 冷链仓储物联网远程监控系统解决方案
冷链仓储物联网远程监控系统解决方案
冷链仓储主要用于储存和运输如食品、药品和生物制品等产品,其核心目标是在整个供应链过程中保持恒定的低温环境,以确保产品的质量和安全性。然而,传统的冷链管理模式存在诸多弊端,例如人工监测成本高、数据记录不准确以及应急响应速度慢等问题。这些问题不仅影响了产品的新鲜度和质量,还可能导致巨大的经济损失和事故风险。
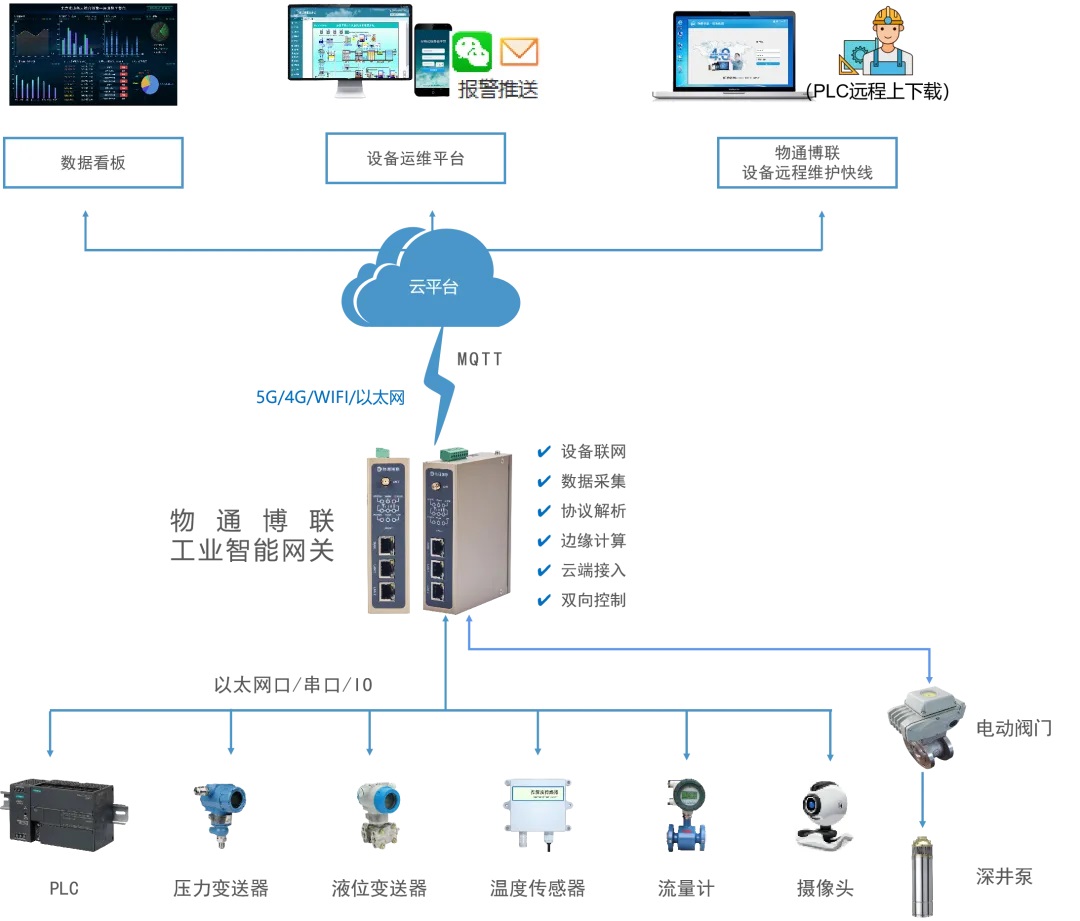
对此,数之能提供物联网远程监控平台,通过传感器、无线通信和大数据分析等手段,实现了对冷链仓储环境的实时监控和智能管理。具体而言,通过接入温湿度传感器,进行数据采集到远程监控平台,从而实现对冷库、冷链车等全过程的温湿度监控、告警、管理等功能,有效加强冷链仓储工作的管理水平与响应能力,避免意外事故与经济损失的出现。

系统优势
1、可以实时监测各个冷库和冷链车的温湿度变化,一旦发现异常情况,立即触发报警机制,通知相关人员采取措施,支持微信、短信、邮件等通知方式,构建自动化检测告警的模式,有助于减少因人为疏忽导致的异常事件,提高了冷链仓储的安全性。
2、对于实现自动化控制的冷藏设备或系统,管理人员无需亲临现场即可调节制冷设备的工作参数,节省了大量的时间和人力成本。同时,智能化的操作流程也降低了误操作的风险,进一步提升了工作效率。
3、企业可以加强对设备资产的监控和管理,了解各个冷库、冷链车的位置分布、数量型号、实时温湿度、告警频率等信息,并进行操作管理,合理分配运维管理人员,确保发现问题能够快速处理,确保冷链货物的安全。
4、通过对历史数据的可视化处理和分析,可以帮助管理者做出更加科学合理的决策。比如,在高峰期前合理调配资源,避免过载现象的发生;或者根据货物种类和存放时间优化储位布局,提高空间利用率等,增强企业运营能力与服务质量。
审核编辑 黄宇
-
物联网
+关注
关注
2903文章
44240浏览量
371026 -
远程监控
+关注
关注
2文章
1246浏览量
30173
发布评论请先 登录
相关推荐
温泉泵站远程监控物联网系统解决方案

智能仓储物流解决方案要点有哪些 智能仓储的特点

热压机PLC数据采集远程监控物联网解决方案







 工商网监
工商网监
评论