 安泰ATA-7050高压放大器应用领域:电流体动力喷墨打印技术!
安泰ATA-7050高压放大器应用领域:电流体动力喷墨打印技术!

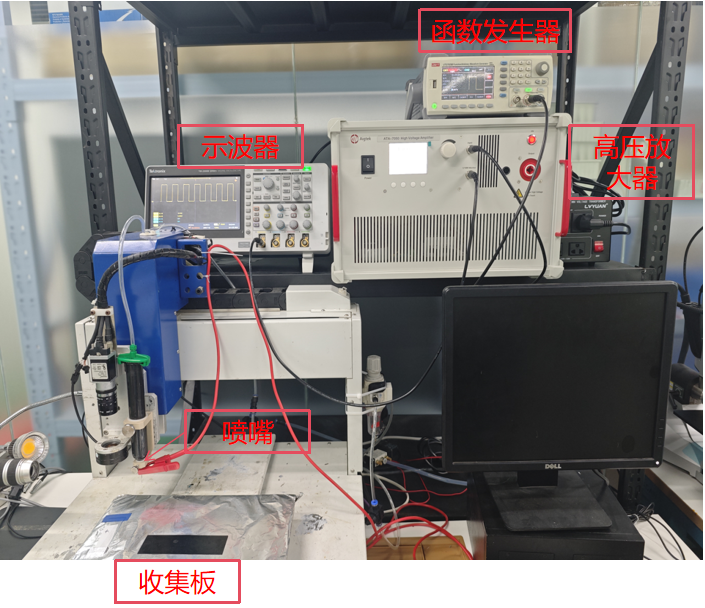
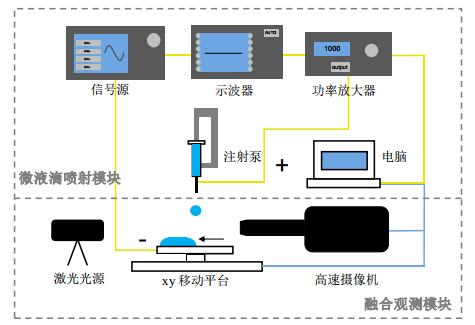
柔性印刷电子器件性能强烈依赖于材料、线宽、以及工艺控制,实现高分辨率、高性能功能微纳结构的大面积、低成本、快速制造已经为柔性印刷电子产业化发展的基础性问题。与传统压电、热气泡等“挤”模式喷墨打印工艺不同,电流体喷墨打印(Electrohydrodynamicprinting,EHDprinting)借助高压电场以“拉”的方式将射流从弯月面顶部拉出,在基底上沉积形成图案。今天Aigtek安泰电子将为大家具体介绍一下。
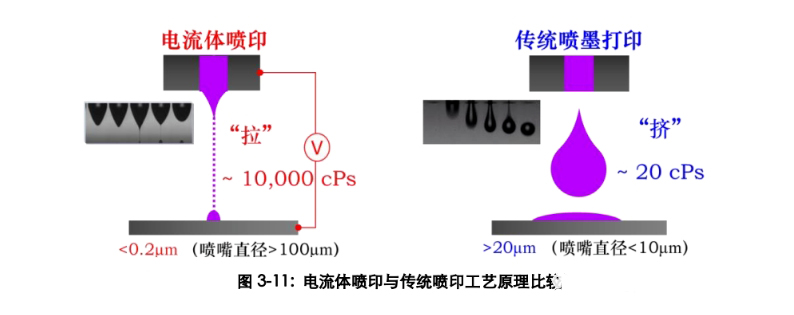
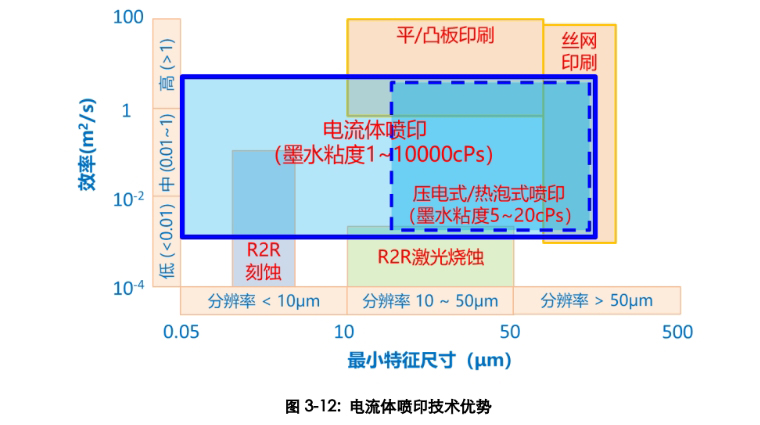
