 双吸中开泵泵壳耐冲刷磨损耐腐蚀修复,让磨蚀的泵“重获新生”
双吸中开泵泵壳耐冲刷磨损耐腐蚀修复,让磨蚀的泵“重获新生”
【摘要】 简单介绍双吸中开泵的设备概况;采用高分子复合材料对双吸中开泵泵壳进行耐磨防冲刷耐腐保护;分析说明泵壳冲刷磨蚀原因及福世蓝高分子复合材料现场应用优势。
【关键词】双吸中开泵、耐腐、耐磨、泵壳保护、高分子复合材料
1、设备概况
泵属于流体机械的一种,流体机械是指以流体为工作介质和能量载体的机械设备,泵属于工作机即消耗能量的机械。它将原动机的机械能或其他外部能量传送给液体,使液体能量增加。泵主要用来输送水、油、酸碱液、乳化液、悬乳液和液态金属等液体,也可输送液、气混合物及含悬浮固体物的液体。泵通常可按工作原理分为容积式泵、动力式泵和其他类型泵三类。除按工作原理分类外,还可按其他方法分类和命名。如,按驱动方法可分为电动泵和水轮泵等;按结构可分为单级泵和多级泵;按用途可分为锅炉给水泵和计量泵等;按输送液体的性质可分为水泵、油泵和泥浆泵等;按照有无轴结构可分直线泵和传统泵。
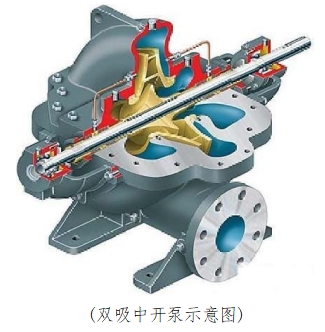
双吸中开泵是离心泵的一种重要形式,主要特点是扬程高、流量大。这种泵型的叶轮由两个背靠背的叶轮组合而成,从叶轮流出的水流汇入一个蜗壳中。双吸泵相当于两个相同直径的单吸叶轮同时工作,在同样的叶轮外径下流量可增大一倍。泵壳水平中开,使得检查和维修方便。双吸泵的叶轮结构对称,没有轴向力,运行较平稳。
2、双吸中开泵泵壳冲刷磨蚀原因分析
泵作为液体处理过程中的动力设备,扮演着液体的提升、输送以及计量的工作,其重要性不言而喻,广泛应用于农业、化工、石油、矿业、电力、水泥等各大行业。泵是企业不可缺少的重要设备之一,受工作条件影响,经常出现腐蚀、汽蚀、冲刷磨损等现象,导致设备失效。企业只能投入大量的资金购入新泵,而报费大量的部件,造成资金的大量浪费。国内的泵的设计和制造基本上还是遵守“金属”思想,即采用不锈钢、碳钢材料作为主要的泵体材料,面对高腐蚀、强冲刷的环境,就需要高镍合金,甚至采用钛、锆、钽等优良的耐腐蚀材料,这些稀有金属材料价格昂贵且价格浮动大,并且制造成本高和制造工艺复杂等原因造成此类泵的价格昂贵,一般几万到几百万不等,也就造成了此类泵的采购成本高。伴随着国际先进泵体研究的发展和新材质泵体的应用,国内科研机构借鉴西方发达国家对泵体研究的发展思路,国内少数企业机构开始研制高分子复合材料的应用,通过应用优良的复合材料技术解决上述几类问题,不但有效的控制了生产成本,而且极大的提高了泵的质量和泵效。
针对此泵来说由于工作环境恶劣,气蚀、腐蚀、磨损现象都存在,且介质中颗粒较多,叶轮转速高,颗粒对泵壳及叶轮长期冲击冲刷,所以此类泵体在使用一段时间后极易出现表面变得凸凹不平或穿孔等问题,使泵的噪音增大、震动增大、泵效下降,电耗增加,这就给设备造成了极大的破坏,影响企业正常运行。企业曾采取其他公司产品进行过耐磨保护但效果并不理想,此类问题长期以来得不到妥善解决,成为企业难题。

