 一文通晓FPC软板,从基础到工艺的深度解读
一文通晓FPC软板,从基础到工艺的深度解读
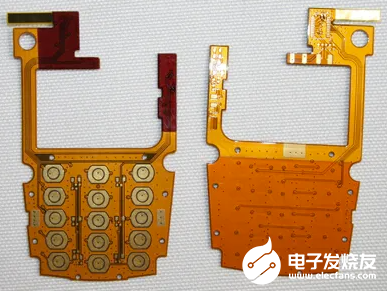
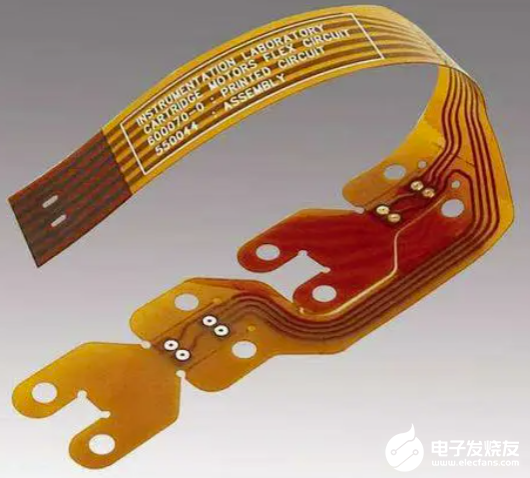
柔性电路板(Flexible Printed Circuit 简称FPC)又称软性电路板、挠性电路板,是以聚酰亚胺或聚酯薄膜为基材制成的一种具有高度可靠性,绝佳的可挠性印刷电路板。具有配线密度高、重量轻、厚度薄、弯折性好等特点。
FPC选材要点
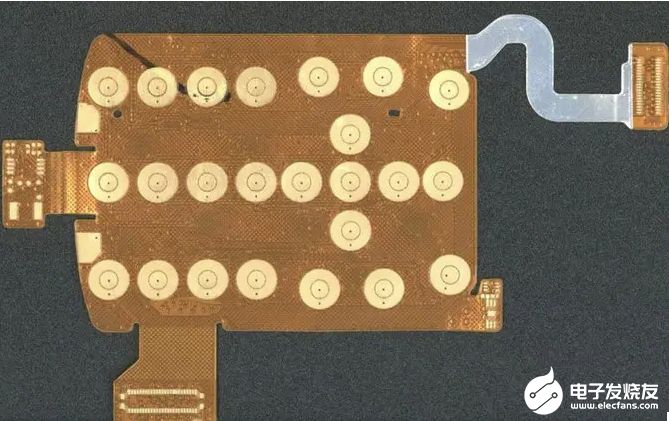
侧键/按键的选材
侧键选18/12.5的双面电解铜(特殊的除外),主按键选18/12.5的双面电解铜(特殊的除外)。侧键、主按键在弯折方面没有特殊的要求,焊接在主板上面固定好就行,但一定要保证来回弯折8次以上没有异常方可使用。按键位的厚度都有较严格的要求,不然会影响按键的手感,因此必须满足客户的总厚度要求。
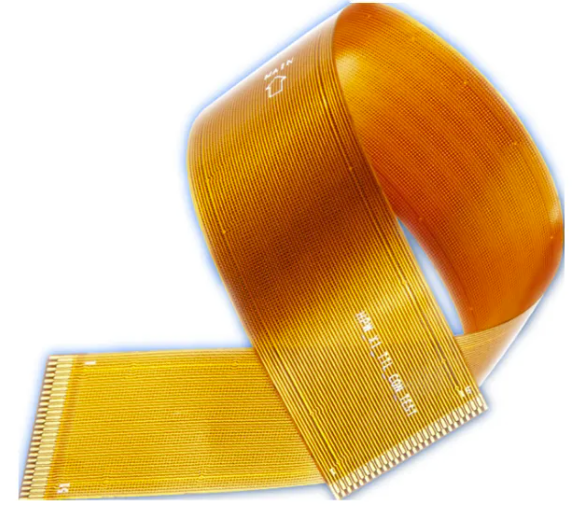
连接线的选材
连接线选18/12.5的双面电解铜(特殊的除外)。主要作用是起到连接作用,对弯折要求没有特殊的要求。两端焊接固定好即可,但一定要保证来回弯折8次以上没有异常才可使用。
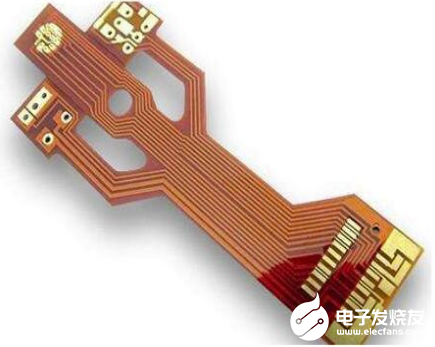
滑盖板的选材
双层滑盖板选1/30Z的单面无胶电解铜,此材料柔软且具有延展性;双面滑盖板选1/30Z的双面无胶电解铜,此材料柔软且具有延展性。1/30Z的双面无胶电解铜制作的滑盖板,比1/30Z的单面无胶电解铜制作双层板寿命会好一些。在结构没有问题的情况下,建议尽量将FPC设计成双面滑盖板。成本方面,使用1/30Z的双面无胶电解铜,比使用1/30Z的单面无胶电解铜主材成本增加30%左右,但是使用此材料制作生产良率会提高,测试寿命也可得到提高,可保证此类型的板使用稳定性。

