 激光切割如何调整焦点位置
激光切割如何调整焦点位置

激光切割是一种高精度的加工技术,广泛应用于金属、非金属等多种材料的加工。在激光切割过程中,焦点位置的调整对于切割质量具有重要影响。本文将详细介绍激光切割焦点位置的调整方法,包括基本原理、调整步骤、注意事项等。
一、激光切割焦点位置的基本原理
- 激光切割原理
激光切割是利用高功率密度的激光束照射在材料表面,使材料迅速熔化、汽化或燃烧,从而实现材料的切割。激光切割具有切割速度快、精度高、热影响区域小等优点。
- 焦点位置与切割质量的关系
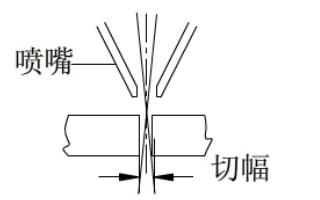
焦点位置是指激光束在材料表面的聚焦点。焦点位置的高低直接影响到激光束的光斑大小、功率密度和切割深度。当焦点位置过高时,激光束的光斑变大,功率密度降低,切割速度减慢,且切割面粗糙;当焦点位置过低时,激光束的光斑变小,功率密度过高,容易产生过烧现象,影响切割质量。
- 焦点位置的调整原则
在激光切割过程中,应根据材料的厚度、材质、切割速度等因素,合理调整焦点位置,以获得最佳的切割效果。一般来说,材料越厚,焦点位置应越低;材料越薄,焦点位置应越高。
二、激光切割焦点位置的调整步骤
- 准备工作
在进行焦点位置调整前,需要做好以下准备工作:
(1)检查激光切割机的各项参数是否正常,包括激光功率、切割速度、辅助气体等。
(2)选择合适的切割头和透镜,以适应不同的材料和厚度。
(3)确保材料表面平整、无油污、无锈蚀,以保证激光束的聚焦效果。
- 初始焦点位置的确定
在进行焦点位置调整前,需要先确定一个初始焦点位置。一般来说,初始焦点位置可以通过以下方法确定:
(1)根据材料的厚度和材质,参考激光切割机的使用说明书或经验数据,选择一个合适的初始焦点位置。
(2)使用激光切割机的自动对焦功能,通过机器自动调整,获得一个初始焦点位置。
- 焦点位置的微调
在确定了初始焦点位置后,需要进行微调,以获得最佳的切割效果。微调的方法如下:
(1)观察切割效果:通过观察切割面的质量,判断焦点位置是否合适。如果切割面粗糙、不平整,说明焦点位置过高;如果切割面有熔渣、过烧现象,说明焦点位置过低。
(2)调整焦点位置:根据观察结果,逐步调整焦点位置。每次调整的幅度不宜过大,一般以0.1-0.5mm为宜。调整后,需要重新观察切割效果,直至达到最佳状态。
(3)记录调整参数:在调整过程中,需要记录每次调整的参数,包括焦点位置、切割速度、辅助气体等,以便于后续的工艺优化和参数调整。
- 焦点位置的稳定性
在焦点位置调整完成后,需要确保焦点位置的稳定性,避免因机器震动、温度变化等因素导致焦点位置发生偏移。具体措施包括:
(1)确保激光切割机的安装基础牢固,避免因地面不平、机器震动等原因导致焦点位置偏移。
(2)在切割过程中,保持室内温度稳定,避免因温度变化导致透镜的焦距发生变化。
(3)定期检查激光切割机的各项参数,确保其正常运行。
三、激光切割焦点位置调整的注意事项
- 材料特性的影响
不同材料的熔点、热传导率、反射率等特性不同,对焦点位置的调整有一定的影响。在进行焦点位置调整时,需要充分考虑材料的特性,选择合适的焦点位置。
- 切割速度的匹配
焦点位置的调整需要与切割速度相匹配。如果切割速度过快,即使焦点位置合适,也可能导致切割质量下降。因此,在调整焦点位置时,需要综合考虑切割速度,以达到最佳的切割效果。
- 辅助气体的选择
辅助气体在激光切割过程中起到吹扫熔渣、保护透镜等作用。不同材料和厚度的切割,需要选择合适的辅助气体,以保证焦点位置的准确性和切割质量。
- 操作者的经验
激光切割焦点位置的调整需要操作者具有一定的经验。在实际操作过程中,操作者需要根据切割效果,不断调整焦点位置,直至达到最佳状态。
- 设备的维护
激光切割机的维护对焦点位置的调整也有一定的影响。定期对激光切割机进行维护和校准,可以保证设备的稳定性和切割质量。
总之,激光切割焦点位置的调整是一个复杂的过程,需要操作者根据材料特性、设备性能等因素,进行综合考虑和调整。通过不断优化和实践,可以获得最佳的切割效果,提高生产效率和产品质量。
-
激光束
+关注
关注
0文章
79浏览量
10661 -
非金属
+关注
关注
0文章
13浏览量
5873 -
焦点
+关注
关注
0文章
6浏览量
4617 -
激光切割机
+关注
关注
0文章
177浏览量
4813
发布评论请先 登录
HarmonyOS NEXT应用元服务开发控件位置调整场景与重新设置新焦点位置的场景
电阻器的激光切割
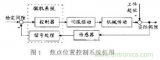
激光切割加工之激光焦点位置检测与控制技术分析
使用光纤激光切割机遇到的问题及解决办法
如何用激光切割机切割高质量产品?焦点很重要

一招教你如何解决管材激光切割机割不透毛边问题



评论