 SU7产能迎来大考,揭秘汽车超级工厂的智造之眼
SU7产能迎来大考,揭秘汽车超级工厂的智造之眼
近日,汽车界最火的当属小米SU7了,发布后上市24小时大定数量就突破了88898辆。这泼天的流量支持下,也是对小米汽车工厂产线产能的严峻考验。而小米汽车将用综合自动化率超过91%,关键工艺自动化率达到100%,产能爬满后, 40 辆SU7每小时的汽车超级工厂来回应这场大考。
在超级工厂现场,随处可见拉着中大件满地跑的AMR机器人、挥舞着手臂自动装配的机械臂以及代替人眼识别的智能质检系统。那么本期小明就从代替人眼识别的智能质检系统开始说起,分享一下明治传感视觉方案在汽车零件视觉检测上的应用~
检测电机转子
是否安装波形垫
应用场景
当转子运送至检测工位静止在指定位置后,对工件执行检测
检测需求
1.判断转子是否安装波形垫
2.背景更为复杂,需要排除转子对图像的影响造成误检,需调整最佳灰度阈值
3.波形垫为不规则圆圈,反光程度不同,需避免该结构造成误检,需与背景相协调设置最佳灰度阈值
选型分析
1.波形垫位置固定,检测范围小,且只需要执行有无检测,检测背景复杂,且波形垫高度不一,使用其它传感器容易误检
2.如果采用线激光的方式来检测,成本比较高,也会增加机构复杂度
3.能够代替人工快速准确检测
4.能长时间的稳定输出.
5.检测方式为非接触式,不会污染产品
选型和检测效果
选用明治视觉标准产品VDS10-BQ0106-WP进行检测,检测效果如下:

当波形垫安装无误时,成像可以识别到目标斑点存在
零件螺纹有无
应用场景
要求能够精确得检测到产品部件螺丝孔内有无螺纹;准确识别螺孔中是否有螺纹。如有螺纹,执行OK信号同时产品进入下一工序检测;如果螺孔中没有螺纹或没有开孔,输出报警信号给机械执行机构以剔除不良品。
检测需求
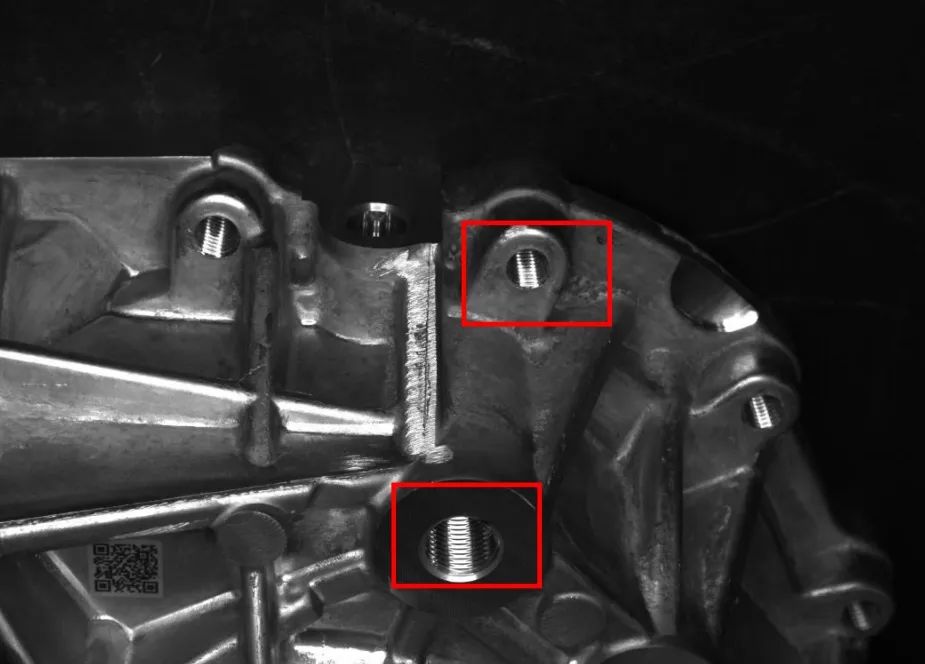
1、正面高低段差孔检测/切削检查
该处工位检测为一个相机同时检测两个孔,且两孔之间存在5cm左右的高低差及孔的尺寸相差较大,在成像时需考虑景深。
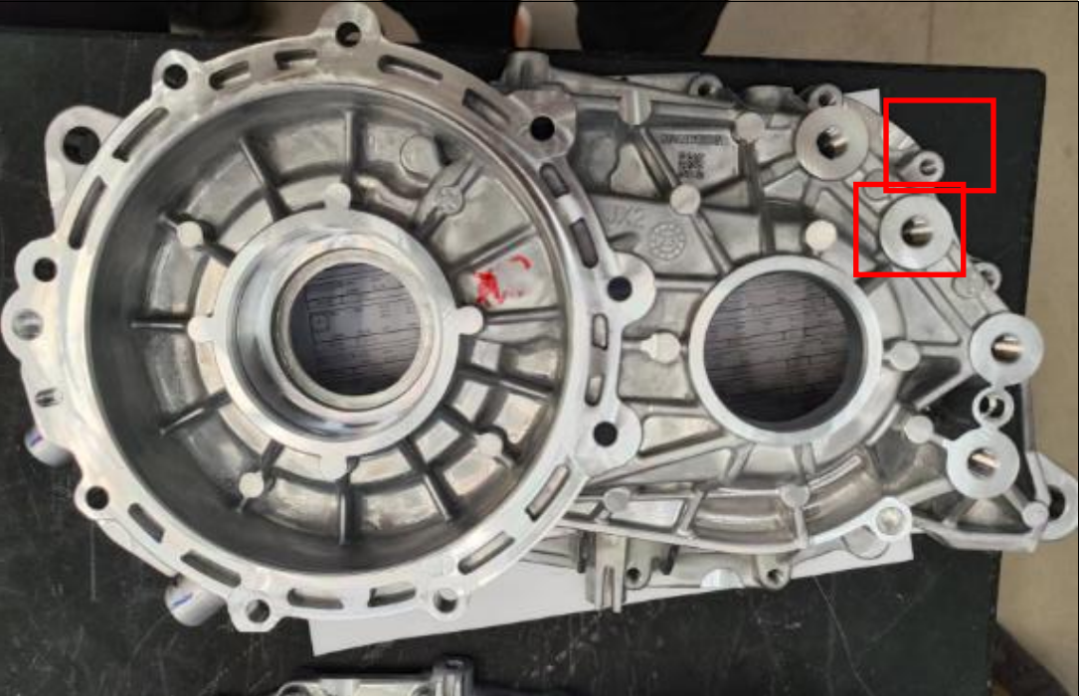
