 如何解决真空回流焊炉、氮气真空炉焊接过程中的锡珠问题
如何解决真空回流焊炉、氮气真空炉焊接过程中的锡珠问题
锡珠是SMT生产的主要缺陷之一,直径约为0.2~0.4mm,主要出现在贴片元件侧面或者IC引脚之间,不仅影响PCB产品外观,而且在使用中可能造成短路现象,严重影响电子产品的质量和寿命,甚至可能造成人身伤害。这次,我们就来探讨下,如何解决真空回流焊炉/氮气真空炉焊接过程中产生锡珠的问题。首先,根据我们的测试与客户的反馈,利用我司的结合了正负压焊接工艺的真空回流焊炉/氮气真空炉在试焊样件及客户生产的过程中,未出现类似现象。如下图1,为我们给客户焊接的大面积焊接件,未产生锡珠。
 图1.客户焊件示意图
图1.客户焊件示意图
经我们的分析与模拟,并结合我们前期的经验得出以下结论,产生锡珠是设备本身结构或生产工艺缺陷所致的。当前市面上的真空回流焊/真空共晶炉并不像大家想象的那样一直在真空环境下进行焊接,而是在氮气或其它惰性气体氛围下,在某一阶段时进行真空排除焊接层的气泡,如:ETC、HELLER、BTU、爱莎、PINK、ATV等。因此要解决真空焊接过程中产生锡珠的问题,可参考“解决常规回流焊焊接产生锡珠的方法与建议”,相关方法可在百度上搜到,但高真空焊接(10^-3、10^-4及更高真空的焊接属于高真空)另当别论。以下我们继续进行分步剖析与解答:
一、锡珠允许的标准
在IPC-A-610C标准中,规定最小绝缘间隙为0.13毫米,直径在此之内的锡珠被认为是合格的;而直径大于或等于0.13毫米的锡珠是不合格的,制造商必须采取纠正措施,避免这种现象的发生。为无铅焊接制订的最新版IPCA-610D标准没有对锡珠现象做清楚的规定。有关每平方英寸少于5个锡珠的规定已经被删除。但有关汽车和军用产品的标准则不允许出现任何锡珠,所以PCB线路板在焊接后必须被清洗,或将锡珠手工去除。
二、产生锡珠的原因大致如下
A.锡膏回温不够、锡膏吸潮、锡膏粉未大等一一暂定为锡膏问题;
B.丝印时,锡膏印至阻焊层上了,锡膏塌陷等一一暂定为丝印问题;
C.钢网开孔过大,致使锡膏丝印至阻焊层;