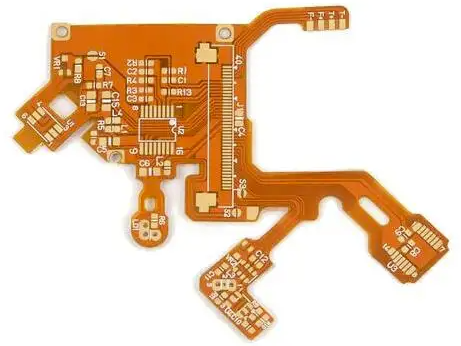
多层板的选材
多层板选1/30Z的无胶电解铜,此材料柔软且具有延展性。在结构没有问题的情况下,制作的翻盖板都能经过测试。
辅材的选材
胶纸选材时,普通的板不需要SMT的可采用不耐高温的胶纸(如侧键板类),需要SMT的必须选用耐高温胶纸(如按键板均需SMT)。
导电材料的选材
导电胶纸选材时,普通导电胶适用于导电性要求不高的(如普通的按键板类),导电性能较好的适用于导电性能要求较高且一定要使用胶纸类的(如特殊的按键板等),但此胶纸一般情况不建议使用,因为价格太高。
导电布的导电性能可以,但粘性不是很理想,一般适用于按键板类。
导电纯胶是高强度导电性能物质,一般用于贴钢片,但不建议用此导电纯胶,因为价格太高。
FPC设计注意要点
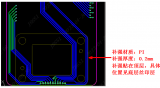
金面补强、银浆导电材料
金面补强采用纯胶贴合,补强及纯胶均钻孔,然后从孔内滴银浆使板与补强完好接地,此方法阻值接近0欧姆。目前为较理想的制作方法,使用范围主要是带连接器的多层板(要求接地的)及其它要求接地且带连接器的各类板。
补强的选材
PI补强适用于带有拔插手指的插头板。此类板必须使用PI补强,其他类型的板及除插头位的其他位置建议不要采用PI补强,此材料强度不够且价格也较高。
FR-4补强适用于按键、侧键类等大部分板,但此补强要用纯胶压合才能起到较好的补强作用。
钢片补强适用于带连接器的多层板及单双面板。此补强硬度比较高,生产出来的板比较平整,SMT也比较好操作。建议带连接器的各类板均可使用钢片补强(除需接地的采用金面补强)。

过孔的设计
过孔一定不能设计在弯折区内,不然过不了测试。
电磁膜接地孔的设计
电磁膜的接地孔一定不能设计在弯折区及滑动区域,不然会严重影响FPC的弯折及滑动寿命。
文字的设计
文字不能设计在弯折区及滑动区域,不然会严重影响FPC的弯折及滑动寿命。
