 铜合金3D打印难点和激光吸收率影响因素
铜合金3D打印难点和激光吸收率影响因素
纯铜及铜合金选区
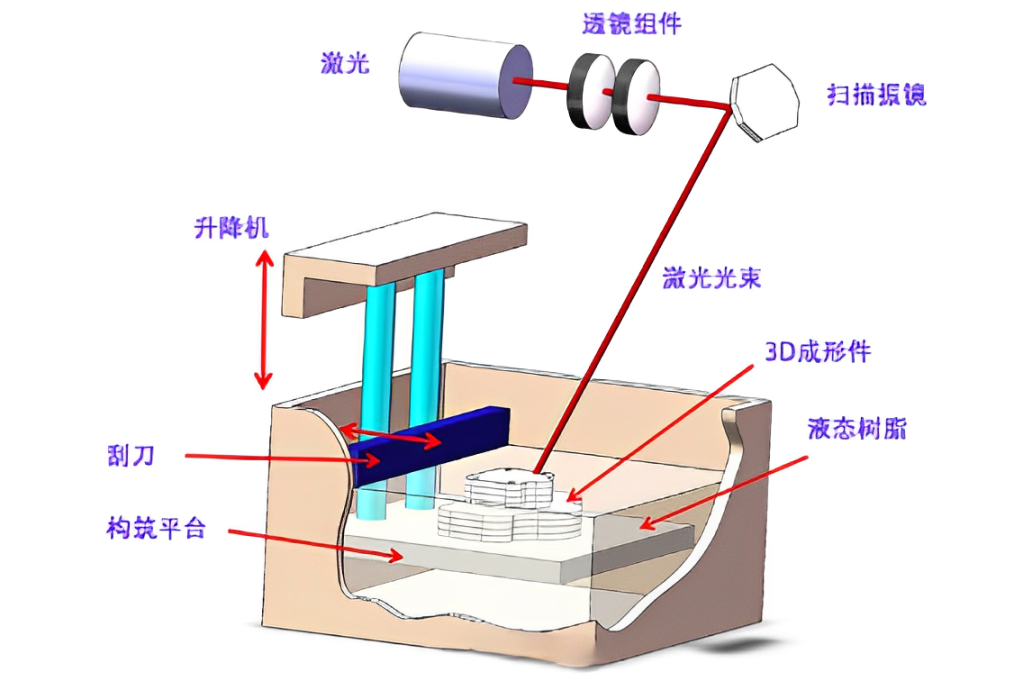
激光熔化成型的难点:
金属材料对激光的吸收率直接影响激光增材制造成形件质量。尽管选区激光熔化成形铜及铜合金零件目前已经有了大量的研究,但依然是难以解决铜对1064nm波长激光的高反射率问题。有学者对纯铜板材及球形纯铜粉末进行了激光吸收率实验,检测结果表面纯铜板对1064nm波长激光的吸收率只有4%,球形度较高的铜粉激光吸收率为44%,近球形铜粉的激光吸收率为32%,激光吸收率较低直接导致激光增材制造过程中激光能量散失,熔池温度过低,成形件会出现粉末未熔化,孔洞,致密度低等缺陷,进一步影响成形件的力学、导热和导电性能。
激光功率600W,扫描速度1000mm/s,得到致密度为97.8%的纯铜试样
铜粉激光吸收率的影响因素:
如何提高铜对1064nm波长的激光吸收率,对于当下的选区激光熔化成形的铜零件质量至关重要。以下将从多个方面对激光吸收率进行研究。
01 粒度的影响
三种不同粒度分布的纯铜粉末对不同激光的反射率如下图所示,可见铜粉对激光的反射率会随着波长的增加而增加,尤其在于高于550nm波长的波段,铜粉对激光的反射率迅速增加,这也是尽管1046nm红外激光有着良好的致热性但是SLM成形铜零件较为困难的主要原因。40-160um纯铜粉对1064nm波长激光的吸收率为21.8%,15-53um范围的激光吸收率为22%,5-35um范围的激光吸收率为39.4%。
