 AOI字符识别机器视觉系统方案
AOI字符识别机器视觉系统方案
1.1 系统功能
·可以自动搜索定位视野中的字符位置
·可以自动识别出其中的字符值
·可以自动校验字符是否正确并且标记出不正确的字符位置
·可以进行在线检测。
·系统稳定、高效,成本低。
应用现状
根据被测产品(字符)测量要求,需要对其字符进行检查并判断,属于字符识别(OCR、OCV)检测范畴。传统上的这些参数测量主要依靠员工利用眼睛等进行人工检查,且必须离线后单个测量,检查正确与否易受人为因素影响,而且检查速度不高,影响工作效率。由机器视觉构架的在线检测系统,只要选择合适的硬件,可以对产品进行高速测量及判定,甚至可以同时测量多个产品,进一步提高了检测效率,保证了产品的质量。
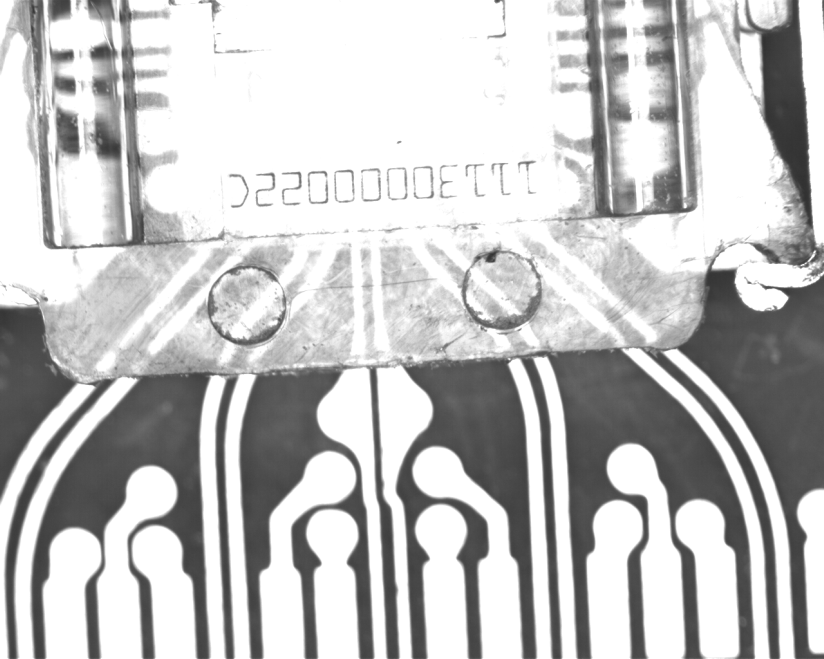
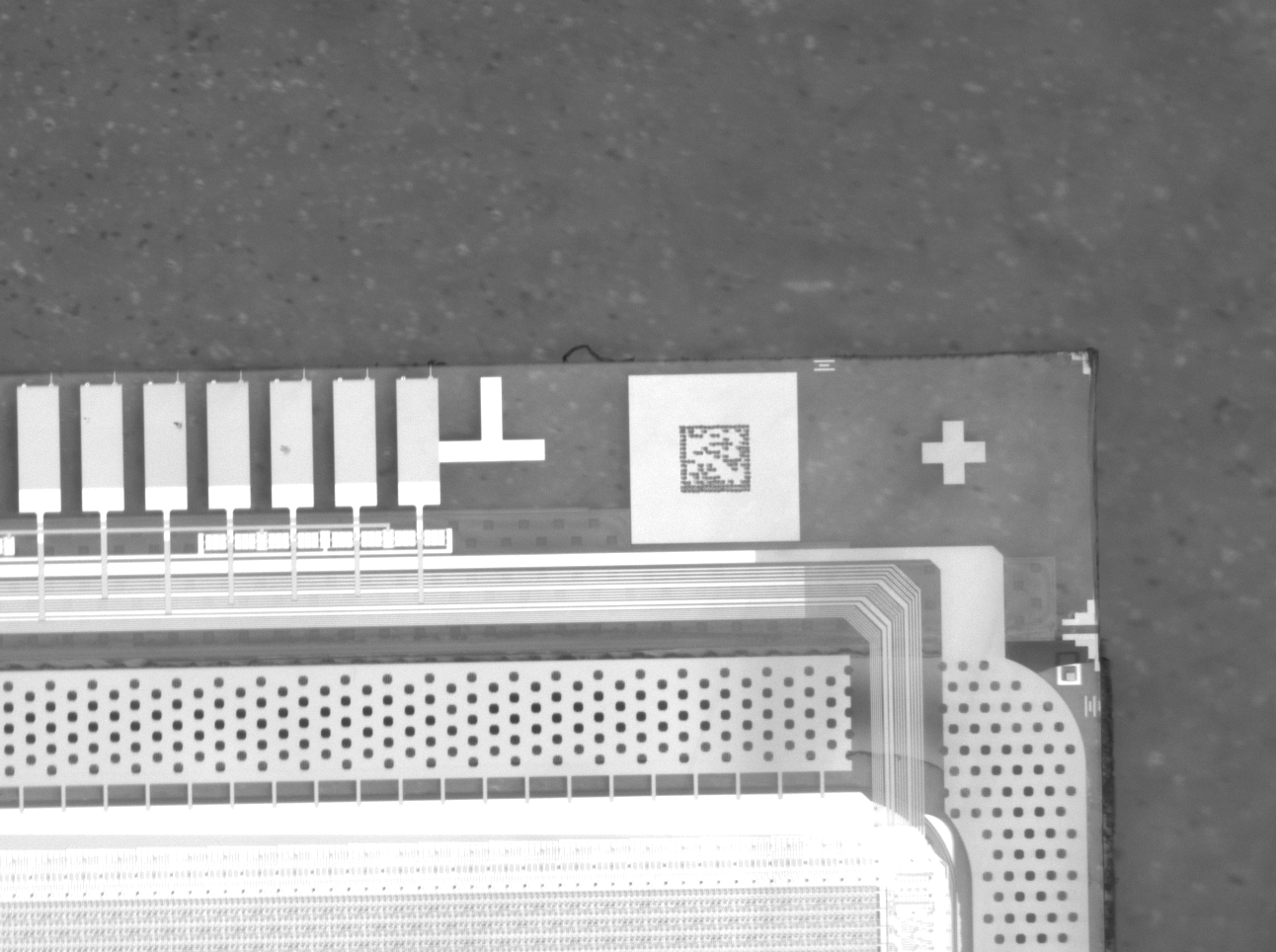
图1-1被测目标的特征
如图1-1所示:本文提出的康耐德aoi字符识别系统方案,根据相应的机器视觉检测原理,将选用康耐德机器视觉专用同轴光源,将字符背景照射成明亮的白色,而字符为黑色,增强字符的对比度,提高检查准度与容易度,减少误判。
一、 字符识别软硬件方案
2.2 硬件配置
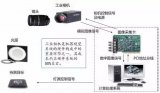
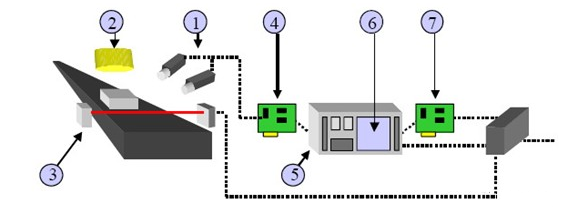