2、侧面单个凸起孔检测
单个孔检测,尺寸较大

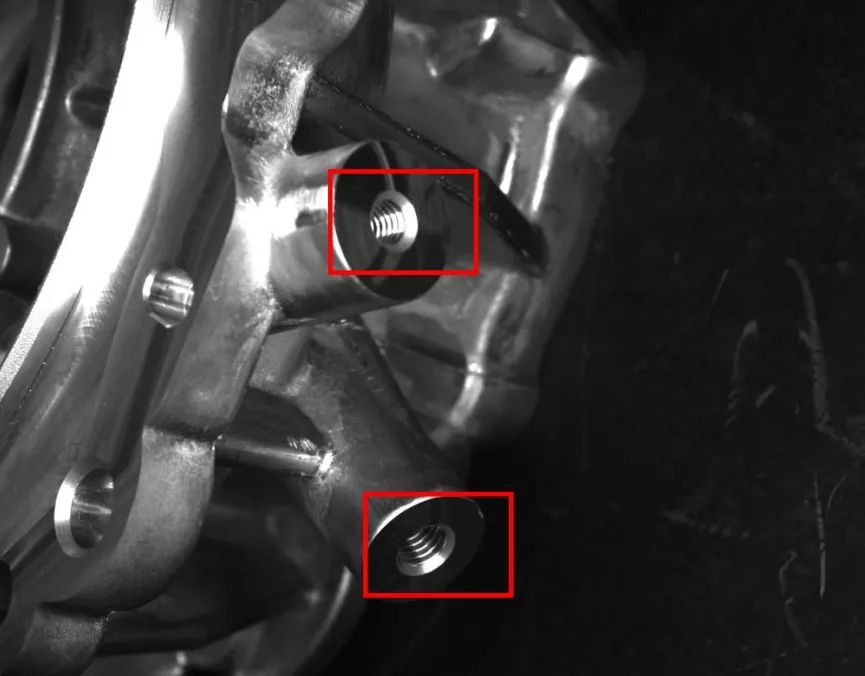
侧面角度偏差较大的两个孔
两孔分别向两个方向凸起,孔的尺寸相差不大。
选型方案
经过搭建视觉机构对样品取图测试,以上面的硬件配置可以取得良好的成像效果,再对成像图片进行检测算法分析,可以得到满足要求的检测效果。
采用明治VG-BR050-DA12视觉传感器解决方案,试验运行检测2万个产品,0异常;目前已正式大批量投入使用。
1、正面孔的切削检测工位
光源应正对工件,且相机光源和工件应尽量保持垂直。
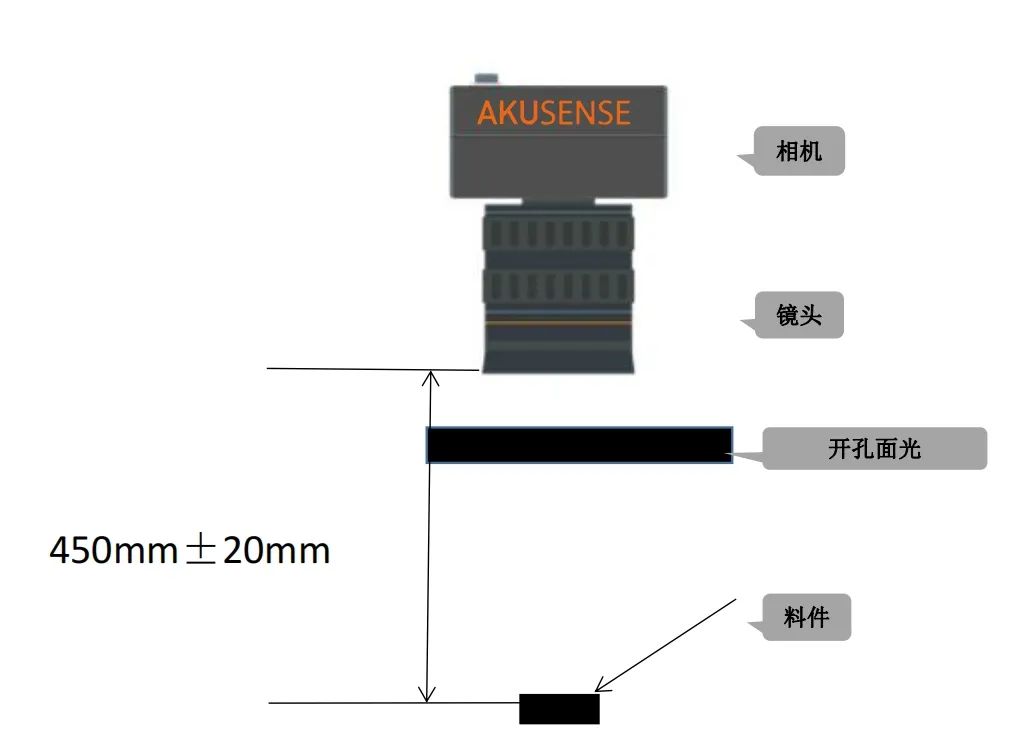
安装结构简图
2、单孔检测和两孔方向不同的检测工位
安装距离在200±20mm,需要根据实际安装位置确定相机和工件之间的安装角度(高角度)。存在段差的孔检测,安装距离在270±20mm,需要根据实际安装位置确定相机和工件之间的安装角度

安装结构简图