溶液在高压电场作用下场致流变形成泰勒锥,进而形成直径远小于喷嘴内径的微纳米射流,沉积到基板上形成微纳图案/结构。相较于传统喷墨打印,电流体喷印具有分辨率高(<1μm)、适用粘度范围广(1~10000cP)、多功能(电点喷、电纺丝、电喷雾)等独特优势,是一种更为精细的喷印技术。
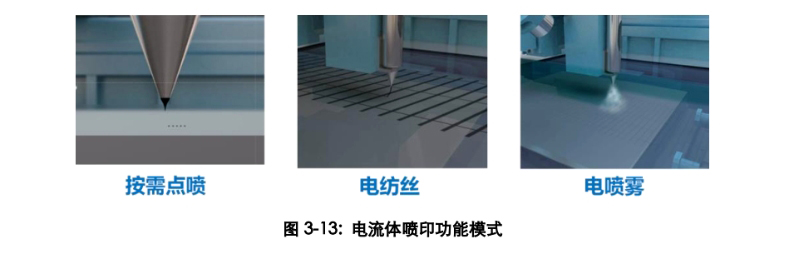
电流体喷印工艺中,针对不同墨水进行相应的工艺参数调整,可实现电点喷、电纺丝和电喷雾三种喷印方式(图3-13),分别用于制备点、线/纤维和薄膜。电点喷工艺一般采用低脉冲电压、较小的喷距(喷嘴端部距离基板表面≤1mm),适用低粘度的墨水(≤100cPs,如纳米金属类墨水、小分子墨水等),目前已经实现了~50nm直径的液滴。
电纺丝和电雾化均采用直流电压,产生连续的射流,喷距一般在5mm以上。电纺丝适用较高粘度墨水(≥100cPs,如聚合物类墨水)和较高的打印速度,线宽分辨率最低至50nm。电喷雾一般适用低粘度小分子墨水(≤100cPs,如醇溶剂类墨水等),电喷雾薄膜厚度可以至纳米级。
