系统解决方案

食品冷库远程监控自动告警系统方案
冷链仓储物联网远程监控系统解决方案

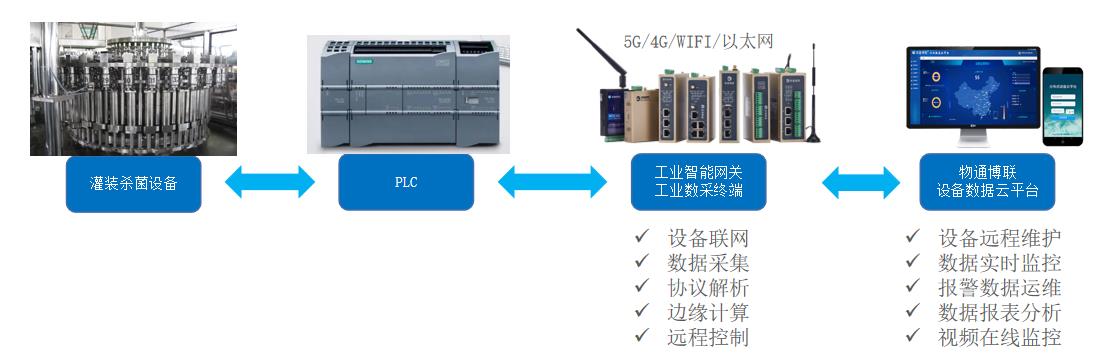
食品杀菌设备数据采集远程监控系统解决方案
医疗冷链监控系统
食品制氮机远程监控运维管理系统解决方案

轻装上阵:便携式光谱仪,助力食品安全的便捷保障
智能相机在食品包装检测的应用






 工商网监
工商网监
评论