 影响辊压机效率和精度的因素
影响辊压机效率和精度的因素
辊压机
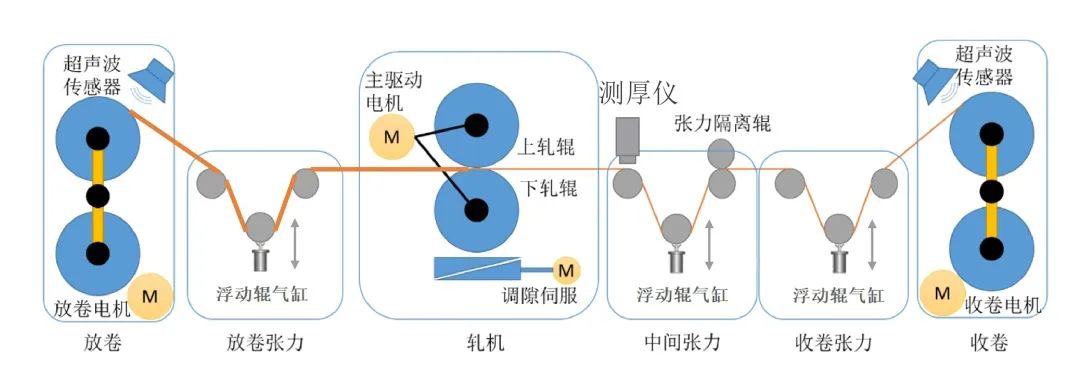
辊压机结构简图
影响辊压机效率和精度的因素
1、张力波动
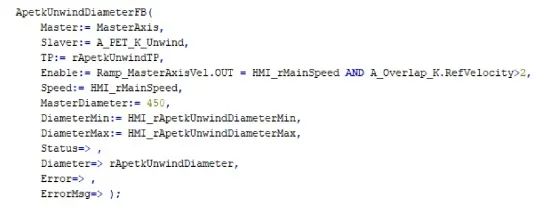
卷径计算,恒张力控制,收卷锥度控制
稳定的张力是实现高精度辊压的前提,张力不稳很容易造成辊压后极片断带。
2、辊压厚度
调隙伺服,压力大小
辊压间隙会影响电池极片纵向形状平直程度,左右间隙不一致会造成电池极片纵向以辊径长度为周期产生波浪形或瓢曲。
提升卷径计算精度
张力稳定是保证轧制精度的基础。
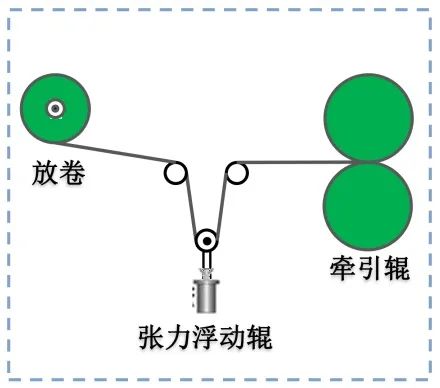
卷径计算模型:
时刻1:牵引辊角度L1,放卷角度U1
时刻2:牵引辊角度L2,放卷角度U2
放卷卷径=( L2-L1 )*牵引辊直径/(U2-U1)
为确保角度差值稳定,采用多次计算平均值的方式。
提升整线张力稳定性
张力稳定是保证轧制过程中不断带的基础。
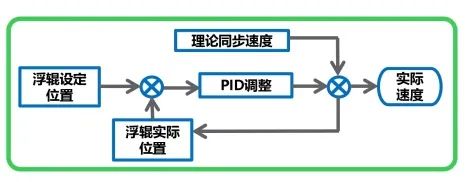
①张力调整模型为:
线速度=主轴同步线速度+PID调整结果
②速度,位置双闭环
③根据调试效果,确定MV上下限范围,防止调节过大,造成张力波动过大
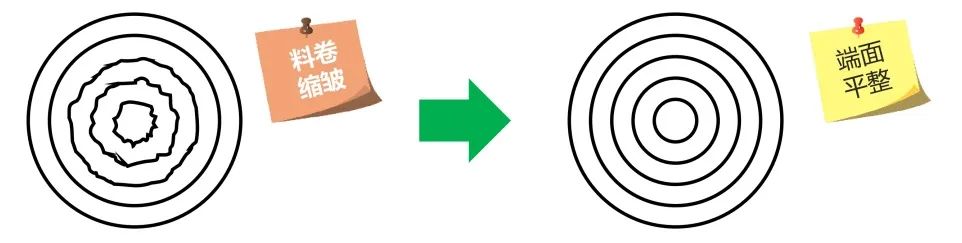
提升收卷端面平整度
张力锥度控制:
在收卷系统中,随着卷径的增大,使卷料张力逐步减小的控制称为锥度张力控制;
锥度控制可使收卷膜的内层收得较紧,而外层的膜收得较松,从而使卷料膜的层与层之间不打滑,防止材料卷绕时卷得过紧及卷料卷绕歪斜。
收卷锥度控制,根据产品不同分为两种方式可选
1、收卷张力随收卷卷径变大根据锥度系数线性变小(双曲线特性)
2、设定直径区间,收卷张力根据当前卷径所处区间变化(描点实现)
审核编辑:黄飞
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
超声波传感器
+关注
关注
18文章
595浏览量
36163 -
电池极片
+关注
关注