硬件是字符识别系统实现的基础,通用的机器视觉系统主要由:工业相机+图像采集卡+工业镜头+机器视觉光源及控制器+工业计算机等组成。本方案在满足系统要求的前提下,本着物美价廉的原则,精选优质稳定的机器视觉光源及配套的电源控制器,高分辨率高速的工业相机,低畸变工业镜头,从而搭建一个高性价比的机器视觉测量系统。
2.2.1 工业相机的确定
根据检查内容,字符检查需要识别字符,而字符识别时,通常需要有一定的分辨率才行,如果分辨率太低,有可能无法识别到字符,或误判。因此根据实际情况,我们选择130万像素的黑白CMOS工业相机。这样可以保证有足够的分辨率可以分离相邻的字符。
2.2.2工业镜头的确定
根据所选相机的传感器尺寸大小(1/1.8’)、拍摄的视野大小(8*6mm)及镜头的工作距离,选择50mm定焦镜头,可以满足拍摄要求。
2.2.3机器视觉光源与控制器的确定
结合现有字符样品,我们已经进行了多次拍摄及测量实验,并考虑系统需求,突现特征,从而获得更高的对比度,选用发光颜色为蓝色的CSR机器视觉专用同轴光源。要使光源有更长的使用寿命,为了得到更均匀的发光效果,特别选择CSR机器视觉专用光源控制器(电源),以得到好的照明并且延长光源寿命。
2.3 软件系统
优秀的机器视觉图像处理软件应该具有以下几个特点:
图像处理算法多、机器视觉功能全
定量测量的精度高,可重复性强
软件界面友好,可操作性强,处理结果可视化
本方案的康耐德aoi字符识别系统,作为字符检测系统的软件模块,其准确的定位、优秀的算法可以适用于字符识别系统,且测量时所见即所得,如下面的组图所示。