翻盖、滑盖板的纯胶开窗
纯胶开窗要尽量靠近弯折区及滑动区的两端,以此来保证此产品的寿命。
FPC线路设计
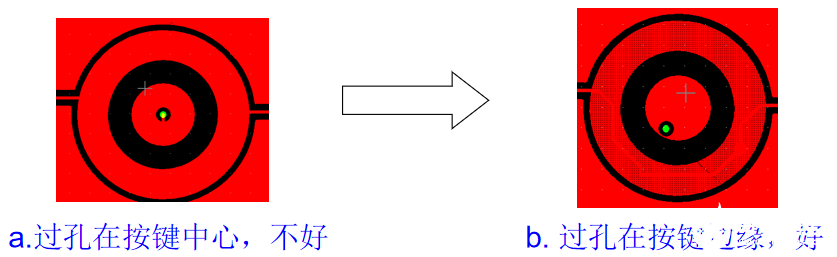
按键过孔设计
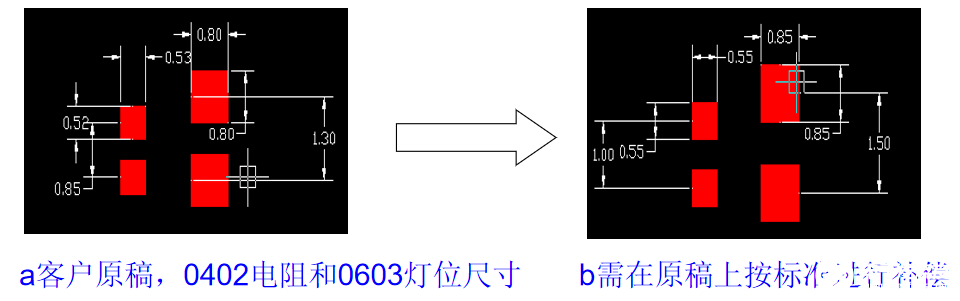
按键中心的过孔要移至边缘,不能在按键的中心,避免按键在使用中接触不良。按键分圆形按键和椭圆形按键两种,DOME片大小有3、4、5和3×3、3×4、4×5几种,FPC的键盘单边比dome片大0.3mm,FPC上的按键至少为3.6、4.6、5.6和3.6×3.6、3.6×4.6、4.6×5.6,若大小不够,要做相应补偿。
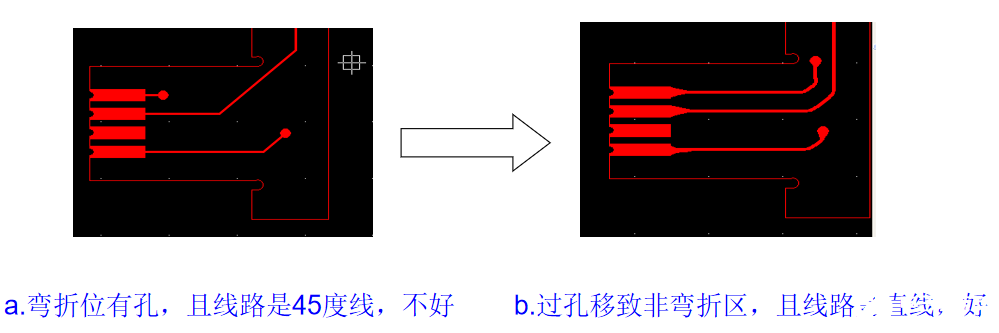
过孔设计放置
弯折区域的过孔要移到非弯折区域,以免弯折过程中孔破;弯折区域的线路以直线最佳,并把线路尽量加粗。
主键标准补偿
按键连线设计
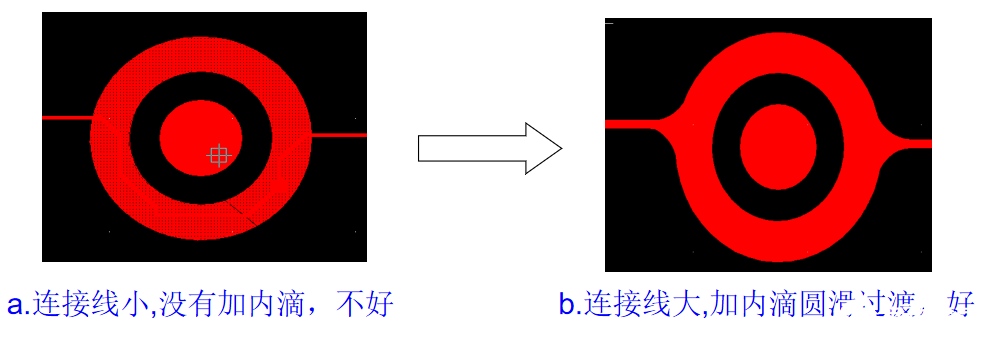
按键的连接线线宽最小0.2mm,在与按键的交接处要加圆滑内滴过渡,所以焊盘都要加内滴。
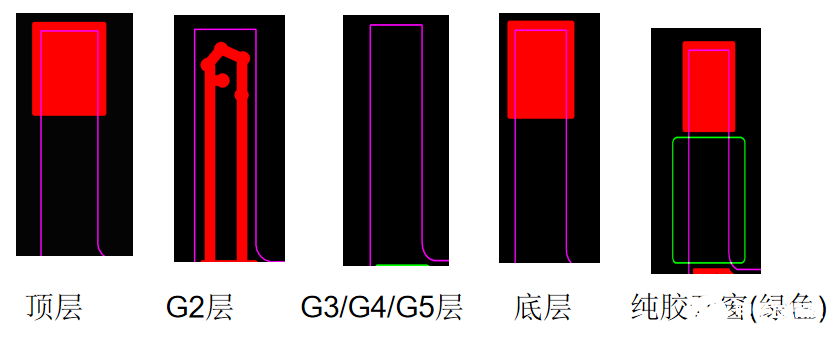
键听筒、麦克风焊盘设计
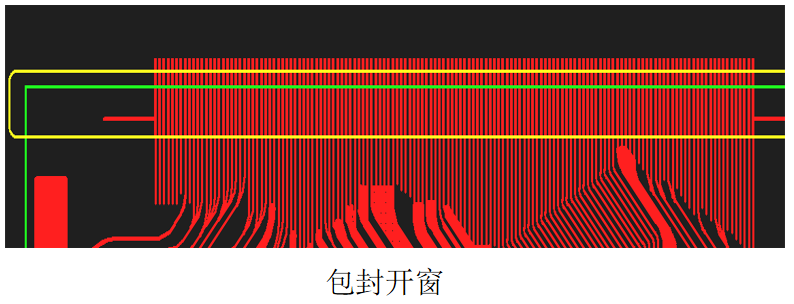
键听筒、麦克风焊盘由于一般是手工焊接,所以如果操作不当,焊盘容易脱落,所以焊盘一定要加大,让包封压住(如下图绿色为包封开窗)。
连接器拉长设计
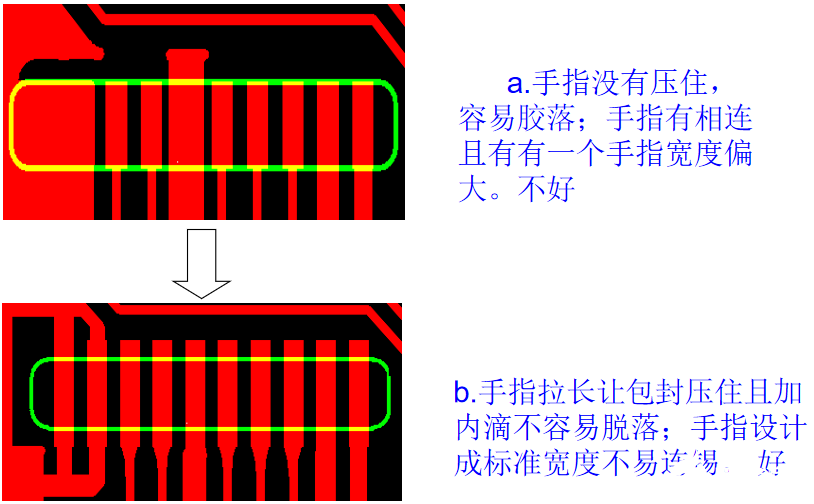
主键的连接器在允许的条件下,单边拉长0.2mm,让包封压住,且相连手指尽量修改成包封开窗外连接,接地手指做成和标准手指一样大,以免连锡,影响SMT质量。
侧按键内缩设计
侧按键的按键有到板边的,要内缩0.15mm以上,防止按键铜皮翻边。
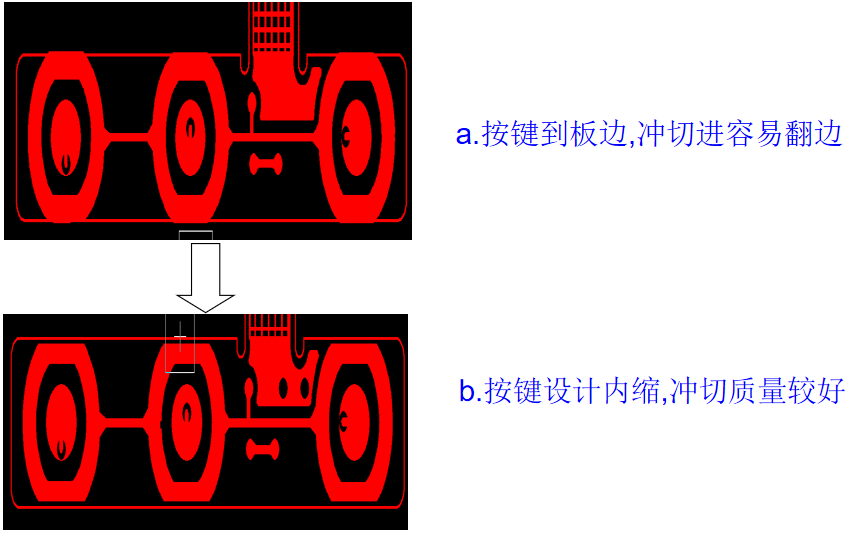
