 详解PCB喷锡/热风整平工艺
详解PCB喷锡/热风整平工艺
1. 什么是喷锡/热风整平
喷锡/热风整平(HASL)是一种PCB表面处理工艺。通过在PCB的铜表面上制备锡铅层,可以起到保护焊盘免受氧化和保持焊锡性的作用。HASL所用到的液体焊料通常由含63%锡和37%铅组成,在SMT焊接过程中,HASL层与锡膏焊料一起溶解。HASL板在无铅工艺诞生之前在电子制造业占据主导地位。目前虽然使用量下降,但仍在医疗,军工,航空航天等领域有着广泛应用。
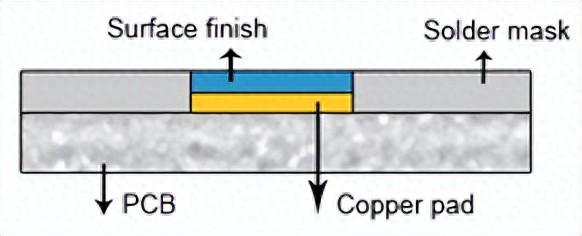
图1. HASL表面处理层。
2. HASL工艺步骤
在进行HASL表面处理前需要对PCB进行清洗,通过微蚀刻方式将铜面清洗。清洗完毕后对PCB板进行预热和涂覆助焊剂处理。助焊剂能够减小PCB与焊料间的表面张力,从而使焊料更好的覆盖在PCB上。在涂覆助焊剂后需要将PCB浸入熔融锡/铅溶液中,裸露的铜焊盘区域会被锡/铅溶液覆盖并形成锡铅层。在形成锡铅层后可以采取热风整平机的高压热风刀去除PCB表面和孔内多余的焊料,确保焊料沉积的均匀性,从而在焊盘上留下一层均匀而薄的保护层。
HASL工艺参数包括焊料温度,浸锡时间,热风刀压力,热风刀角度,热风刀间距和PCB上升速度。
l 焊料温度: 焊料Sn63Pb37的熔点为183℃,为了保证良好的金属间化合物形成,焊料的温度一般控制在230-250℃左右。
l 浸锡时间一般控制在2-4s,过长时间容易导致金属间化合物过度生长。
l 热风刀的压力和流速越大,焊料涂层的厚度就越小。通常热风刀的压力控制在0.3-0.5MPa。
l 热风刀角度不当会导致PCB两侧的涂层厚度不一致。多数热风刀会向下调整4°。
l 热风刀间距一般为0.95-1.25cm。
l PCB上升速度需要根据实际情况控制。上升速度慢会增加热风处理时间,使得焊料层减薄。反之则会增大焊料层厚度。
3. 不同PCB表面处理比较
通常来说HASL板得焊点和OSP焊点可靠性相差不大,这两种表面处理工艺在焊接是形成的金属间化合物均为Cu6Sn5和Cu3Sn。此外,HASl层的厚度往往比有机保焊膜(OSP),化镍沉金(ENIG),化学沉锡(ImSn)和化学沉银(ImAg)的厚度要大得多,但是HASL工艺比其它表面处理的成本更低。

表1. 不同表面处理的厚度。
4. HASL的优势和劣势
HASL板明显的优势就是涂层成分始终一致,使用寿命长,且有着很宽的PCBA烘烤和清洗窗口。但是HASL工艺制备的锡层平整度较差,对锡膏印刷和回流效果影响大,而微间距焊接需要相当高得锡膏印刷和回流质量,因此微间距产品得安装往往不使用HASL板。
深圳市福英达工业技术有限公司致力于生产用于微间距焊接的超微级(T6及以上)锡膏。福英达锡膏印刷性/点胶性优秀,粘度稳定,板上时间长,焊后能在PCB的焊盘上形成均匀且机械强度高的焊点。欢迎客户与我们联系合作。
审核编辑 黄宇
-
pcb
+关注
关注
4326文章
23159浏览量
399835 -
焊锡膏
+关注
关注
1文章
83浏览量
11058
发布评论请先 登录
相关推荐
SMT锡膏漏焊问题与改进策略

PCB为什么要做沉锡工艺?
SMT工艺流程详解
pcb板回流焊工艺详解
PCB喷锡工艺板:提升电子电路可靠性的关键
SMT锡膏钢网的清洗工艺主要有哪些?

激光锡焊工艺在PCB板镀金中的应用





 工商网监
工商网监
评论