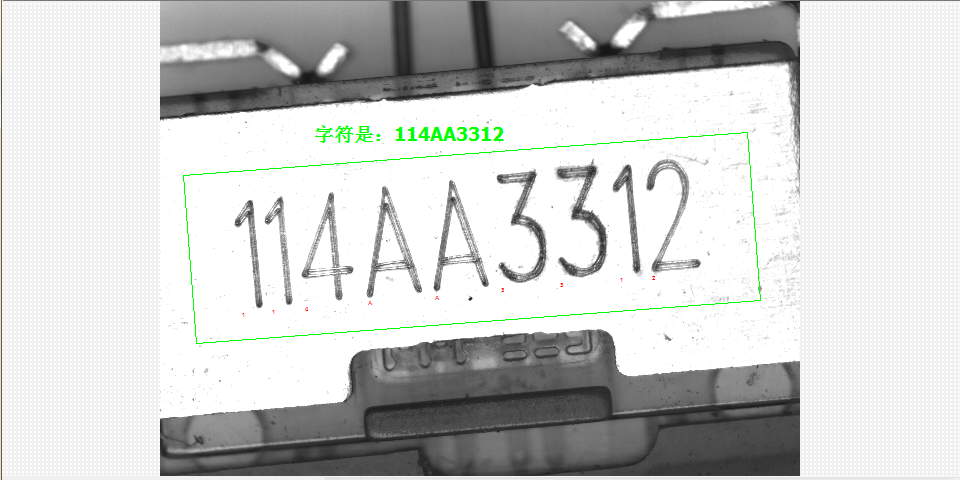
原始图像未处理,可以轻松识别
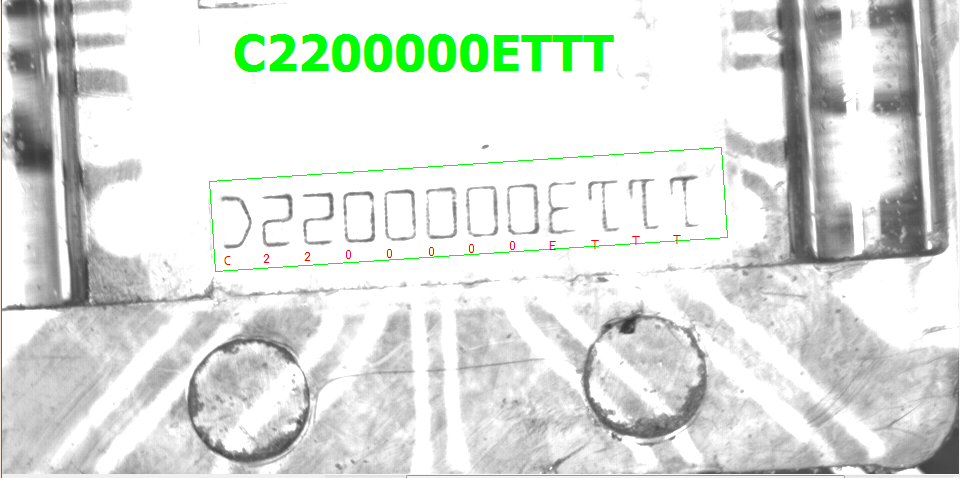
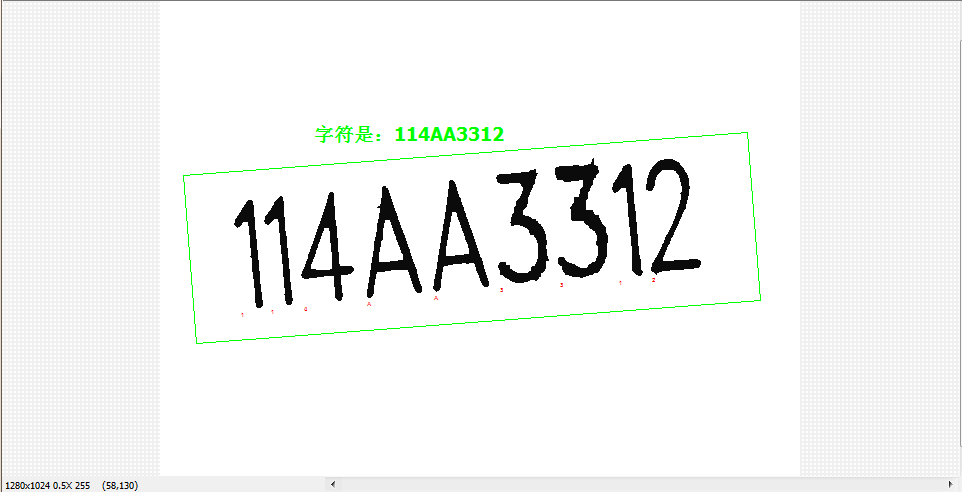
图像经过处理后,对比度更明显,识别更容易
由上面的图所示,图像未作处理时,可以识别出所有的字符,而处理过后,可以得到对比度更高的图像,更易于字符识别。
二、 总结
综上所述,整个方案在满足视觉能胜任的检测要求的同时,亦考虑到实际成本,康耐德智能站在客户的立场考虑项目,实行可定制化的软硬件服务,为客户提供良好的售前售后服务。因此,本方案实为上上之选。
审核编辑 黄宇
-
机器视觉
+关注
关注
162文章
4405浏览量
120637 -
字符识别
+关注
关注
0文章
17浏览量
8680 -
AOI
+关注
关注
6文章
146浏览量
24447 -
工业镜头
+关注
关注
0文章
91浏览量
4057
发布评论请先 登录
相关推荐

光学字符识别是什么的一种技术
机器视觉系统用途与实现及市场趋势
什么是机器视觉opencv?它有哪些优势?
机器视觉系统如何选择图像传感器
机器视觉系统与运动控制系统的区别
机器视觉系统的工作原理和应用领域
机器视觉系统五个模块介绍

机器视觉系统的组成部分

机器视觉如何检测橡胶圈外观尺寸检测?
机器视觉系统和人工智能有什么区别





 工商网监
工商网监
评论