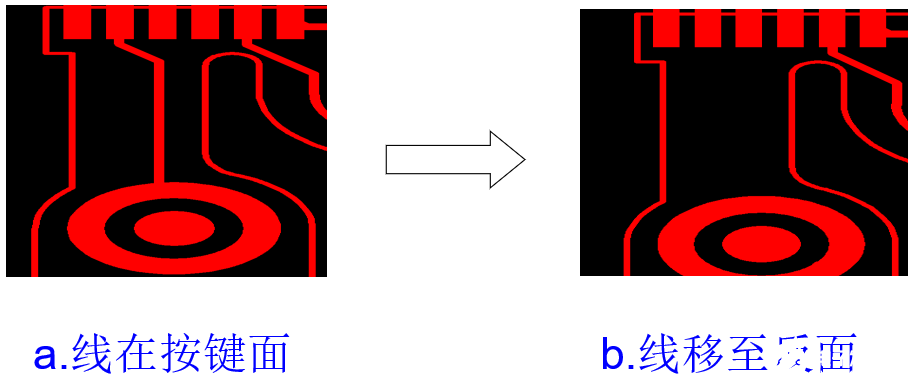
侧按键走线设计
侧按键按键面有线到按键的,最好移到反面。
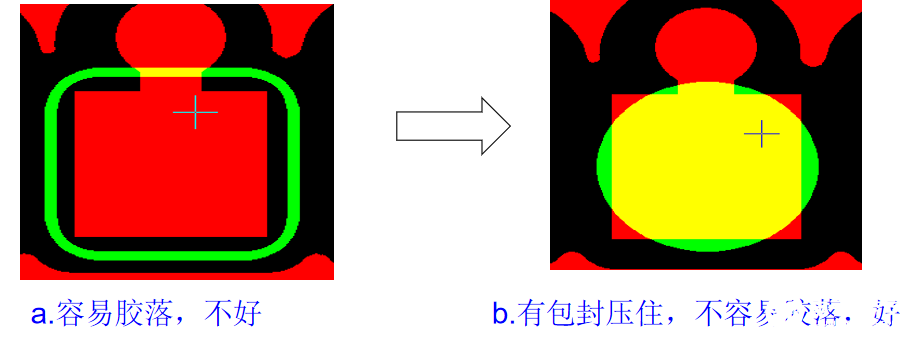
包封开窗设计要求
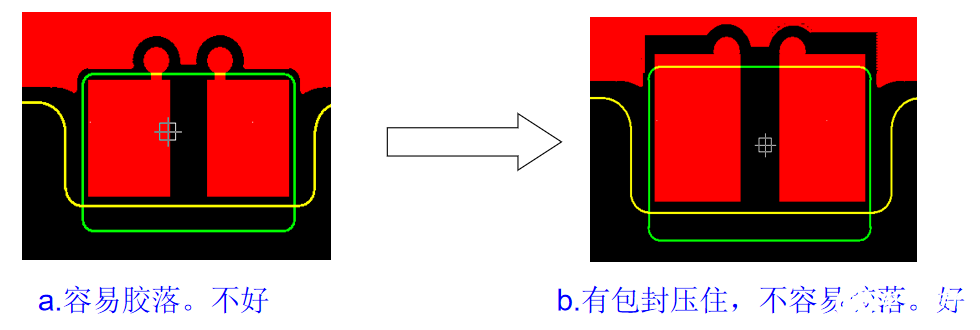
包封开窗比焊盘最小大0.1mm,在可以修改的条件下,尽量加大,以免对位困难。主键上的灯/电容/电阻开窗让包封压住焊盘,以免焊盘脱落(如下图绿色为包封开窗)。
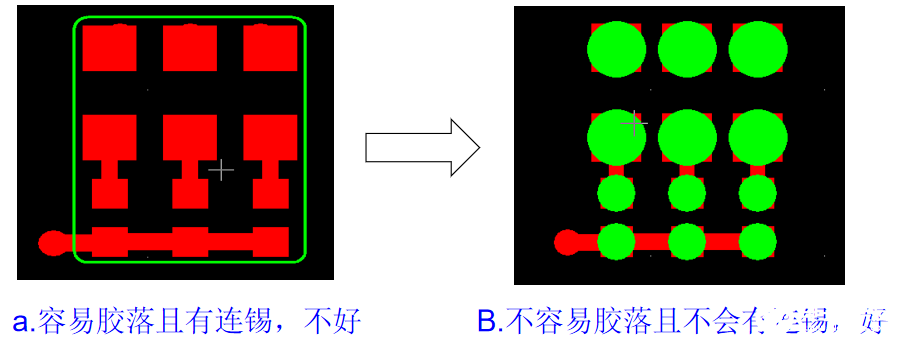
焊盘与焊盘开窗设计
焊盘与焊盘有线的,尽量不要开通窗(特殊情况除外),以免造成连锡,影响SMT质量(如下图绿色为包封开窗)。
弯折性设计
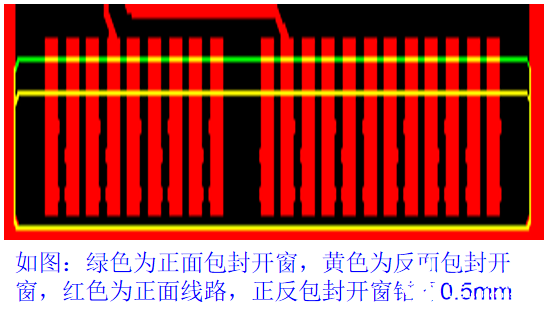
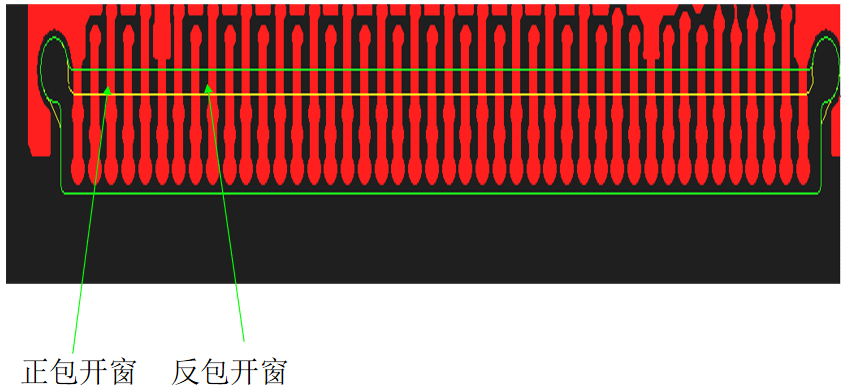
按键板弯折次数不多,主要是装配性弯折,但如果弯区部分设计不当,也会影响安装和使用,下面几点是设计过程中需要考虑的:正反面手指开窗不要设计在同一直线上,避免造成应力集中,正反面手指开窗需错开0.5mm(焊到主板上的一侧短,上锡的一侧长),手指前端设计成锯齿状,并要加漏锡孔,漏锡孔尽要错开。
弯折区域设计
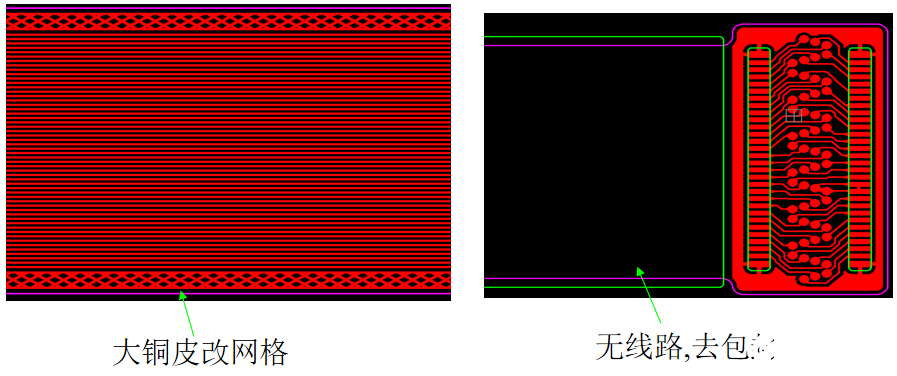
弯折区域要做得柔软,大铜皮做成网状或去铜处理和去包封处理。
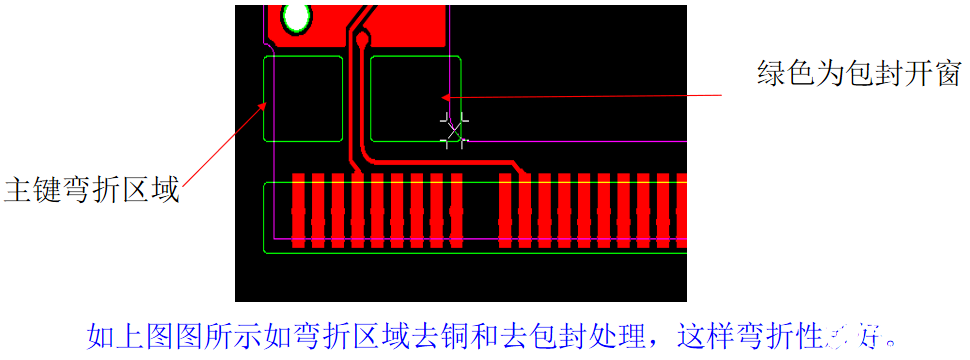
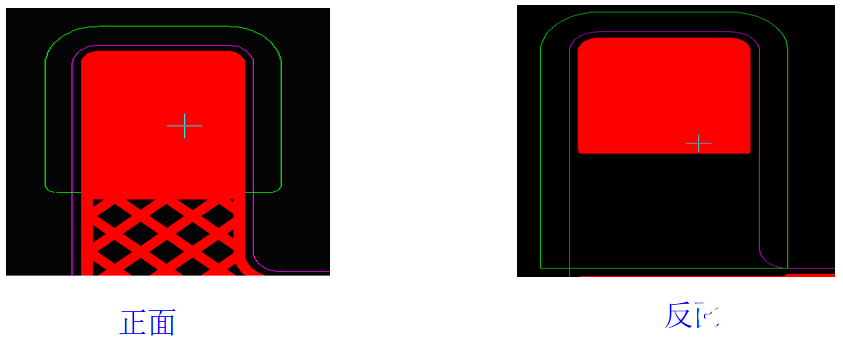
主键接地设计
主键的接地位置要做得柔软,正面做成网格,反面弯折区域去铜,并去掉包封,但在接地处要加过孔(如下图绿色为包封开窗)。
滑盖板的设计要求
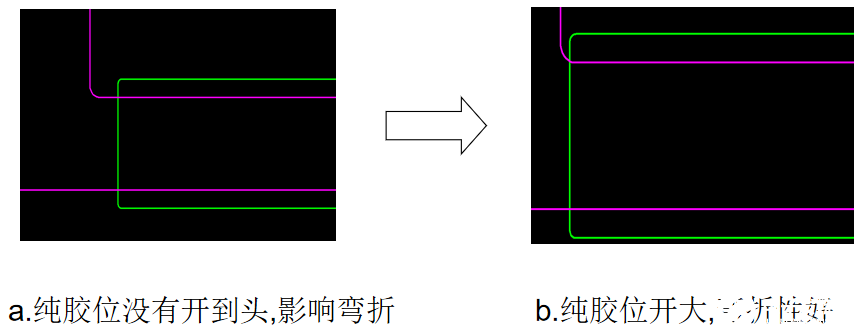