3、传统修复工艺
对泵壳冲击冲刷磨损问题传统的处理方法通常利用以下几种:
?局部补焊:在众多行业中,对泵壳磨损部位修复通常用采用不锈钢进行补焊,由于材质的不同导致焊接后使用过程中出现双金属腐蚀,修复效果并不理想。而且补焊还容易造成热应力变形,后期运转过程中易出现裂纹;
?更换磨损部件:对于转子、叶轮部件等部件出现冲击冲刷问题用户一般情况下采用更换配件解决问题,泵壳由于的造价成本等限制难以实现;
?更换材质:部分泵企通过更换泵的材质手段来解决冲击冲刷问题,但是在增加成本的同时并不能根本解决此问题。
4、高分子复合材料修复优势分析
高分子复合材料涂层技术是在机械制造、设备维修中迅速发展起来的一项新材料、新技术。它以金属作为基体,根据不同的使用工况选取最适合的高分子材料涂层,通过自身的粘接力牢牢附着在磨损、腐蚀的金属基材上,来承受所需求的抗压、抗磨、耐腐蚀、光洁度等性能。
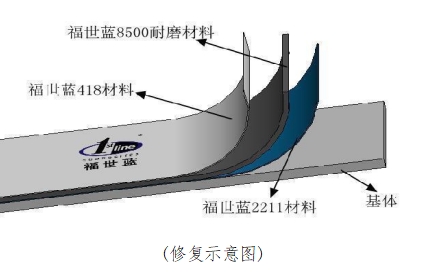
福世蓝技术针对泵壳冲刷问题采用三种复合材料相结合的方案,充分利用各种复合材料的优势,大大提高了耐磨效果。底涂材料采用福世蓝2211F金属修复材料,此材料是一种抗高温、抗腐蚀并可以机加工的金属修复、保护复合材料。
耐磨层采用福世蓝超耐磨碳化硅8500材料,具有高密度的分子量,其表面形成一种平滑高光泽处理面,该产品保护设备免于夹带颗粒造成的表面磨损,它有最大承受特殊尺寸和处理陶瓷颗粒的负荷力。将陶瓷加强材料与耐腐碳化硅颗粒结合,在腐蚀、磨蚀、降低摩擦和停机处理时间方面提供最大性能。
表面涂层采用福世蓝418材料,此材料是自流平高聚物陶瓷复合材料具有很好的表面光洁度其及光滑表面涂层,不但提高抗气蚀、磨损的能力,还可以提高泵效。福世蓝耐磨涂层技术的每一种材料特殊的分子结构赋予涂层的一定的弹性,能适应交替变形和温度的变化性能,确保材料具有优异的防腐蚀、抗气蚀、耐磨损能力。
5、高分子复合材料修复步骤
(1)准备工作:清理现场留出足够安全操作空间,连接好气路及电源;
(2)表面喷砂处理:使用喷砂方式处理待修复表面,直至露出金属原色,达到SSPC SP-10白金属标准;
(3)清洁表面:喷砂完成后用压缩空气(无水无杂质)吹扫灰尘,使表面干净;
(4)清洗表面:使用99.7%无水乙醇进行冲洗擦拭,使表面干净、干燥、结实;
(5)涂覆福世蓝2211F材料:严格按照比例2:1(重量比)调和2211F材料至均匀无色差,涂抹至待保护表面进行打底,涂抹薄薄一层即可,涂抹时需反复揉搓确保材料压进基体每一个微孔;
(6)涂覆福世蓝8500耐磨材料:严格按照混合比例10:1(重量比)调和8500材料至均匀无色差。将调和好的材料涂覆至2211F材料表面,材料涂覆后需使用橡胶锤进行敲击,保证材料的致密度。冲刷量较大,凹陷较深的情况下,材料单次填充过厚,可能会出现下垂现象,(7)可分多次进行填充,减小单次填充厚度,直至达到厚度要求;
(8)涂覆福世蓝418材料:待8500材料完全固化后,打磨材料表面使其平整,无明显凹坑及凸起,严格按照混合比例100:15(重量比)调和418材料至均匀无色差。涂覆至8500材料表面,确保涂抹均匀无遗漏;
(9) 固化:严格按照说明书技术要求进行充分时间的固化,固化后即可投入使用。
6、应用案例

-
修复
+关注
关注
1文章
718浏览量
22759 -
复合材料
+关注
关注
2文章
229浏览量
13061
发布评论请先 登录
相关推荐
浆液泵泵壳耐磨防冲刷在线保护,解决泵壳冲刷磨损的最佳解决方案

双吸中开泵轴轴承位磨损用这方法维修,修复周期短,精度还高,推荐!






 工商网监
工商网监
评论