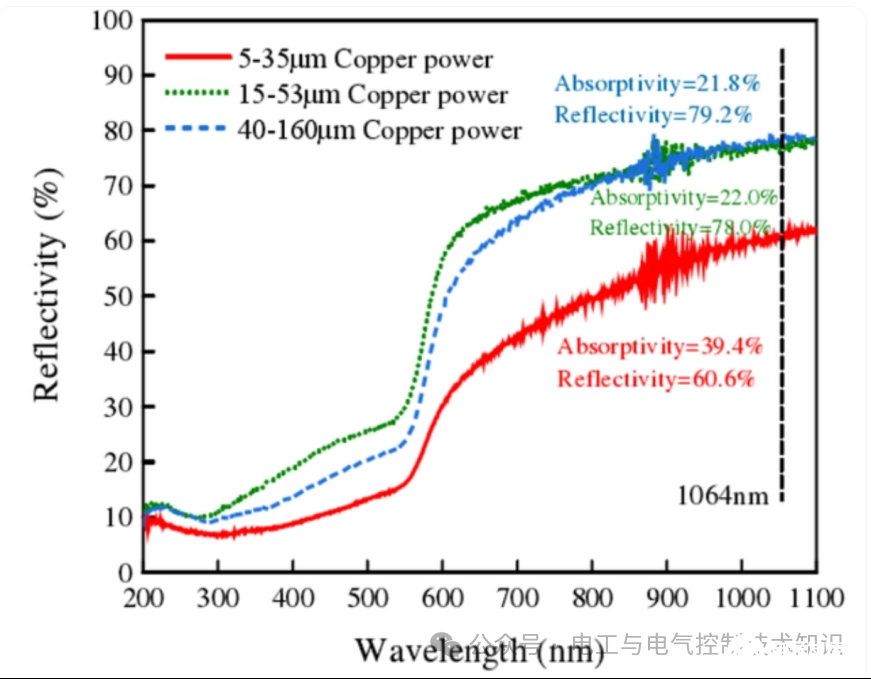
三种粒度分布的纯铜粉末对不同波长激光的反射率及在1064nm波长出的激光反射率
金属粉末的激光吸收率收到多种因素的影响,除了粉末材料本身的性质之外,还收到粉体颜色、温度、颗粒表面质量、激光入射角度等因素的影响。粒度的变化引起铜粉色泽及激光在粉末颗粒间反射次数的变化,粉体颗粒越小,粉末色泽越暗,在一定范围内粉末粒度越小粉体对1064nm波长激光的吸收率越高。金属粉末的粒径越小,激光在粉体之间的反射次数会增加,间接提高粉体对激光的吸收率。
02 合金化影响
测试Cu-0.8 wt% Cr粉末的激光反射率并与纯铜粉末的激光吸收率对比,Cu-0.8wt%Cr粉末在1064nm波长处的激光反射率为69.5%,相对于同等粒度分布纯铜粉末的激光反射率有所下降,但是仍高于5-35um纯铜粉的激光反射率,如下图所示。已有实验表明,与铜相比Cr具有更高的光吸收值,并且Cr元素固溶在Cu晶格畸变也会对激光吸收率产生影响,因此在相同的15-53um粒度范围内,由于加入了0.8wt%的Cr元素,Cu-0.8wt%Cr粉末的激光吸收率大于纯铜粉末的激光吸收率,在1064nm处,Cu-0.8wt%Cr粉末的激光吸收率为30.5%,而15-53um纯铜粉末该数值为22%。
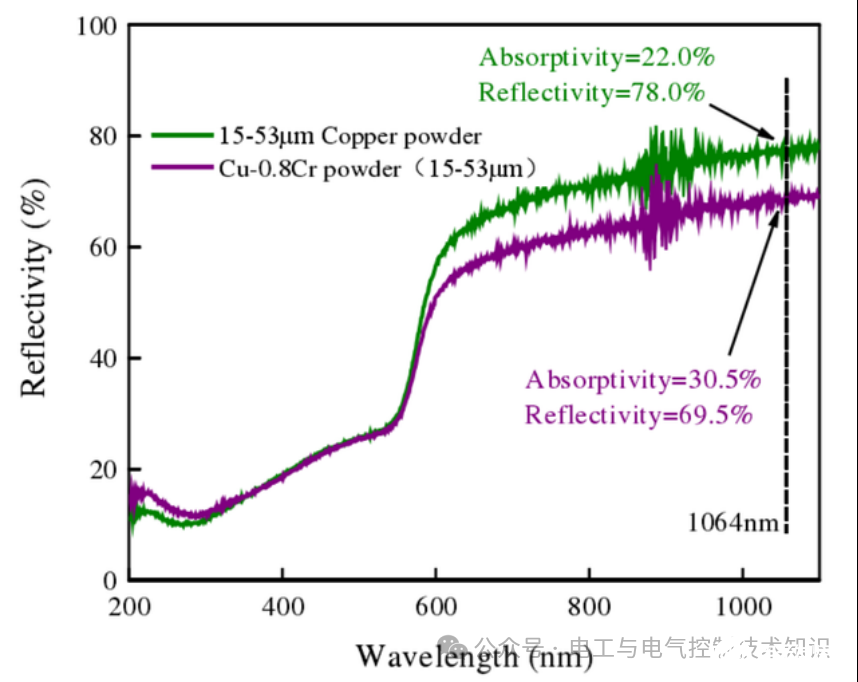
Cu-0.8wt%Cr在不同波长的激光反射率和在1064nm处的激光吸收率
03 表面改性的影响