线路设计及修改
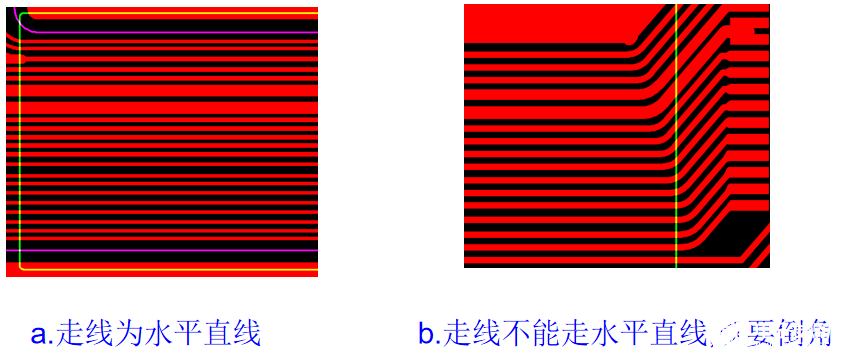
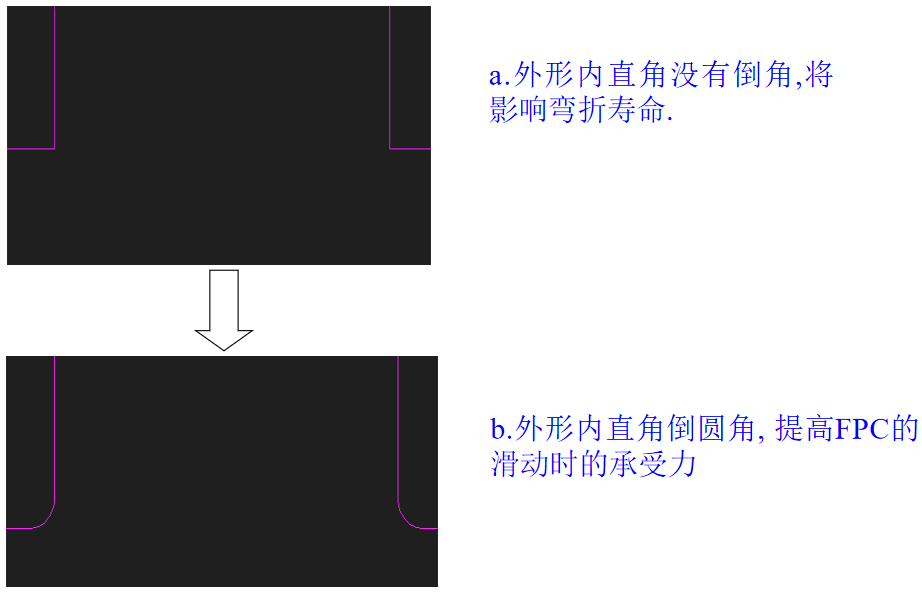
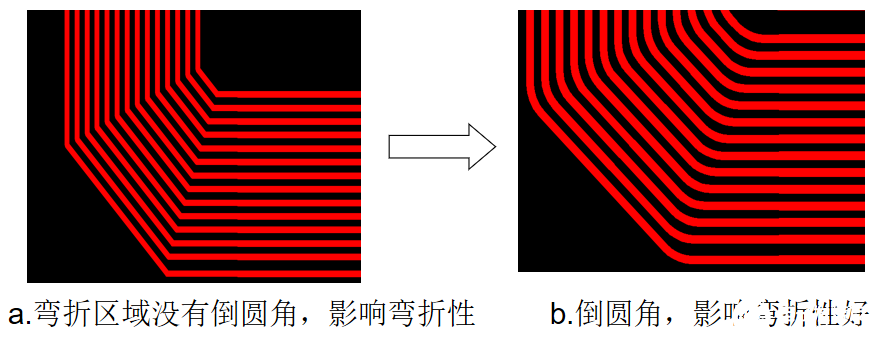
外形内直角都要做倒角处理,提高FPC的滑动时的承受力,滑动区域的线路尽量走直线(如a图),不能走水平直线就要倒圆角(如b图),若线路能补偿就补偿(如下图绿色为纯胶开窗)。
滑动区域设计
滑盖板过孔不能在滑动区域,否则会影响弯折性,过孔离弯折区较近时要移开。
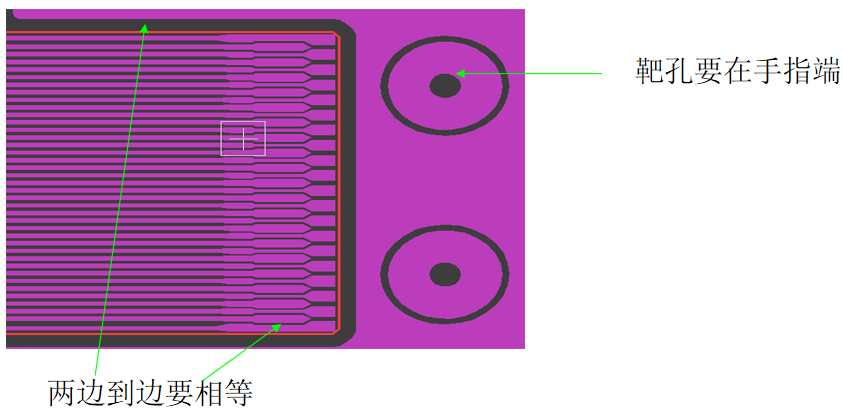
插头板设计
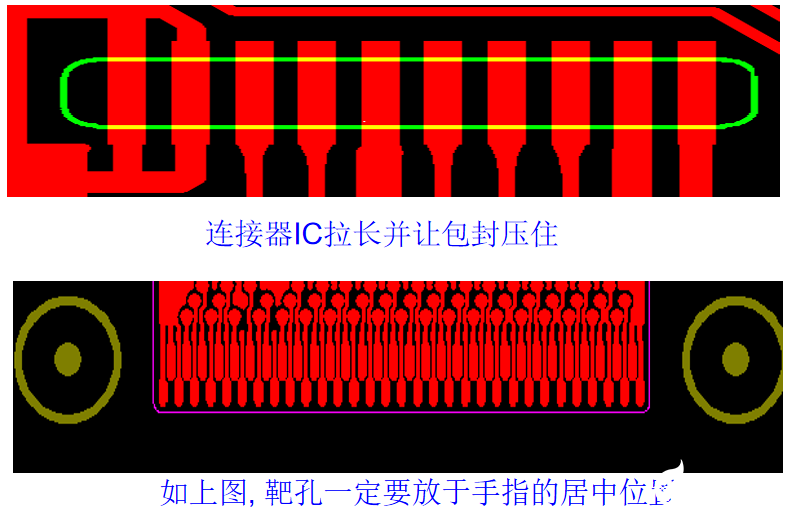
对于有插头的板,打靶孔一定要放在手指的一面,有连接器的IC位要尽量拉长,并让包封压住,插头处管位一定要放于手指的居中位置。
滑盖区域接地
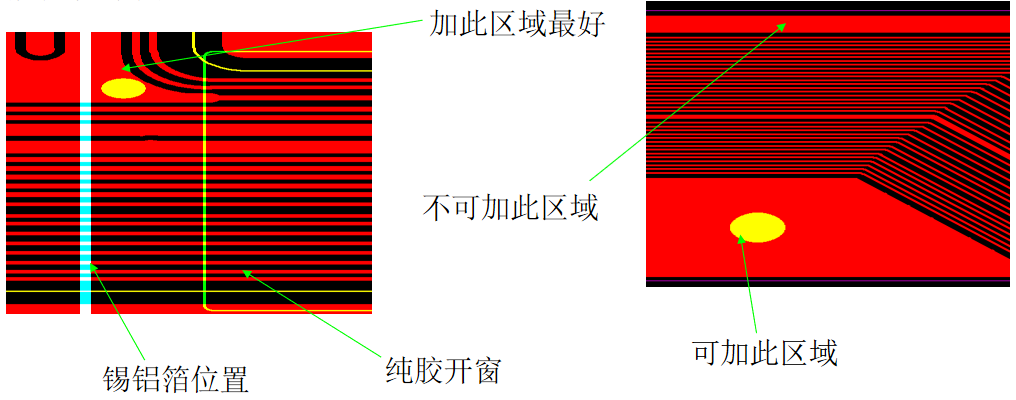
滑盖板一般都有屏蔽设计要求,可采用锡铝箔和银浆屏蔽(有些采用单独的屏蔽板,一般在翻盖机上用),银浆在弯折次数较高时,容易发生脱落,因而在弯折次数要求较高时,建议采用锡铝箔屏蔽,锡铝箔必须接地,这样才能起到屏蔽效果,锡铝箔的接地位置尽可能做在两端非滑动区域,如果只能在滑动区域接地,接地位尽可能不要做在外侧,锡铝箔两端的位置要超过纯胶位。
闪镀工艺要求
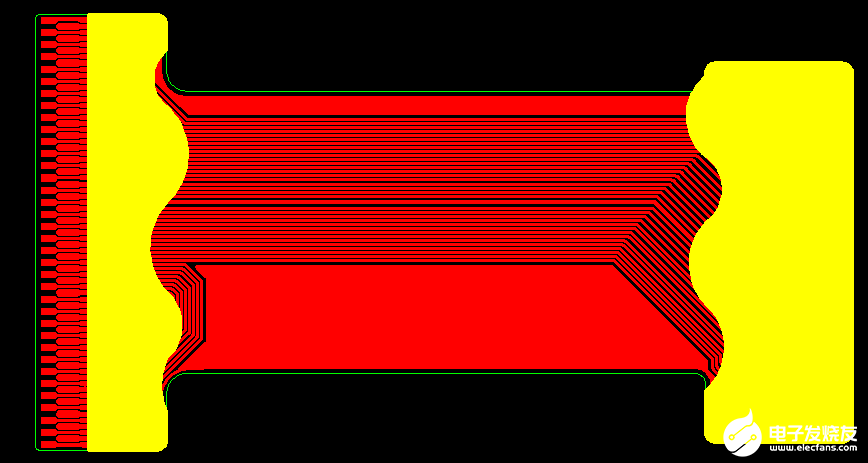
为了保证滑动区域的柔软性,避免镀铜加厚铜箔而影响弯折寿命,除了弯折区域不镀铜外,其它区域都镀铜,但要比纯胶开窗大,接合处不能做在分层区域,且做波浪形,防止应力集中(如下图黄色为二次镀铜区域)。
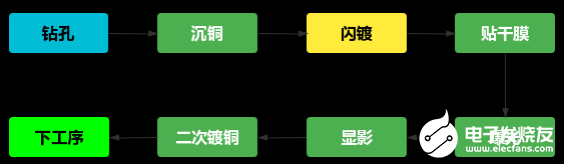
闪镀流程
闪镀要求3分钟,二次镀铜要注明面积。
