 焊锡二次熔融时熔点温度变化情况
焊锡二次熔融时熔点温度变化情况
ocean:各位专家这种圈焊的导线需要点胶加固吗?还是只要满足弯曲半径即可
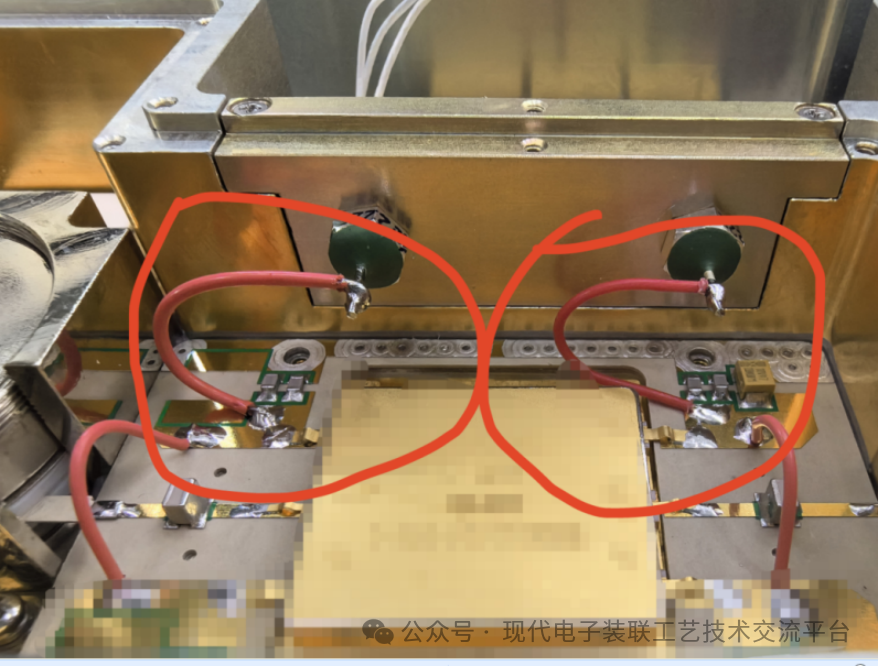
廖小波老师:导线必须固定!这应从结构设计时就应予以考虑!搞成如此这般状态,让工艺人员“打补丁”很难!导线像这样悬挂,其焊点过不了哪怕是最低量级的“振动和冲击”关!
ocean:好的,谢谢廖老师!
Fighter:咨询下各位老师,焊锡二次熔融时,熔点温度会比第一次熔融时高还是低?
刘老师:这个需要DSC分析
廖小波老师:焊点上的焊料二次(或多次)熔融,原则上熔点不会变化,但焊料的润湿特性会逐步“退(恶)化”。不要把焊锡的润湿特性与熔点搅到一块儿去了!
焊接操作人员在对焊点作二次(多次)重焊时,有时会感觉到焊锡难以快速均匀地润湿被焊接件(引线和焊盘),于是会联想到是不是焊钖熔点升高了。其实,真实的原因是,二次(多次)重焊时,由于前期(第一次或第n次)焊接过程中焊点受热过度,致使焊锡与焊盘(及引线)间的金属间化合物(IMC)层劣质化了(生成了不可焊的Cu3Sn)。
因此,焊点在二次(或多次)重熔焊接时,焊锡难以润湿焊盘或引线,问题在焊接界面层,而不是焊锡本身的熔点!
Fighter:现在厂家有一个微组装芯片,塑封,手册推荐温度低于245℃,我们回流焊实测温度235℃,但是器件内部焊点融化了,厂家报告说,他们采用的是高温焊锡,熔点为245℃,但是我们对该芯片实施峰值温度为235℃的回流焊时,芯片内部熔点为245℃的焊锡却发生了二次熔融,焊锡熔点变低,所以才导致了235℃熔融,希望我们自己摸底,可能要把回流焊峰值温度降到230℃以下才安全。
廖小波老师:焊点上焊锡的熔点在二次熔融时熔点变低,只有一种可能,那就是焊锡在第一次焊接时,被焊接件上的金属(或合金)镀涂层低熔点合金化了,从而改变了焊料的成份(合金比例),导致焊锡熔点变低。我们见证过真实的案例。
不管怎么说,既然器件厂家的产品说明书提到器件的耐热性不低于245℃,就不应在用户焊接峰值温度仅为235℃时,器件内部焊点发生了二次熔融要求免责(要求使用方将焊接温度降至230℃以下)!
