 解锁机器视觉工业检测难题
解锁机器视觉工业检测难题
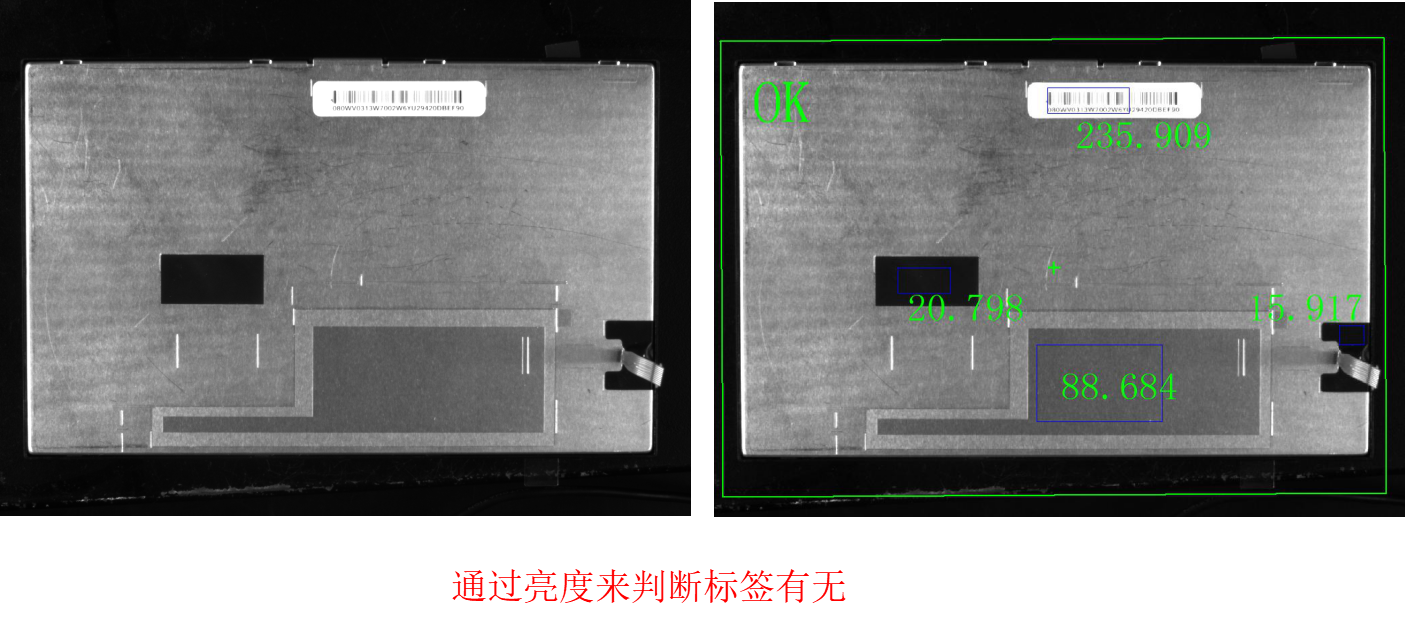
机器视觉工业检测技术在不断发展的过程中,面临一些挑战和难题,在复杂的工业环境中,如光线变化、振动、灰尘等干扰因素会影响图像质量和系统稳定性,导致检测准确性下降。
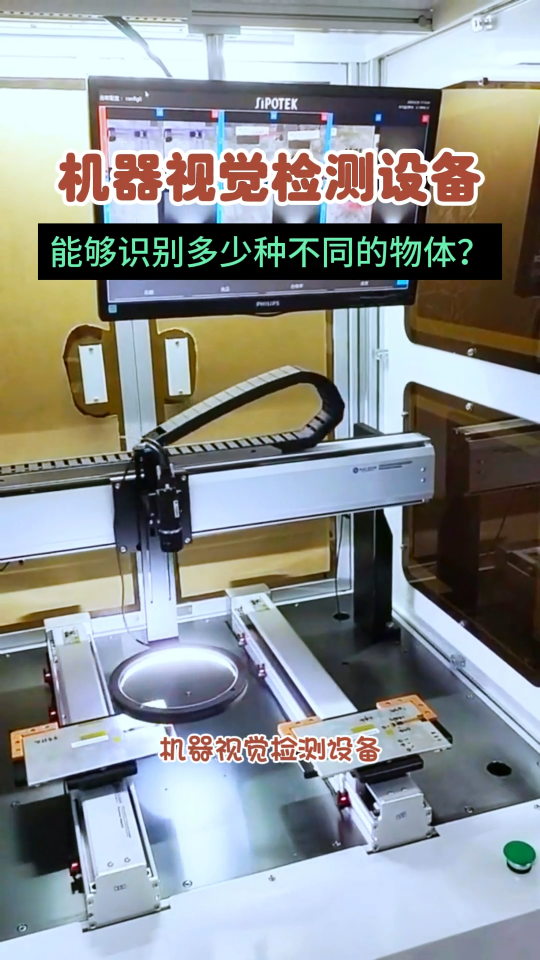
工业生产中需要处理大量图像和视频数据,要求系统能够高效处理大规模数据,并在短时间内做出准确的决策。不同工件、产品的形状、颜色、纹理等特征各异,需要系统具备良好的通用性和适应性,能够适应不同情况下的检测需求。
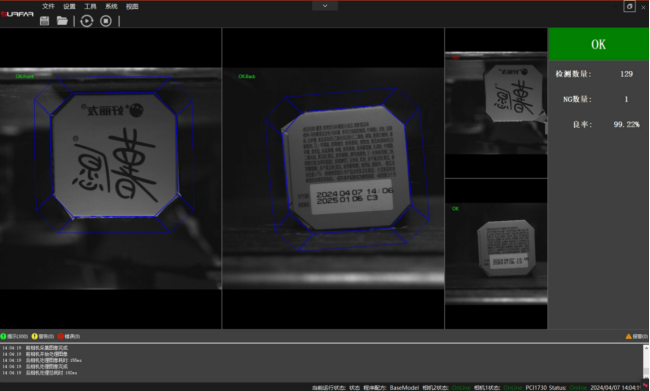
机器视觉算法需要具备高精度和鲁棒性,能够准确识别不同对象、表面缺陷、形状变化等,避免误判和漏检。确保相机、光源、镜头等设备之间的精确校准和标定,以保证测量结果的准确性和一致性。
某些应用场景要求机器视觉检测系统能够实时监测和响应异常情况,需要保证系统的实时性和高效性。部署和维护机器视觉系统需要投入大量成本,包括硬件、软件、培训等方面,对于一些中小型企业而言可能难以承担。
处理大量图像和视频数据可能涉及隐私和安全问题,需要确保数据的安全存储和传输,避免泄露和滥用。
克服这些挑战需要不断推进机器视觉技术的研究和发展,提高系统的稳定性、准确性和适应性,满足工业生产中对高效、精准检测的需求。
审核编辑 黄宇
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
机器视觉
+关注
关注
163文章
4437浏览量
121149 -
视觉检测
+关注
关注
2文章
384浏览量
19520
发布评论请先 登录
相关推荐
机器视觉系统硬件组成之工业相机篇