弯折区域设计
弯折区域的大铜皮尽量做网格处理,若反面没有线路,要去包封处理。
线路修改及注意事项
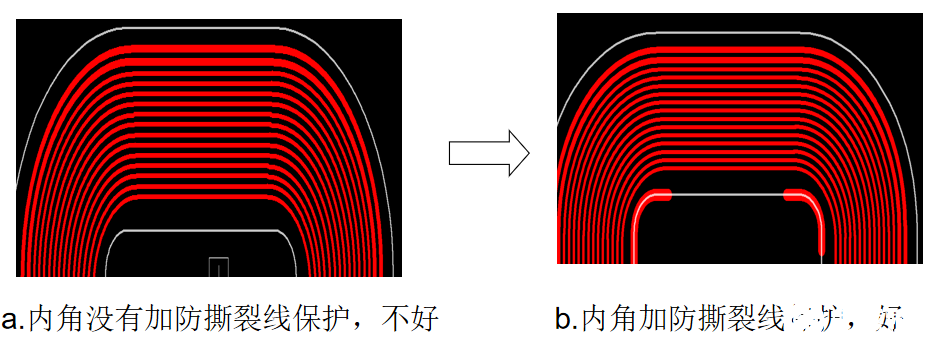
外形内直角都要做倒角处理,弯折区的区域做倒圆角处理,弯折区域的线路尽量以直线和圆弧走线,在条件许可时,要加防撕裂线,弯折区域不能有过孔。
增加防撕裂线
外形弯角区域需增加增加防撕裂线,防撕裂保护。
纯胶开窗设计
纯胶开窗尽量开大,有接地角的位置一般都有安装性弯区要求,要做软。对于多层板的,接地角还要考虑到接地铜厚,太厚不好焊接。
接地角柔软性设计
下图是一个六层板的接地角修改示意图,接地角纯胶区尽量开大,接地角铜皮只留三层(顶底层和一层内层,其它层去铜),接地线走在内层并加过孔,顶底的包封去掉,这样就能最大程度保证接地角的柔软性和接地处铜厚。
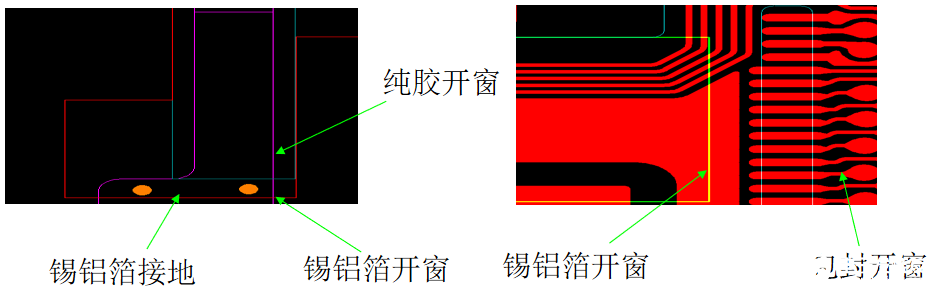
连接器IC拉长设计
连接器IC尽量往两边拉长,包封能压住最好,包封在许可的范围往外加宽,以便于SMT焊接,并在对角加0.3mm的MARK点,具体做法参照按键板连接器做法。纯胶钻孔要把贴软板上(贴纯胶时软板上有的孔)的孔全部钻出,防止纯胶溢胶,影响线路制作。锡铝箔一定要做接地处理,接地位置尽量在非弯折区域,且锡铝箔要盖住无胶区,锡铝箔离焊接IC包封开窗位必须大于0.8mm以上,防止焊接短路。
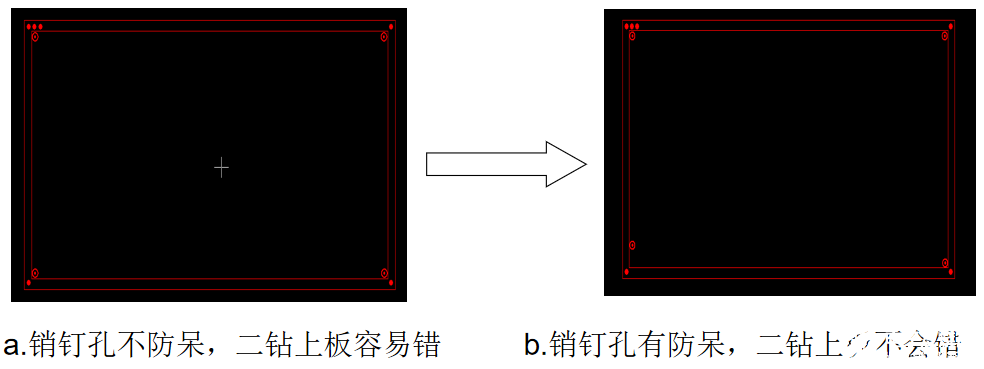
翻盖板二钻资料防呆设计
多层翻盖板二钻资料销钉孔一定要做防呆处理,且要和外形定位孔分刀。
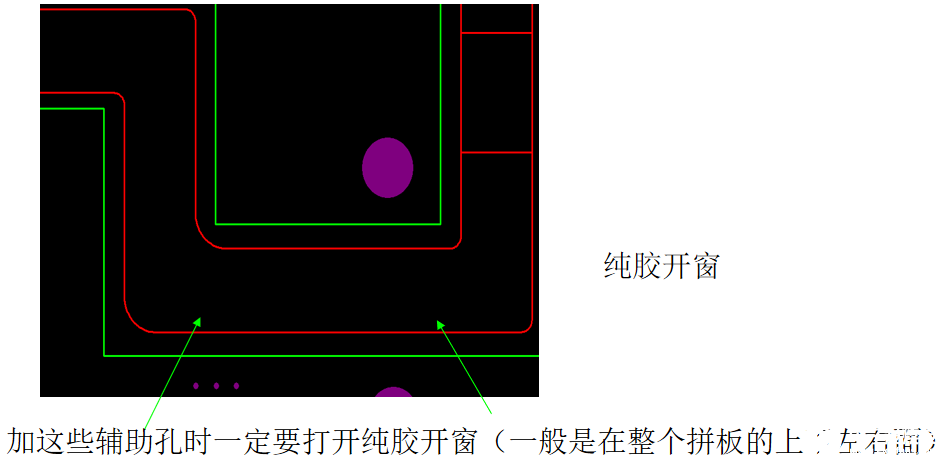
纯胶开窗设计
多层翻盖板纯胶开窗离过孔最小0.8mm,所有钻孔都不能钻到无胶区内,在CAM里加对位孔和辅助孔一定要打开纯胶开窗。
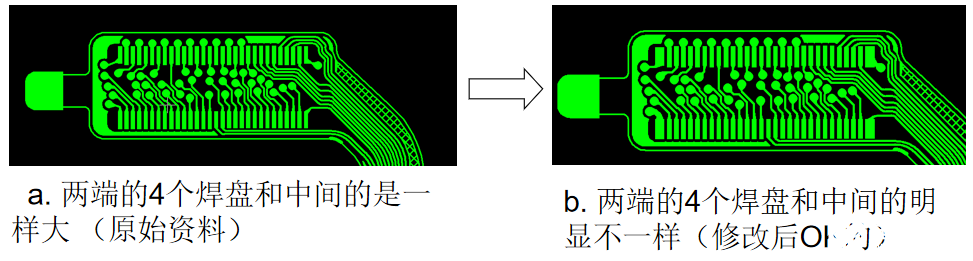
连接器两端焊盘设计