Fighter:现在器件厂家承认问题,但是我们在质疑厂家的原因,到底是手册误写要求,还是器件批次,还是器件的原材料(焊锡之类)有问题?
可能就涉及那些我们用峰值温度为235℃回流焊接出的同批次产品,目前虽然没明显暴露问题(内部焊锡二次熔融漫流短路或安全电气距离减小),但是否能作为合格产品放行的处理意见了
刘老师:现在都是向后兼容混合焊接、235C是常用峰值温度、供需双方都得多长个心眼哈。所以低温得靠DSC验证
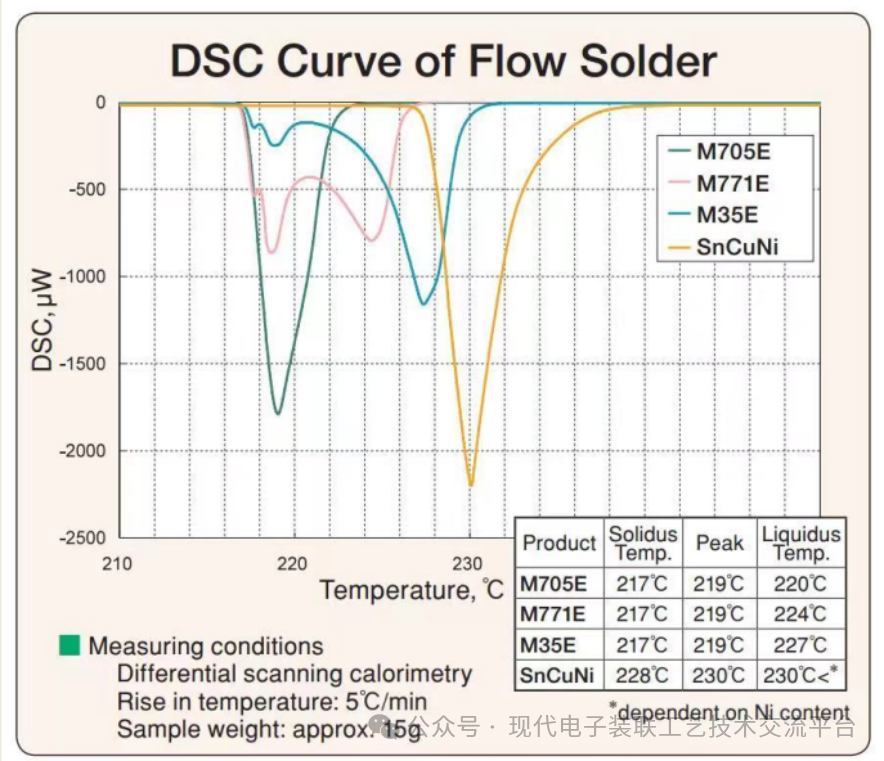
束语:实际上图已为芯片厂商如何精准确认故障件焊点上焊锡的真实熔点指明了方法!
廖老师提出的“低熔点合金化”原理,为芯片厂商查找熔点降低的原因提供了思路。
廖小波
曾从事材料表面处理工艺研究多年;后从业PCB制造业三十余年,任生产线总工;成都新欣神风电子科技公司副总工程师(兼总工艺师);现任成都宏明电子股份有限公司特聘工艺专家。
审核编辑:黄飞
-
焊锡
+关注
关注
0文章
300浏览量
18412
原文标题:焊锡二次熔融时熔点温度会如何变化?
文章出处:【微信号:现代电子装联工艺技术交流平台,微信公众号:现代电子装联工艺技术交流平台】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
铧达康锡业生产不用另加助焊剂的无铅低温焊锡丝138度超低熔点
高纯度免清洗焊锡丝 含松香无铅低温锡丝138度低熔点0.8/1.0mm
二次电池使用和保养:
什么是二次谐波?二次谐波的定义?
mapreduce二次排序_ mapreduce二次排序原理







 工商网监
工商网监
评论