工业相机是一种非常重要的机器视觉器件,它能够将被采集的图像信息通过电路转换成电信号,再通过模数转换器(ADC)将其转化为数字信号,最后以标准的视频信号输出。工业相机在

视觉检测是什么意思?机器视觉检测的适用行业及场景有哪些?
在快速迭代的工业世界中,机器视觉检测以其精准、高效的力量,已成为众多产业不可或缺的技术支持。本文将深入探讨机器
机器视觉在焊接质量检测中的应用
焊接作为连接不同材料的关键工艺,其质量直接影响到结构的强度和可靠性。随着工业技术的发展,如何高效、精准地检测焊接质量,成为了工业制造领域急需解决的问题。机器
机器视觉的四大类应用是什么?
机器视觉是一种利用计算机和图像处理技术,模拟人类视觉系统,实现对图像的获取、处理、分析和理解的技术。它在工业、医疗、农业、交通等领域有着广泛的应用。以下是
机器视觉的四大类应用分别是
机器视觉是一种利用计算机视觉技术对图像进行处理、分析和理解的技术,广泛应用于工业、医疗、安防、交通等领域。本文将详细介绍机器
机器视觉技术在工业自动化中的应用
进行采集、处理和分析,从而实现对目标进行识别、检测、测量和控制的功能。本文将从机器视觉技术的定义、原理、特点及其在工业自动化中的应用等方面进行详细阐述。
机器视觉尺寸检测技术全解析!
在现代工业制造领域中,对于精密零部件的外观尺寸都有着极高的要求,航天、航空、汽车配件、电子产品等领域中,绩效的零部件出现问题都会影响正常运行以及使用功能。 近几年机器视觉检测技术的飞速
机器视觉检测:薯愿外包装检测
食品及包装行业中常常需要对产品的包装盒、包装袋表面进行缺陷检测,其检测内容包括产品混料、外包装破损、脏污等,机器视觉技术能够通过拍照或扫描取图的方式对产品进行高效外观
机器视觉如何检测橡胶圈外观尺寸检测?
外观检测 机器视觉系统可以检测橡胶圈表面的缺陷,裂纹、气泡、凹陷等。通过图像处理算法,系统能够准确识别并标记出这些缺陷。系统能够精确识别颜色差异,并给出相应的反馈或警报。





 工商网监
工商网监
评论