对于有分层的板都要做一次测试,包封/胶纸/补强盖住外形管位孔的都要做让位处理,让位孔最小3.0(外形定位孔2.5)。多层翻盖板内层线路离外形尽量做大,一般做到0.25mm以上,外层一般做0.25mm以上(最小0.0.2mm),防止冲到线路。连接器IC两端的四个焊盘须加大,加大到中间焊盘的1-2倍(在空间允许的基础上),这样设计可以防止连接器在装配使用时脱落。
液晶板设计要求
线路增强可焊性设计
压焊手指端正反面开窗错开0.5mm,而且正反包封要压住手指,防止手指断裂且要增加漏锡孔和半孔,增强可焊性。
细手指拉长设计
细手指端独立手指要拉长让包封压住0.3mm以上,外端伸出外形0.5mm,提高手指在板上的附着力,防止在模冲时翻边。
中间手指包封设计
液晶板中间的手指位要让包封压住0.3mm以上。
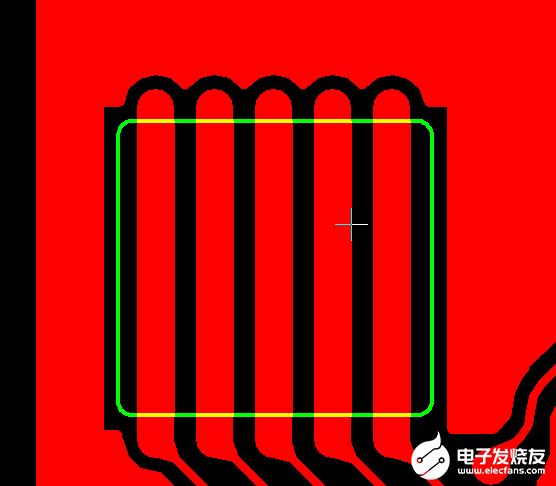
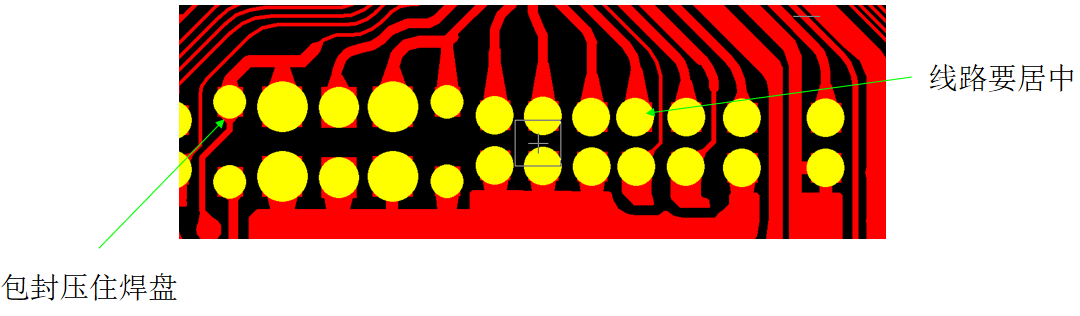
焊盘中间走线设计
线路上的焊盘开窗一般钻孔,并要压住焊盘四角,焊盘中间的走线要居中(离包封开窗距离均等),焊盘的大小要符合标标准要求,不符要求的要补偿。
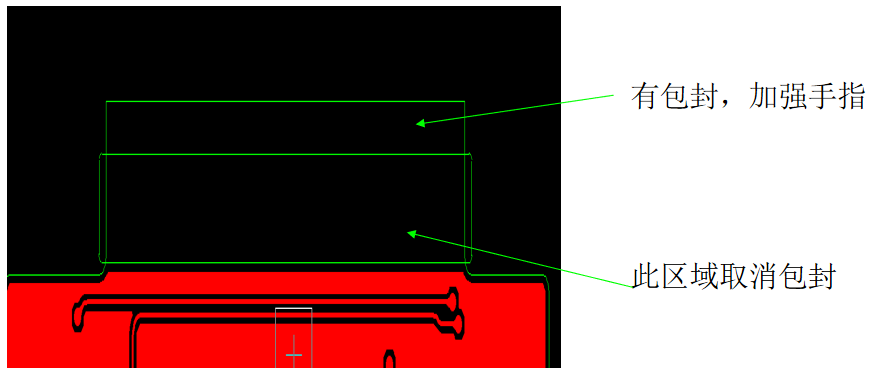
细手指反面设计
细手指反面弯折区域要去包封,细手指反面要留包封,加强手指端。
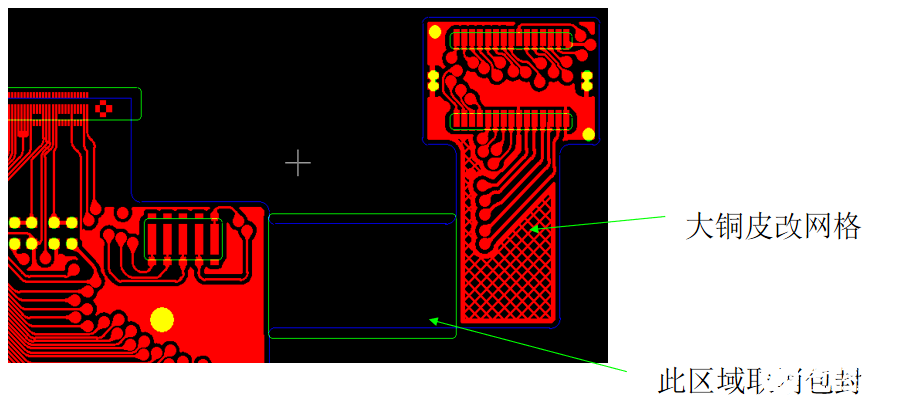
弯折区铜皮改网格设计
弯折区域的大铜皮改网格处理,弯折区域包封无线种的地方把包封去掉。
板内加MARK点设计
为方便SMT,液晶板要求在板内加MARK点,大小1.0mm(包封开窗1.5mm)位置放于元件位的两端,位置如下图大小1.0mm 。

插头外形设计
有插头的要注意插头左右距外形要均等,不一相等的要调整,并要采用打靶,靶环一定要做在插头的一面。
模具要求