电流体动力喷墨打印技术应用领域
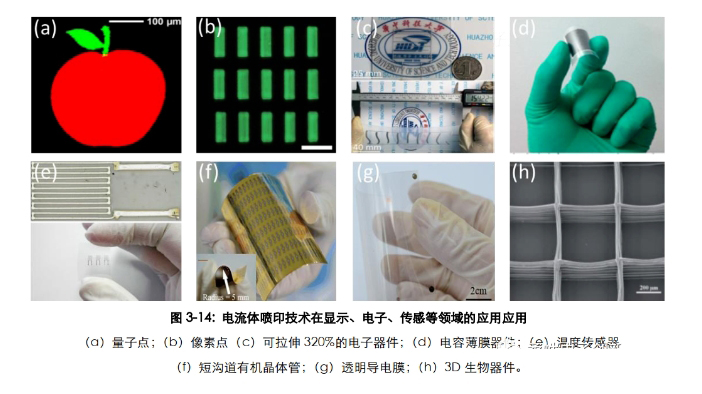
电流体喷印具有许多独特的优势,打印分辨率受喷嘴物理直径的影响较小,可采用较粗的喷嘴(避免堵塞)实现亚微米的分辨率,材料兼容1-10000cPs的墨水,适应于光电显示、光学、传感、材料、生物、医药、化工等多个领域的科研和工业应用。电流体喷印在柔性印刷电子制造中应用前景广阔,如电点喷、电纺丝、电喷雾分别用于制备柔性印刷电子的电极、器件互联层、薄膜层等。
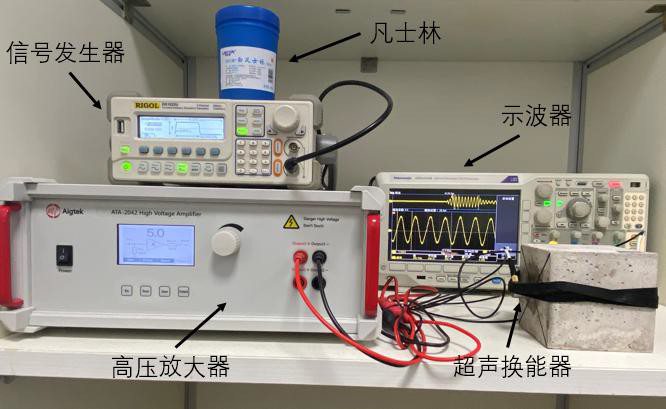
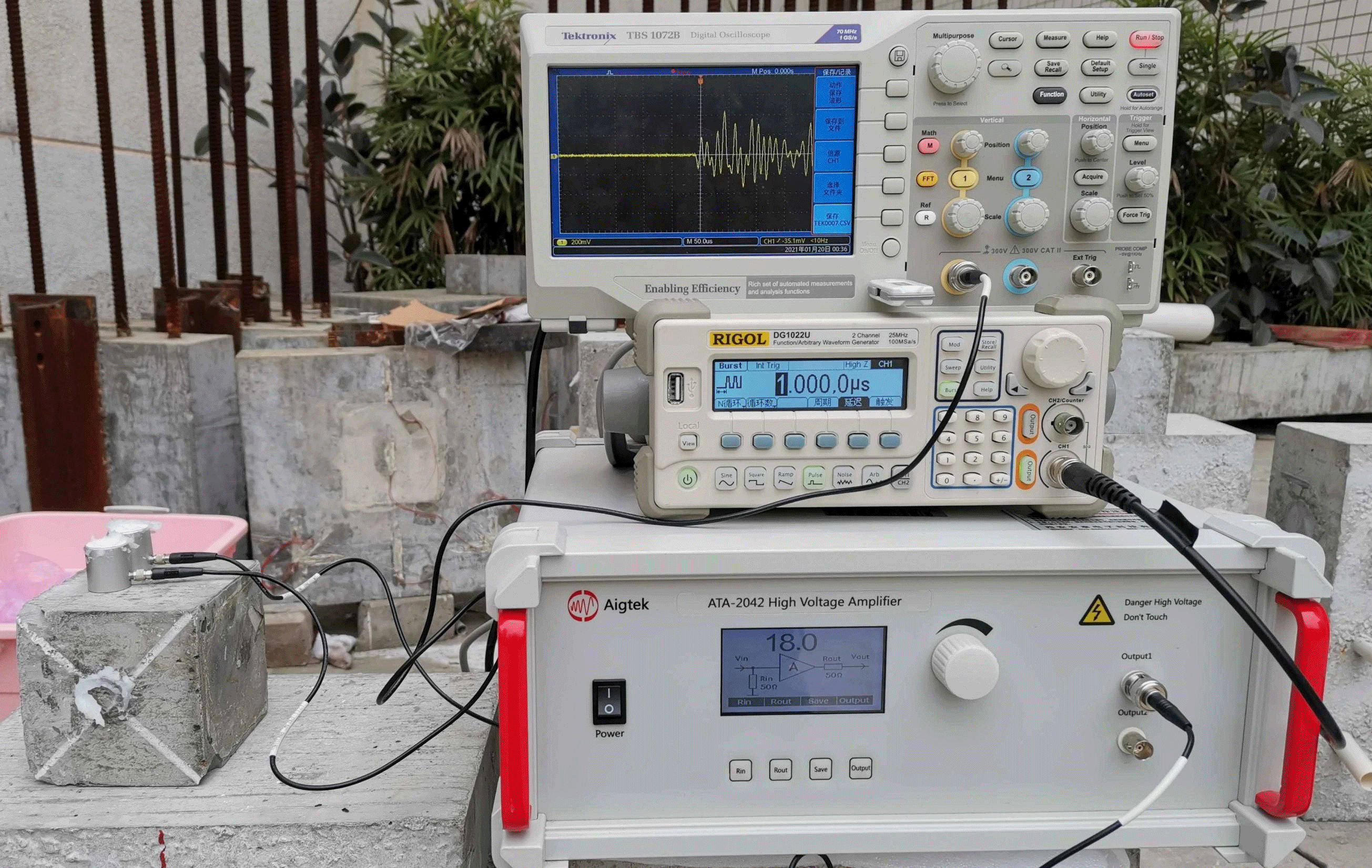
Aigtek安泰电子ATA-7000系列高压放大器最大输出电压20kVp-p(±10kVp),最大输出功率100Wp,最大输出电流40mAp,在电喷印技术研究中有着重要的应用,为更好的进行科研实验提供了条件。
ATA-7050高压放大器