3文章
9浏览量
3733
原文标题:作为电气人必须知道!电气锂电设备深度解析
文章出处:【微信号:玩转PLC工业机器人,微信公众号:玩转PLC工业机器人】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
辊压机轴径磨损修复可解决能耗高、效率低的问题
辊压机长期高负荷运行时,往往会受到物料的粒度变化、异物的掉入、液压系统压力失衡及辊缝长期偏差等现象,造成辊轴轴径磨损。而遇到磨损后,如何克服一些能耗高、效率低的修复方式使设备快速恢复生
发表于 03-26 15:54
•766次阅读
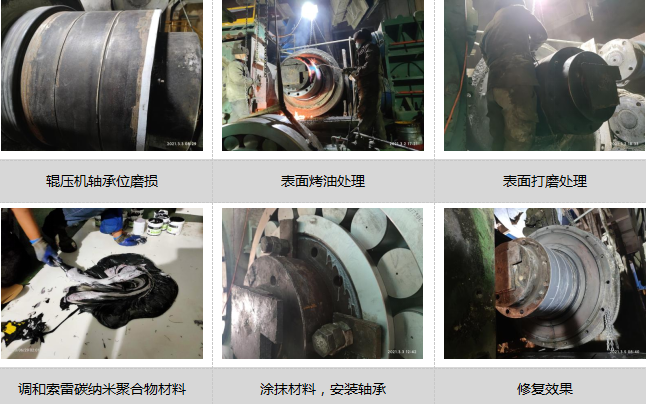
辊压机轴承位磨损的修复方法
100-150MPa的高压作用后,变成密实的料饼从机下排出。排出的料饼除含有一定比例的细粒成品,在非成品颗粒的内部,产生大量裂纹,改善了物料的易磨性,且在进一步粉碎过程中,可较大地降低粉磨能耗。辊压机轴承位磨损是辊
发表于 05-17 17:29
•496次阅读
辊压机轴头磨损如何修复
辊压机又名挤压磨、辊压磨,是根据料床粉磨原理设计而成,其主要特征是:高压、满速、满料、料床粉碎。辊压机是水泥生产线上比较重要的设备之一,该设
发表于 05-26 10:19
•488次阅读
辊压机锥度轴轴头磨损原因及修复方法
辊压机,又名挤压磨、辊压磨,是新型水泥节能粉磨设备,具有替代能耗高、效率低球磨机预粉磨系统,并且降低钢材消耗及噪声的功能。辊
发表于 05-28 09:44
•950次阅读
辊压机轴的修复问题一览
辊压机轴磨损问题是该设备常见的故障,一般解决此故障的方法有补焊机加工、更换新部件、热喷涂等等。由于修复时间、修复效果、修复成本等因素的影响,这些方法已经不实用。目前,很多企业都在采用索雷碳纳米聚合物材料技术解决
发表于 09-02 16:04
•0次下载
辊压机轴颈磨损如何修复
辊压机,又名挤压磨、辊压磨、对辊机,能替代能耗高、效率低球磨机预粉磨系统,并降低钢材消耗及工作噪声的功能。有的人可能比较熟悉,有的可能不熟悉
发表于 02-23 16:29
•0次下载





 工商网监
工商网监
评论