纳米TiC是一种粒径小,比表面积大,表面活性高的黑色粘性粉末,通常作为增强相加入金属基体中提高材料性能,纳米级的粉末在激光熔池中能够快速均匀化,纳米TiC在不同波长处的激光吸收率如下图所示,由图可见纳米TiC的激光反射率并没有随着波长增长呈现大幅度波动,在1064nm波长处其激光吸收率依旧高达96.7%。以下将通过纳米TiC表面改性来提高铜及铜合金粉末的激光吸收率。
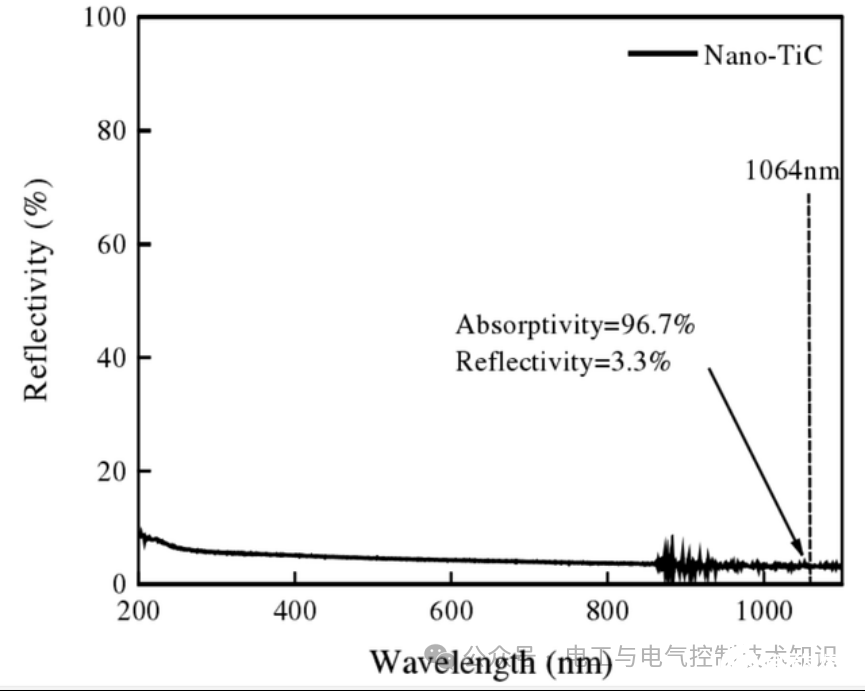
纳米TiC对不同波长激光的反射率及在1064nm波长处的激光反射率
采用球磨的方式将纳米TiC包覆在铜粉表面,分别在三种粒度分布的纯铜粉中加入0.05%、0.1%、0.2%、0.3%、0.4%质量分数的纳米TiC并使用UV-3600Plus紫外分光光度计测试每种粉末的激光反射率。由下图可知纳米TiC的加入明显降低了纯铜粉的激光反射率,并且随着纳米TiC含量的增加激光反射率越来越小,呈有规律的梯度下降。纳米级尺寸的TiC通过球磨的方式均匀的包覆在铜粉表面,遮盖了铜粉原来的金属光泽,再加上纳米TiC本身对激光的高吸收率,显著降低了铜粉的激光反射率。
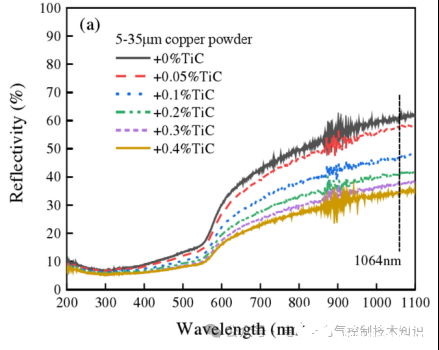
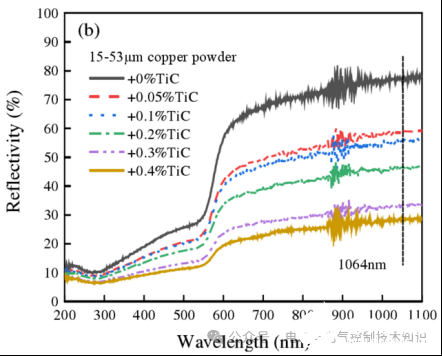
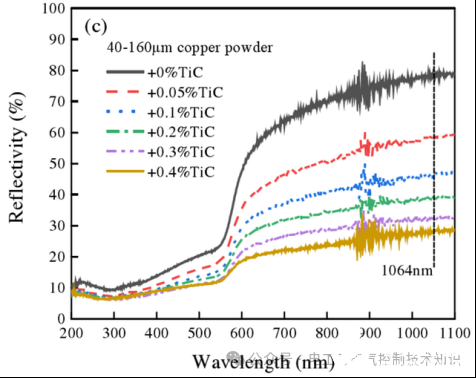
三种纯铜粉末加入不同质量分数纳米TiC后对不同波长激光的反射率。(a:5-35um, b:15-53um, c:40-160um)
04 合金化+表面改性的影响