成像效果
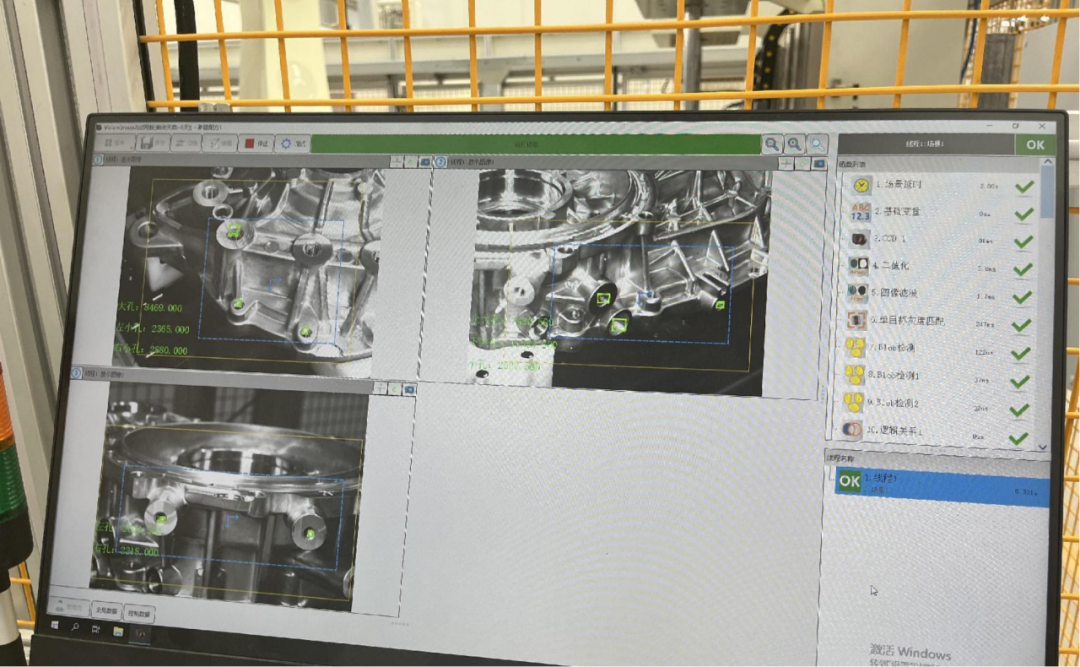
OK
高低段差孔(有螺纹)
NG
高低段差孔(没有螺纹)
OK
角度相差较大的两个孔(有螺纹)
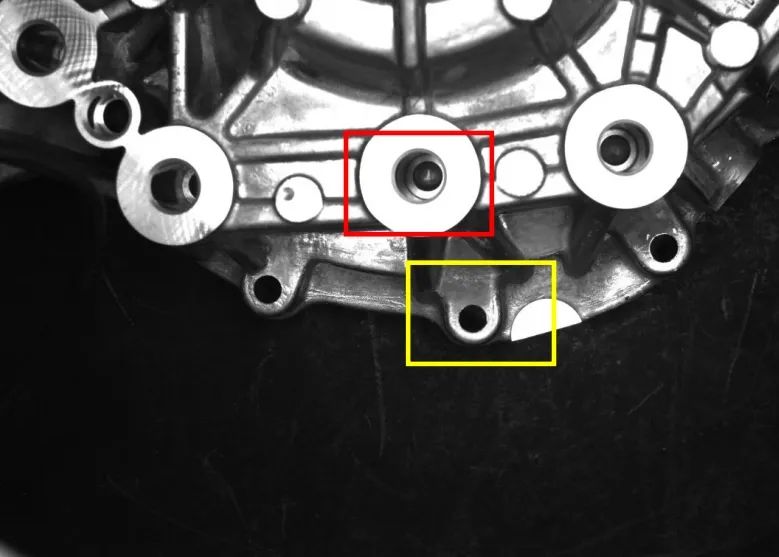
NG
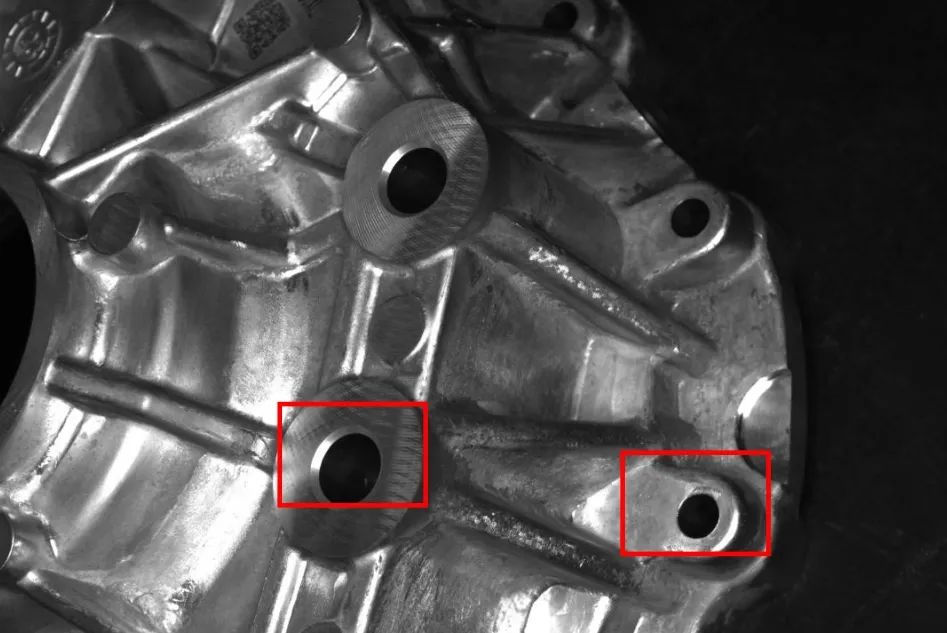
红色框为已切削,黄色框为未切削
机器视觉技术是人工智能落地到汽车制造领域中不可或缺的一环,明治传感将利用先进的机器视觉技术,通过高精度识别、检测与判断,提升汽车制造的智能化水平,实现生产流程的自动化与优化,让汽车从“制造”向“智造”转变。
-
传感器
+关注
关注
2548文章
50660浏览量
751874 -
自动化
+关注
关注
29文章
5510浏览量
79095 -
汽车
+关注
关注
13文章
3416浏览量
37161
发布评论请先 登录
相关推荐
小米SU7重磅发布,NGI为梦想之车保驾护航





 工商网监
工商网监
评论