审核编辑 黄宇
-
高压放大器
+关注
关注
4文章
815浏览量
16036
发布评论请先 登录
Aigtek高压放大器在电流体动力喷印实验研究中的应用

Aigtek安泰电子ATA-700系列高压放大器震撼发布!

新品发布| ATA-700系列高压放大器!


ATA-2082B高压放大器震撼发布!

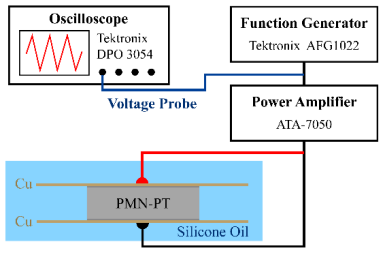
ATA-7050高压放大器:实现弛豫铁电单晶畴工程极化的关键驱动源
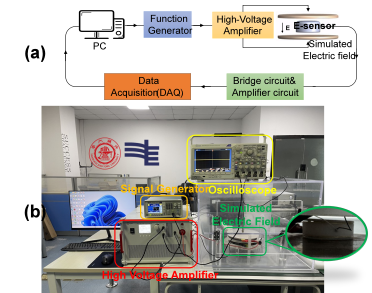
ATA-7050高压放大器:电场传感器测试的关键驱动力
ATA-7050高压放大器手册
ATA-7050B高压放大器手册
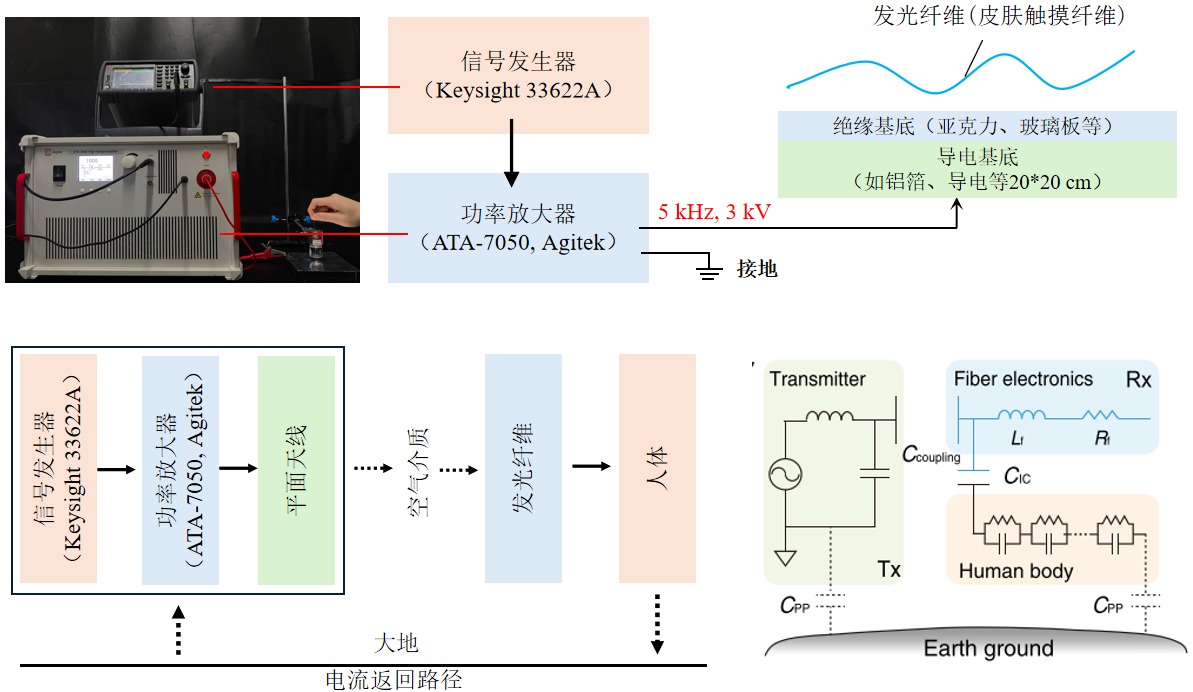
高精度驱动电致发光:ATA-7050高压放大器的关键应用与实验研究
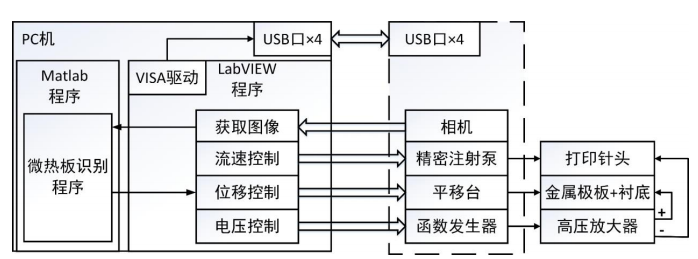
安泰高压放大器在电流体打印中的精准能量调控与创新应用
安泰电子ATA-2042高压放大器的电子实验案例2(案例合集)
安泰电子ATA-2042高压放大器的电子实验案例(案例合集)



评论