添加不同质量分数纳米TiC的Cu-0.8wt%Cr粉末在不同波长的激光反射率如下图所示,波长相同时,铜粉激光反射率随着加入纳米TiC质量分数的上升而下降,当加入的纳米TiC质量分数为0.4wt%时,粉末激光吸收率为67.3%。测试结果表面合金化+表面改性的方法依旧能够有效降低粉末的激光吸收率,这也为提高合金粉末的激光吸收率提供了一种思路。
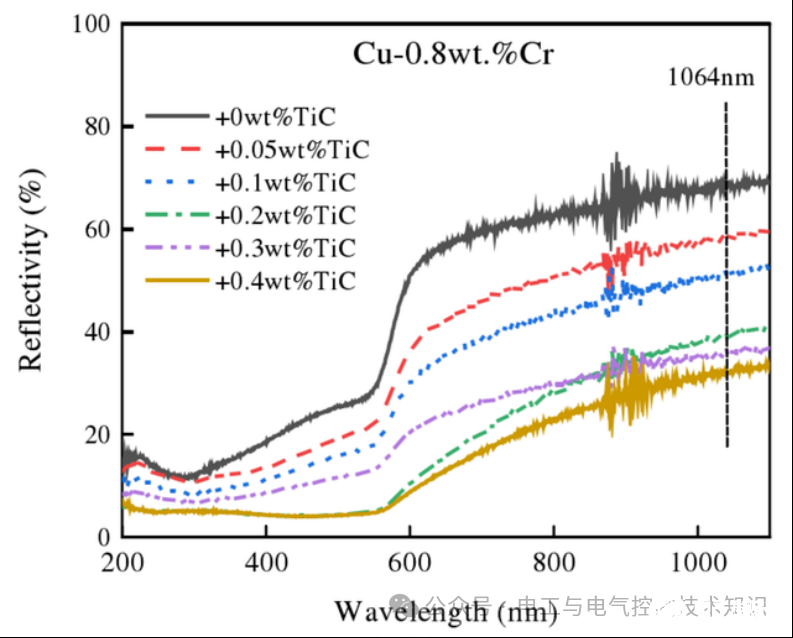
图添加不同质量分数纳米TiC的Cu-0.8wt%Cr粉末对不同波长激光的反射率
05 氧化处理
将三种纯铜粉末以及Cu-0.8wt%Cr合金粉末放入刚玉坩埚中分别加热至50℃、150℃、250℃、350℃并保温5min,室温下(RT)与氧化处理后测试等得到的激光反射率如下图所示。三种纯铜粉末在50℃与150℃并保温5min条件下,其激光吸收率与未氧化处理粉末的激光吸收率相比变化较小,当温度升高至250℃并保温5min后,粉末的激光反射率有了明显的下降,并在350℃保温5min的条件下达到了最大值,在350℃保温5min的条件下5-35um、15-53um、40-160um三种纯铜粉末的激光吸收率分别为61.7%,68.3%,64.8%。Cu-0.8wt%Cr粉末在50℃与150℃氧化处理后激光吸收率从30.5%分别提升到了41.2%,42.3%,在250℃和350℃氧化处理后激光吸收率分别提升到了76.9%,77.4%,与相同粒度分布的纯铜粉末相比氧化处理后激光吸收率提升较大。
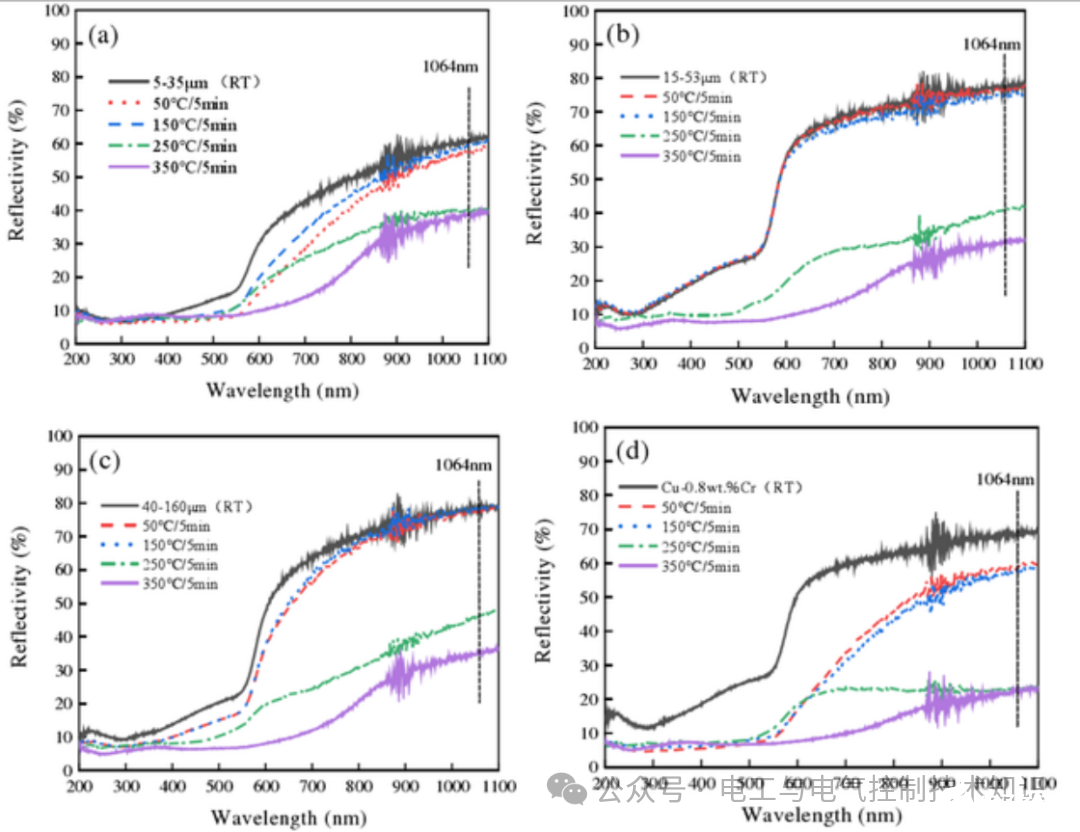