D.板件受潮,盲孔放气等;
E.贴片压力过大,造成锡膏坍塌、挤压至阻焊层等;
F.工艺曲线问题;如预热不够、升温速率太大。
三、问题剖析与建议
前面A-E大家可能都好理解,并且能够快速找到方法得以解决,现主要针对于工艺问题我们来进一步得分析,并得出相应的解决方案。 现我们就以成都共益缘真空设备有限公司的正负压结合焊接工艺进行分析与解决:
1、什么是正负压结合的真空回流焊炉/氮气真空炉焊接工艺
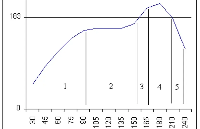
A.工艺曲线,如图2
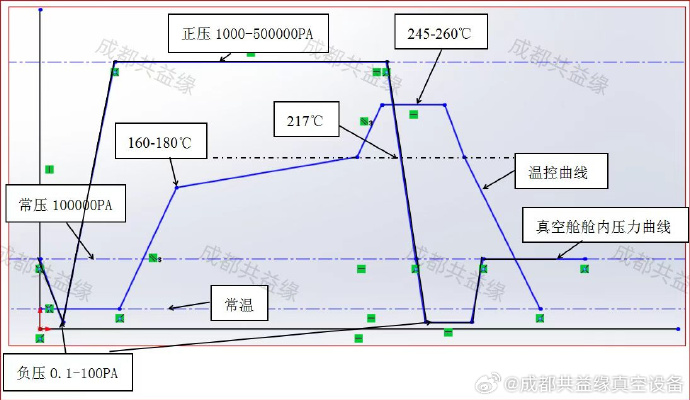 图2.工艺曲线示意图
图2.工艺曲线示意图
B.发明专利证书,如图3
 图3.“一种真空回流焊正负压结合焊接工艺”发明专利
图3.“一种真空回流焊正负压结合焊接工艺”发明专利
C.正负压焊接结合焊接工艺的步骤:
①将贴装完成的板件放置在真空回流焊炉/氮气真空炉的加热平台上(台式、立式、立式多层),或放置传输导轨上(通道式),关闭真空舱门(通道式传入到预置真空舱,通道式的这里就先不进行详细描述,若有需要或有兴趣的朋友,咱们单独讨论);
②抽真空,将真空舱内的空舱排除;
③充氮气或其它保护惰性气体/还原性气体(若要求较高的,可以重复②③步骤),至舱内压力达到2.5个大气压或及以上(可燃烧还原气体一般在1.1个大气压),也就是绝压:250000PA及以上的舱内压力;
④加热——预热(建议≤2.5℃/s,最好1.5-2℃/s);
⑤加热——恒温;
⑥加热——拉升;
⑦加热一一回流+抽真空;
⑧冷却+充氮气至常压;
⑨开舱取件。
2、在真空回流焊焊接过程中产生锡珠的原因:
A.预热阶段:
Ⅰ.真空回流焊炉/氮气真空炉本身结构所引起
①拉升速度太快,助焊成分还没得到充分挥发,助焊成分就沸腾了,造成溅锡。一般我们建议升温速率在1.5℃/S为宜,不超过2℃/S;
②器件与板件受热不均造成的溅锡,原因如下:
(1)红外加热方式一一阴影效应造成,颜色深的对红外吸收效率非常高,如黑色、深灰色、灰色;浅色对红外的吸收效率低,颜色越浅,吸收率越低;吸收率高的,升温快,吸收率低的升温慢;由上述原因得出,锡膏吸热量多,板件吸热量小,当吸膏表面的助焊成分已经沸腾时,与板件接触的锡膏助焊成分还未达到挥发温度的情况下,表面沸腾的焊剂就会在表面形成张力,阻止锡膏内部的焊挤挥发,当内部压力大于外部张力时,就会出现炸锡、溅锡现象,从而产生锡珠;
(2)上下加热式真空回流焊炉/氮气真空炉(上加热必须采用红外线加热),当下加热升温速率小于上加热升温速率时,就会出现板件底部的温度低于上部温度,同理(1)项,也容易出现炸锡、溅锡现象,从而产生锡珠;特别是板件受潮的情况下,就特别明显;
(3)红外线加热的重叠效应,红外线加热管的分布问题引起的红外线的重叠区域,重叠区域温度远高于非重叠区域,也同样存在因受热不均引起的炸锡、溅锡现象,特别是大焊盘焊接器件的焊接较为明显。
Ⅱ.工艺本身编写所致
有些厂家在编写工艺曲线时,在预热区加入了抽真空,也是造成锡珠的原因;
当真空舱内的真空度较低时,锡膏中的助焊成分的沸点将明显降低,在预热温度还没上去、焊剂还没有进行充分挥发时,已经沸腾,大量的焊剂沸腾,将未熔锡料溅射到器件四周;
B.恒温阶段:
恒温时间过短,焊剂未挥发彻底,当拉升至熔点以上时,大量的助焊成分沸腾,从而产生,同理参照A项预热的问题分析。
C.拉升阶段:
拉升阶段的原因,基本也类同于A、B项的原因。
D.回流阶段:
回流阶段,如果前面预热、恒温、拉升阶段将助焊成分做到了充分挥发,在回流阶段产生锡珠的现象依然存在;以下是我们一客户利用焊片工艺,焊片工艺是没有助焊剂成分的(大部分是这样,也有的会含,但量非常少),依然出现了大量溅锡现象,如图4;
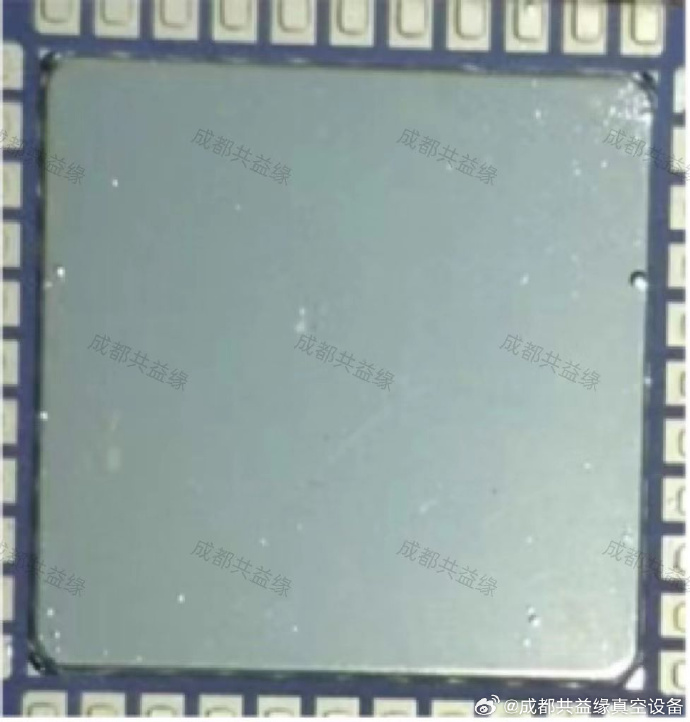 图4.未使用正负压工艺的焊接结果
图4.未使用正负压工艺的焊接结果
但同样的焊片及器件,利用我们的正负压结合焊接工艺就未出现以上情况,如图5;
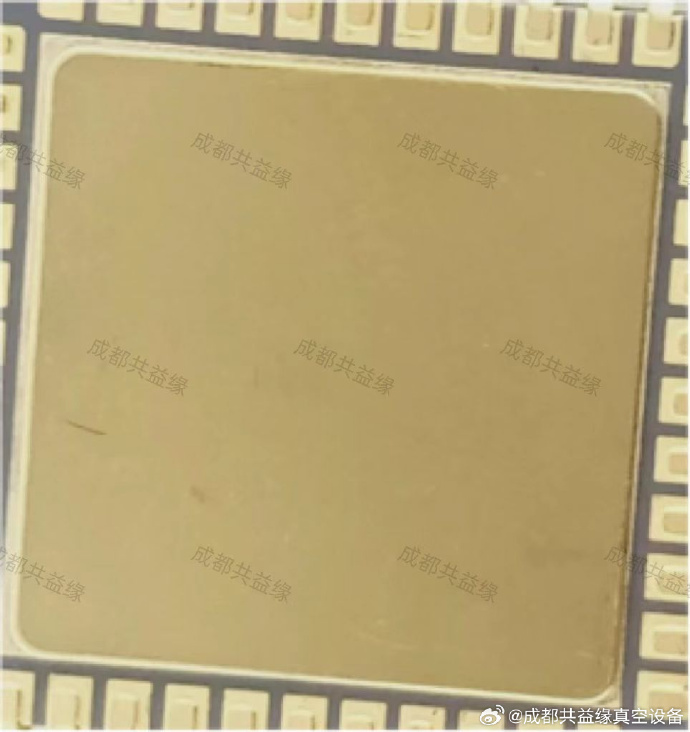 图5.使用正负压工艺的焊接结果