模具细手指和插头一定要注明位置及面向,有插头的要注明重要尺寸,外形模具都要求开跳步模(先冲细手指,资料要加跳步孔),对于有补强的位置要注明位置及面向。液晶板量产都要求连片出货,连接点要求加在合适的位置,补强位尽量不加,手指位/插头位/弯折位/离线或焊盘较近的位置都不能加。
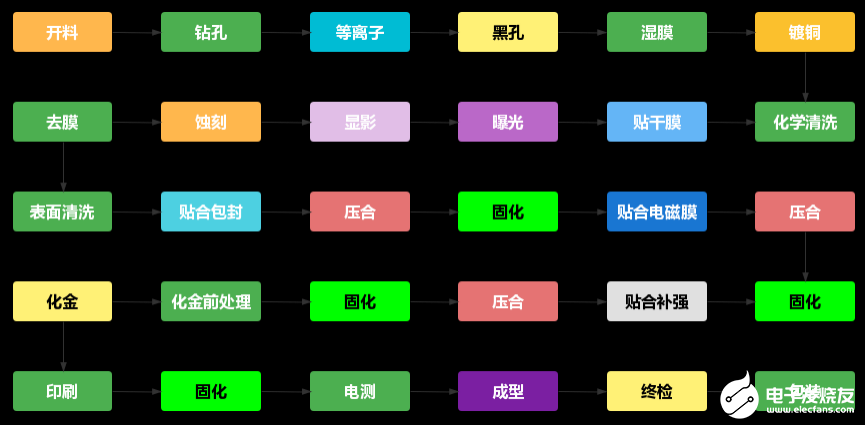
FPC生产流程图
动态FPC常规流程分析如下图,生产流程各家工厂做法基本一致,但为提升动态FPC性能上,各公司主要通过如上流程中黑孔取代化铜+薄铜,等离子取代化学除胶,做出精密的细线路;以及在选材与设备的性能及工艺上突破。
推荐使用华秋DFM软件一键下FPC订单,交期快且价格清晰透明,新用户还有大额优惠券领取,有更多工艺可以满足大家多元化的需求。
华秋DFM软件是国内首款免费PCB可制造性和装配分析软件,拥有500万+元件库,可轻松高效完成装配分析。其PCB裸板的分析功能,开发了29大项,100+细项检查规则,PCBA组装的分析功能,开发了14大项,800+细项检查规则。
基本可涵盖所有可能发生的制造性问题,能帮助设计工程师在生产前检查出可制造性问题,且能够满足工程师需要的多种场景,将产品研制的迭代次数降到最低,减少成本。

https://dfm.elecfans.com/dl/software/hqdfm.zip?from=DFMGZH
-
FPC
+关注
关注
70文章
960浏览量
63430 -
软板
+关注
关注
1文章
46浏览量
13023 -
柔性电路板
+关注
关注
12文章
110浏览量
29476
发布评论请先 登录
相关推荐
一文通晓FPC软板,从基础到工艺的深度解读

一文通晓FPC软板,从基础到工艺的深度解读
软板(FPC)相关术语解释
FPC软板设计前需要准备什么
浅分析PCB硬板和FPC软板的差异
FPC软板表面处理工艺及微针模组的性能测试方案
弹片微针模组在FPC软板的工艺性能测试中的应用
FPC软板设计和FR-4有什么不一样?





 工商网监
工商网监
评论