不同粉末分别在50℃、150℃、250℃、350℃保温5min条件下不同波长处的激光射率(a:5-35um, b:15-53um, c:40-160um,d: Cu-0.8wt%Cr)
结论
提高金属粉末激光吸收率的途径有很多,但是在提高粉末激光吸收率的基础上,是否能保证成形件质量需要实验来验证,比如粉末粒径越小,激光吸收率越高,但并不是说金属粉末粒径越小越好,因为选区激光熔化设备的铺粉厚度是一定的,粉体粒径小于设备的最小铺粉厚度就无法正常铺粉,所以合适的粒径不能只看激光吸收率;对于合金化与表面改性方法,现有的铜合金已有成熟的体系,微量元素的加入对成形件质量的影响需要实验验证;表面氧化的方法有效降低了铜粉末对激光的反射率,但是对于金属增材制造的粉末来说,粉末氧含量越低其表面活性越小,熔化效果越好,成型致密度越高,尽管氧含量的增加使得粉末的激光反射率降低,但是要将粉末氧含量控制在合理范围内。
审核编辑 黄宇
-
激光
+关注
关注
19文章
3275浏览量
64947
发布评论请先 登录
相关推荐
激光焊接技术在焊接钼铜合金的工艺探究

Litestar 4D:McCree莫克利曲线
有源晶振在3D打印机应用方案

UV光固化技术在3D打印中的应用
激光3D打印设备的技术优势


3D打印汽车零部件建模设计3D打印服务

铜激光焊接技术篇——铜激光焊接难点分析

UltiMaker正式推出了工业级3D打印机—UltiMaker Factor 4
激光焊接机在焊接铜及铜合金技术的优点







 工商网监
工商网监
评论