 锡焊原理解析:深入理解电子产品制造的核心工艺
锡焊原理解析:深入理解电子产品制造的核心工艺
在电子工程的精细世界里,每一个精密电子产品的诞生,都源自一系列基础电子元器件的精妙组合。电阻、电容、电感、二极管、晶体管等,这些看似不起眼的小元件,通过精心设计的电路布局和导线连接,共同编织出电子产品复杂的电气功能。而焊接,作为这些元器件间不可或缺的连接纽带,其质量的优劣直接关乎产品的整体性能和可靠性。
一、焊接技术的重要性
焊接不仅是一种技术,更是一门工艺艺术。在精密电子设备中,焊接的精细度和稳定性是评估产品质量的重要指标。高质量的焊接工艺能够确保电子元器件之间的电气连接既稳定又可靠,从而提升产品的性能和延长使用寿命。在实际生产中,焊接点的观察不仅能够直观反映产品的装配结构合理性,也是对生产企业技术能力和工艺水平的直接体现。
二、现代焊接技术的创新与发展
激光锡焊技术
随着电子产品向更小型化、更高性能化发展,现代焊接技术也在不断创新。自动焊接机、激光焊接技术等先进设备的采用,显著提升了焊接的精度和一致性。同时,严格的质量控制流程,如X射线检测、3D X光检测等,进一步确保了焊接点的质量,有效避免了焊接缺陷可能导致的潜在风险。
三、焊接材料的选择
焊接材料的选择对焊接质量同样至关重要。专业的电子工程师会根据产品的具体需求,选择最合适的焊接材料和工艺。例如,无铅焊料的选用不仅满足了环保要求,也确保了焊接的机械强度和电气性能,提升了电子产品的整体可靠性。
四、焊接技术的分类与应用
焊接技术根据其工作原理和应用特点,可分为加压焊、熔焊和钎焊等几大类。每一类焊接技术都有其独特的应用场景和优势,选择合适的焊接方法对于确保产品质量和性能至关重要。
(1) 加压焊
加压焊是一种通过施加压力来实现材料连接的焊接方法,分为加热和不加热两种方式:
不加热加压焊:如冷压焊和超声波焊,它们在不加热的情况下,通过压力使材料连接。
加热加压焊:进一步细分为两种类型:
塑性加压焊:将材料加热至塑性状态,然后通过压力使其连接(塑料材质)。
熔化加压焊:将材料加热至局部熔化,通过压力实现材料的融合(金属材质)。
(2) 熔焊
熔焊是一种在焊接过程中母材和焊料都发生熔化的焊接方式,具有熔深大、结合力强的特点。常见的熔焊技术包括:
等离子焊:利用高温等离子弧作为热源,适用于精密焊接。
电子束焊:使用高速电子束作为热源,具有深熔和高能量密度的特点。
气焊:使用气体火焰作为热源,适用于多种金属材料的焊接。
(3) 钎焊
钎焊是一种在焊接过程中母材不熔化,只有焊料熔化的焊接方式,分为软钎焊和硬钎焊:
