 微米级铜在高温功率器件的应用
微米级铜在高温功率器件的应用

功率电子产品的应用已扩展到相当多的行业,如汽车,航空航天和军事行业。高功率电子设备需要能够适应更高的使用温度(>250°C),这大大增加了对设备材料的需求。瞬时液相(TLP)键合被认为是制备高温焊点的可靠技术,该技术允许在相对较低的温度下进行焊接,同时产生更高的焊接重熔温度。然而TLP键合需要花费很长时间才能完全消耗低熔点金属,且需要数小时的退火才能形成稳定的焊点。
1. 微米级Cu颗粒
Liu等人在Cu颗粒上镀上Sn层。Cu颗粒的平均直径为6.2μm,Sn涂层的平均厚度约为0.5μm。Cu颗粒随后被做成由85wt%的颗粒和15wt%的萜品醇溶剂组成的焊料浆。将制备的带有浆料的Cu–Cu焊点在空气中在130°C下预热3分钟以蒸发溶剂,然后以1°C/s的速度连续加热至300°C并在该温度下加热30s。整个过程使用热压接合系统在10 MPa的外加压力下进行。使用甲酸气氛来还原Sn涂层和Cu基底上的氧化物层。
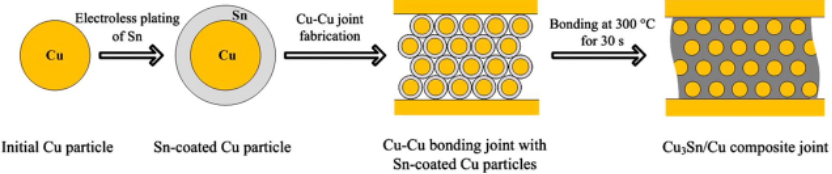
图1.瞬时液相烧结(TLPS)键合过程。
2. 实验结果
TLPS键合过程中,焊点开始先形成Cu6Sn5 IMC。随着温度升高超过210℃,Cu颗粒的镀Sn层逐渐开始融化。当温度继续升高时,Sn开始大量消耗,Cu3Sn数量开始增加,而Cu6Sn5逐渐减少直至加热至300℃后完全消失。在高温应用环境下,焊点一般不含有热不稳定的Cu6Sn5相。当焊点的成分位于Cu–Sn系统的富Cu区域时,Cu6Sn5倾向于转变为Cu3Sn。
如图2所示,在键合焊点的灰色区域,Cu与Sn的原子比为3:1,均匀分布在灰色区域的黑色颗粒为Cu颗粒,这表明接合焊点中的Cu3Sn-IMC相中含有均匀分布的Cu颗粒。在300°C老化200小时后,两相混合物微观结构的特征与焊接后的结构几乎一致,可以说明焊点在该温度时热力学基本维持稳定。重要的是,由于微观结构几乎不变,焊点的强度随着老化时间增加变化幅度很小。
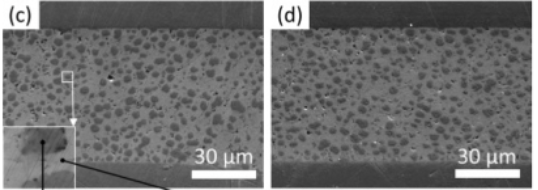
图2. TLPS焊点SEM图。(c)300℃加热60s (d)300℃老化200h后。
3. 福英达锡膏
除了TLPS键合,传统的无铅锡膏依旧能用于功率器件的焊接。深圳市福英达有着专业的高温锡膏研发和生产经验,能够为客户提供优质的金锡锡膏用于高温焊接需求。福英达金锡锡膏有着粘度稳定,残留物少,焊点强度高等优点,欢迎客户与我们进行深入合作。
4. 参考文献
Liu, X.D., He, S.L. & Nishikawa, H. (2016).Thermally stable Cu3Sn/Cu composite joint for high-temperature power device. Scripta Materialia, vol.110, pp.101-104.
审核编辑 黄宇
-
封装
+关注
关注
128文章
9341浏览量
149090 -
功率器件
+关注
关注
43文章
2227浏览量
95513 -
CU
+关注
关注
0文章
3浏览量
7315
发布评论请先 登录
从微米到纳米,铜-铜混合键合重塑3D封装技术格局
功率器件测量系统参数明细
仪表高温工作电路设计方法和器件选择
归纳碳化硅功率器件封装的关键技术
MIT研发出微米级的电池材料

UMC采用0.13微米工艺生产的铜SRAM代工铸造技术

AEC-Q101|SiC功率器件高温反偏
半导体器件在高温环境下的可靠性

功率器件在多次循环双脉冲测试中的应用

功率器件封装新突破:纳米铜烧结连接技术




评论