 回流焊升温速度探秘:快与慢之间的艺术平衡
回流焊升温速度探秘:快与慢之间的艺术平衡
回流焊技术在电子制造领域占有举足轻重的地位,它对于提高焊接质量、实现自动化生产具有重要意义。而回流焊的升温速度作为该技术的关键参数之一,直接影响着焊接效果和生产效率。那么,回流焊的升温速度究竟应该控制在多少以内才合适呢?本文将从回流焊的基本原理、升温速度对焊接质量的影响、以及实际生产中的应用情况等方面进行详细探讨。
一、回流焊的基本原理
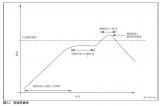
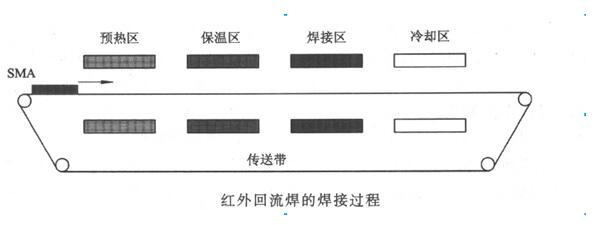
回流焊是通过预先在印制电路板上涂布一层焊膏,再将元器件放置在焊膏上,然后通过加热使焊膏熔化,进而在冷却过程中实现元器件与电路板之间的可靠连接。回流焊的整个过程可以分为预热、保温、回流和冷却四个阶段。其中,预热阶段是为了使印制电路板和元器件缓慢升温,以减少热冲击;保温阶段是为了让焊膏中的溶剂充分挥发,防止焊接时产生气泡;回流阶段则是焊膏熔化的关键阶段,需要精确控制温度和时间;最后,冷却阶段是为了使焊点快速凝固,形成良好的焊接结构。
二、升温速度对焊接质量的影响
升温速度过快的影响:如果回流焊的升温速度过快,可能会导致印制电路板和元器件之间的温差过大,从而产生热应力。这种热应力不仅可能导致元器件受损,还可能引起焊接裂纹等质量问题。此外,过快的升温速度还可能导致焊膏中的溶剂挥发不完全,从而在焊接过程中产生气泡,影响焊接的可靠性。
升温速度过慢的影响:另一方面,如果回流焊的升温速度过慢,则会延长焊接周期,降低生产效率。同时,过慢的升温速度还可能导致焊膏在熔化前过度氧化,从而降低焊接质量。
三、合适的升温速度范围
综合考虑以上因素,回流焊的升温速度应该控制在一个适中的范围内。一般来说,这个范围会根据具体的焊接要求、元器件的耐热性能以及焊膏的特性等因素来确定。在实际生产中,通常会通过试验来确定最佳的升温速度曲线。一般来说,对于大多数电子元器件和焊膏,回流焊的升温速度控制在2-4℃/s之间是比较合适的。当然,这只是一个大致的参考范围,具体的最佳升温速度还需要根据实际情况进行调整。
四、实际生产中的应用与调整
在实际生产过程中,回流焊的升温速度会受到多种因素的影响,如设备性能、环境温度、印制电路板的热传导性能等。因此,生产人员需要密切关注焊接过程中的温度变化,并根据实际情况对升温速度进行适时调整。例如,在环境温度较低的情况下,可以适当提高升温速度以缩短焊接周期;而在使用热敏性元器件时,则需要适当降低升温速度以防止元器件受损。
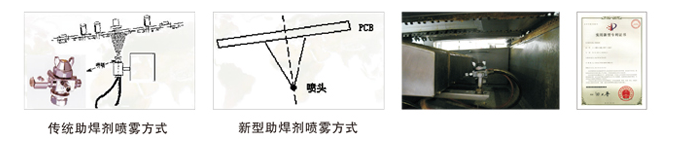
此外,随着电子制造技术的不断发展,新型的回流焊设备和工艺也在不断涌现。这些新技术和新设备往往具有更高的温度控制精度和更灵活的升温速度调节功能,从而为提高焊接质量和生产效率提供了有力支持。
五、结论与展望
综上所述,回流焊的升温速度是影响焊接质量的重要因素之一。在实际生产过程中,我们需要根据具体的焊接要求、元器件的耐热性能以及焊膏的特性等因素来综合确定合适的升温速度范围,并通过试验和调整来找到最佳的升温速度曲线。同时,我们还需要密切关注新技术和新设备的发展动态,及时将先进的焊接技术应用到实际生产中,以提高焊接质量和生产效率。
展望未来,随着电子制造行业的快速发展和市场竞争的日益激烈,对回流焊技术的要求也将越来越高。我们相信,在广大科研人员和工程技术人员的共同努力下,回流焊技术一定能够不断取得新的突破和创新,为电子制造行业的发展做出更大的贡献。
-
焊接
+关注
关注
38文章
3138浏览量
59801 -
回流焊
+关注
关注
14文章
468浏览量
16767
发布评论请先 登录
相关推荐
回流焊的升温速率讲解
回流焊的温度曲线测试指导
回流焊 VS波峰焊
回流焊设备四大温区作用详解
回流焊原理以及工艺
回流焊具体是怎样的呢?回流焊的原理是什么?
总结回流焊正确使用技巧
红外回流焊介绍_红外回流焊加热原理
如何恰到好处对回流焊的速度和温度进行设置
什么是回流焊,回流焊的作用是什么
探秘真空回流焊设备的安装奥秘与厂务秘籍






 工商网监
工商网监
评论