图5.使用正负压工艺的焊接结果
我们也做了一些分析和对比,比如正压,保护气体密度高,导热性好,受热更均匀,也有的认为是其它的真空恒定功能的原因,在这里我们不具体讨论,感兴趣的朋友可以找我们单独讨论。
E.冷却阶段
冷却阶段,出现产生锡珠的可能性较小,容易产生的焊接缺陷,基本都是因为冷却速率太快、冷却不均匀等产生的二次空洞、裂痕、裂纹之类的。建议冷却速率不超过2℃/s,尽可能地选择冷却横向温差较小的真空回流焊/真空共晶炉设备厂家的设备,因此建议在采购设备前多进行试焊对比。
结束语:关于如何解决锡珠的问题我们暂时就分析到这里,若有不当之处欢迎各位朋友予以指正和指教;若与其他原创内容有雷同之处,请与我们联系,我们将及时处理;如您对结合了正负压焊接工艺的真空回流焊炉/氮气真空炉感兴趣的话,也欢迎大家与我们联系讨论或前往我司官网了解。
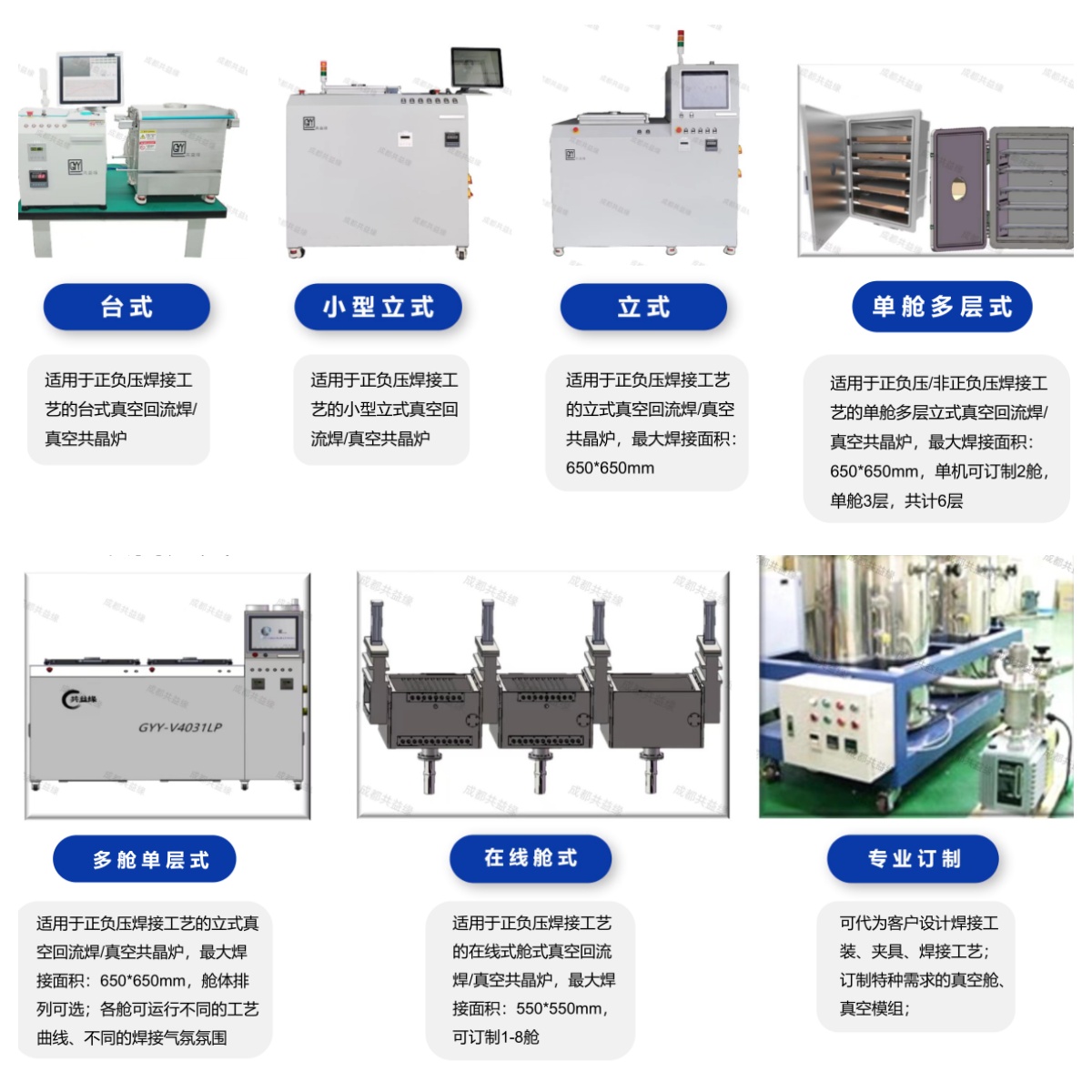 图6.成都共益缘真空设备分类
图6.成都共益缘真空设备分类
成都共益缘真空设备有限公司
审核编辑 黄宇
-
焊接
+关注
关注
38文章
3240浏览量
60213 -
回流焊
+关注
关注
14文章
480浏览量
16896 -
正负压
+关注
关注
0文章
11浏览量
5467
发布评论请先 登录
相关推荐
关于SMT回流焊接,你了解多少?
真空回流焊炉/真空焊接炉——正压纯氢还原+燃烧装置
还原性气氛助力真空共晶炉:打造高品质焊接的秘诀

真空共晶焊炉升降温斜率:科技制造的新篇章


锡膏印刷与回流焊空洞的区别有哪些?

真空焊接炉的焊料选择之铟银共晶焊料
掌握回流焊要领,轻松实现片状元器件完美焊接!

真空回流焊炉/真空焊接炉——焊接缺陷与解决方案(有铅锡膏)
SP-WROOM-02模组可以通过回流焊炉送两次吗?

你所不知道的真空回流焊十大优点,最后一个太意外!

探秘真空回流焊设备的安装奥秘与厂务秘籍

氮气在SMT回流焊中的应用:优缺点一览无余






 工商网监
工商网监
评论