软钎焊:焊料熔点低于450℃,适用于电子元件的连接和维修。
硬钎焊:焊料熔点高于450℃,适用于结构件的连接,提供更强的机械性能。
在软钎焊中,锡焊是一种非常重要的焊接方式,其常用的技术包括:
1. 手工烙铁焊:使用烙铁作为热源,适用于小批量生产和维修。
2. 手工热风焊:使用热风枪作为热源,适用于难以接触的区域。
3. 浸焊:将组件浸入熔融的焊料中,适用于批量生产。
4. 波峰焊:通过波峰的焊料流动实现焊接,适用于印刷电路板的批量生产。
5. 回流焊:通过控制温度曲线使焊料熔化并固化,适用于表面贴装技术(SMT)。
6. 激光锡焊:激光锡焊是一种新兴的焊接技术,它使用激光作为热源,具有高度的聚焦性和可控性。这种技术能够在极小的区域内实现精确焊接,适合于微电子组件和精密仪器的制造,尤其是在需要最小化热影响的场合。
每种焊接技术都有其独特的应用场景和优势。选择合适的焊接方法对于确保产品质量和性能至关重要。在电子制造、航空航天、汽车制造等领域,焊接技术的选择和应用直接影响到产品的可靠性和安全性。随着技术的不断进步,焊接工艺也在不断创新和发展,以满足日益增长的工业需求。
五、锡焊原理的深入解析
锡焊是一种广泛应用于电子产品制造中的焊接技术,它不仅能够实现金属部件的机械连接,还能确保电气连接的导通性。
(一)锡焊的基本原理
锡焊是一种通过加热使焊料熔化,并在不熔化焊件的情况下,利用焊料的润湿作用与焊件表面形成合金层,实现机械和电气连接的过程。锡焊的主要特征包括:
1. 焊料熔点低于焊件:焊接时,焊料熔化而焊件保持固态,这是锡焊的基本条件。
2. 润湿作用:焊料在熔化状态下润湿焊接面,通过毛细作用进入焊件间隙,并通过原子扩散形成合金层,实现焊件结合。
3. 焊接条件:进行锡焊需要满足一定的条件,包括焊件的可焊性、表面清洁与干燥、合适的助焊剂、适当的加热温度和焊接时间。
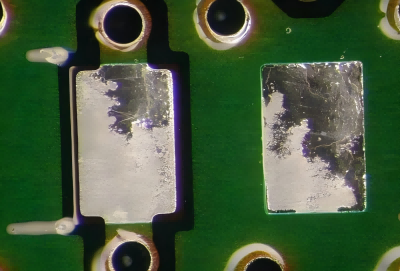
(二)润湿现象的重要性
润湿是锡焊物理基础的核心,它描述了液体在固体接触面上的摊开和铺展现象。润湿角是衡量润湿效果的关键指标,当润湿角小于90度时,表示焊料与母材之间有良好的润湿作用,能够形成高质量的焊点。不润湿类似于荷叶水,水珠几乎不润湿荷叶,这种效应在锡焊中是不希望出现的,因为我们需要焊料能够充分润湿焊件表面,就像玻璃上的水流:当水接触到干净的玻璃表面时,它会迅速铺展开来,形成一层薄而均匀的水膜。
(三)锡焊的条件
为了实现高质量的锡焊,必须满足以下条件:
1.良好的可焊性:
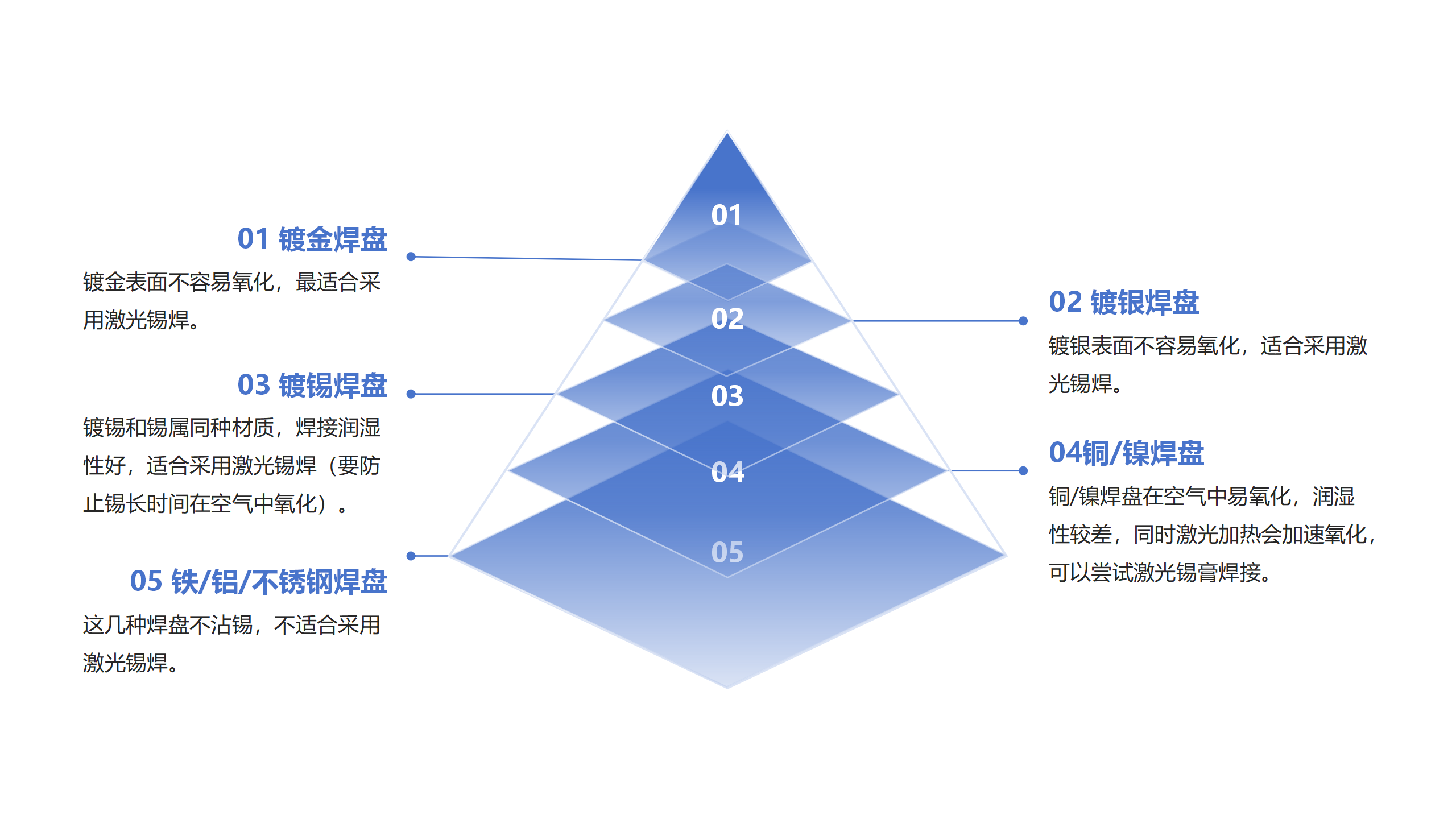
可焊性是指焊件材料在特定条件下与焊锡形成合金的能力。良好的可焊性是实现锡焊的基础,确保焊点的机械强度和电气导通性。某些金属如铬、钼、钨等由于其化学性质,与焊锡的亲和力差,可焊性较差。而紫铜、黄铜等金属由于其良好的亲和力,具有较高的可焊性。
2.清洁与干燥的焊件表面:
焊件表面应彻底清除油污、灰尘、锈迹和氧化膜。可采用机械清洁(如刷洗、刮擦)或化学清洁(如使用去油剂、除锈剂)。清洁后的焊件表面应保持干燥,避免水汽影响焊接质量。
3.合适的助焊剂:
助焊剂主要用于清除焊件表面的氧化膜,促进焊锡的润湿和扩散。根据焊接材料和工艺的不同,选择相应的助焊剂,如松香、酸性或碱性助焊剂。适量使用助焊剂,过量或不当使用可能影响焊点的质量和可靠性。
4.适当的加热温度:
焊接温度应控制在焊锡的熔点以上,但又不能过高,以免损坏焊件或助焊剂。确保焊件整体或焊接区域均匀受热,避免局部过热。使用温度计或热像仪监测焊接温度,确保焊接过程的可控性。
5.合适的焊接时间:
焊接时间应根据焊件的热容量、焊锡的熔化速度和助焊剂的作用时间来确定。过快的焊接速度可能导致焊锡未能充分润湿焊件,而过慢则可能引起焊点过热。通过实验和生产实践,优化焊接时间,以达到最佳的焊接效果。
结论:
焊接作为电子产品制造中的关键环节,其质量的高低直接关系到产品的最终性能。通过采用先进的焊接技术和严格的质量控制措施,可以显著提升电子产品的性能和可靠性,确保用户能够享受到高质量的电子产品。随着电子技术的不断进步,锡焊技术也在不断发展和完善,以适应更高密度、更高精度的电子组装需求。
审核编辑 黄宇
-
焊接技术
+关注
关注
2文章
168浏览量
17822 -
电子焊接
+关注
关注
0文章
8浏览量
1835
发布评论请先 登录
相关推荐
SMT技术:电子产品微型化的推动者
SMT贴片技术的重要性:如何影响电子产品的制造与品质
深入理解C语言:循环语句的应用与优化技巧

电子产品镀层揭秘:金、银、铜、镍的奥秘与应用!
电子产品方案开发公司常用的15个单片机经典电路分享!
深入理解FPD-link III ADAS解串器HUB产品

低温、中温、高温锡膏选择指南:为电子产品找到最佳“焊接伙伴”

激光锡焊技术:无线WiFi设备制造的精密工艺革命
大研智造 电子制造的精密革命:激光锡焊技术深度解析!
超越传统:大研智造激光锡焊在高端电子组装中的应用
激光锡焊 vs 回流焊接:大研智造技术革新的深度解析
压敏电阻能解决电子产品漏电问题吗?






 工商网监
工商网监
评论