 工业物联网是做什么的?
工业物联网是做什么的?
在当今这个数字化浪潮汹涌的时代,工业物联网(Industrial Internet of Things,简称IIoT)作为新一代信息技术与制造业深度融合的产物,正以前所未有的速度改变着传统工业的面貌,推动企业向智能化、高效化、绿色化方向迈进。
工业物联网不仅仅是技术的革新,更是企业实现数智化转型的重要驱动力,通过互联互通的方式,将各种工业设备、传感器、系统和人员紧密连接在一起,实现生产运营过程的全面数字化、智能化和自动化。
系统架构
工业物联网,利用物联网的核心技术,如传感器、通信技术、云计算和大数据分析等技术,将工业领域的各种设备、生产线、系统、人员、物料等要素连接起来,形成一个具有自组织、自检测、自优化、自维护等能力的智能化网络。实现设备之间的数据交互和协作。工业物联网通过连接和集成工厂设备、传感器、控制系统和企业级应用软件,将实时数据、操作状态和生产信息整合在一起,为企业提供智能化的生产和管理解决方案。互联互通,使得工业生产过程中的数据采集、处理、分析及反馈更加精准高效,从而推动企业的数智化转型。
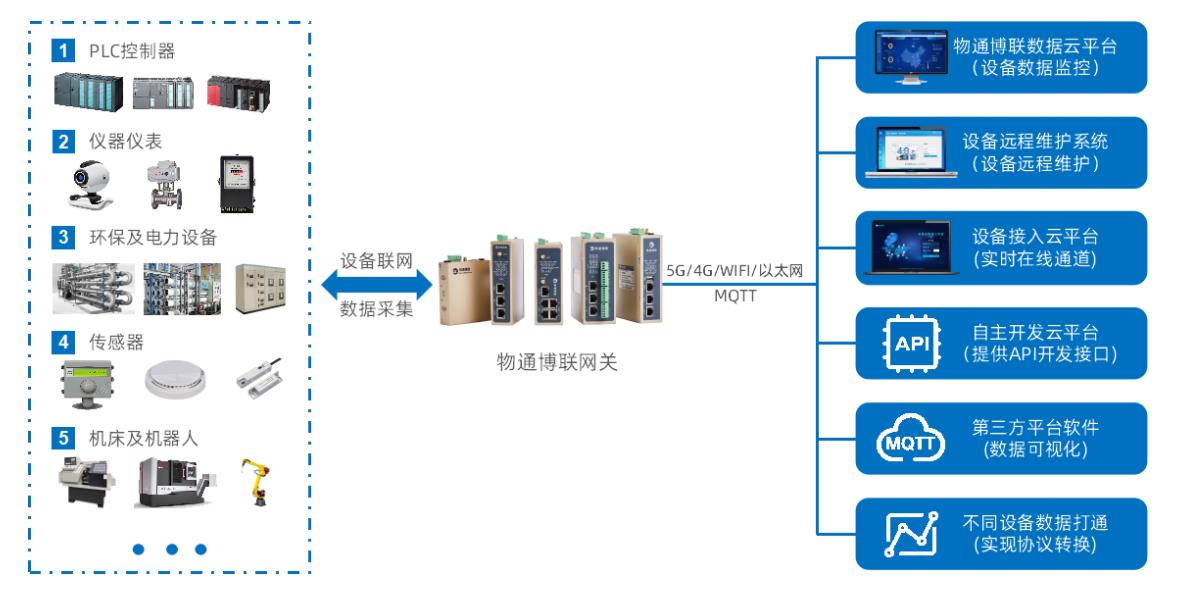
1.感知层:工业物联网的基础,通过各种传感器、RFID标签、摄像头等感知设备,实时采集生产现场的数据,具备微型化、智能化、低功耗与能量获取等特性,适应工业生产环境的复杂性和多样性。
2.网络层:负责将感知层收集的数据通过无线网络、有线网络或混合网络传输至处理中心,实现数据的互联互通。
3.平台层:作为数据处理和分析的中心,平台层利用云计算、大数据、人工智能等技术,对数据进行清洗、存储、分析和挖掘,为上层应用提供智能决策支持。
4.应用层:面向用户的具体需求,提供各类工业应用服务,如智能控制、预测性维护、远程监控、能源管理等,实现工业生产的智能化升级。
应用场景
工业物联网的应用场景广泛而丰富,几乎涵盖了工业生产的每一个环节。在工厂车间,通过部署大量传感器、RFID标签、读卡器、人员定位信标等设备,企业可以实现对生产设备、物料、环境等全要素的实时监控与数据采集。结合大数据分析技术,企业能够精准掌握生产进度、设备状态、能耗情况等信息,从而优化生产流程,提高生产效率,降低运营成本。
1. 智能制造与智能工厂
在生产线上部署大量的传感器、RFID标签、智能仪表等设备,实现对生产过程的全面监控和数据采集。经过云计算平台的分析处理,可以实时调整生产计划、优化资源配置、预测设备故障,甚至实现自动化生产线的自主调度和决策。智能工厂则是这一理念的集中体现,利用物联网技术构建起一个高度灵活、可配置、自组织的生产系统,能够快速响应市场变化,实现个性化定制生产,显著提升产品竞争力和市场响应速度。
2. 预测性维护与设备管理
实时监测设备的运行状态、工作负荷、温度、振动等关键参数,利用大数据分析技术预测设备何时可能出现故障,从而实现预测性维护。维护方式可以大幅度减少设备停机时间,提高生产效率,同时降低维护成本。帮助企业对设备进行远程监控和管理,实现设备的智能化调度和优化使用。
3. 供应链管理与物流优化
在货物、运输工具及仓储设施上安装物联网设备,可以实时追踪货物的位置、状态及运输环境,实现供应链的透明化管理。这不仅有助于企业快速响应市场需求,减少库存积压,提高物流效率,降低运输成本。同时,帮助企业对供应链风险进行预警和评估,确保供应链的稳定性和安全性。
4. 能源管理与节能减排
在工厂、车间乃至单个设备上安装能耗监测传感器,可以实时采集能耗数据,并进行深入分析和优化。企业可以根据数据分析结果调整生产计划、优化设备运行参数,实现能源的精细化管理。支持智能电网的建设,实现电能的智能分配和调度,提高能源利用效率,减少能源消耗和排放,推动绿色低碳发展。
5. 安全监控与应急响应
在关键区域部署视频监控、入侵检测、环境监测等物联网设备,可对生产现场的全面监控和预警。一旦发生异常情况,系统能够立即触发报警机制,并将相关信息推送给相关人员,以便迅速采取应对措施。支持与自动化控制系统联动,实现紧急情况下的自动停机、疏散等安全措施,保障人员和设备的安全。
6. 质量控制与追溯
在生产线上部署质量检测传感器和RFID标签等设备,对原材料、半成品和成品的全程质量监控和追溯。当发现质量问题时,可以迅速定位问题源头,追溯产品批次和流向,及时采取措施防止问题扩大。这种追溯机制不仅有助于提升产品质量和客户满意度,在发生召回事件时迅速响应,减少损失。
工业物联网作为新一代信息技术与制造业深度融合的产物,从智能制造到供应链优化,从能源管理到安全监控,正以前所未有的速度改变着传统工业的面貌,推动制造业向更加智能、高效、绿色的方向发展。
审核编辑 黄宇
-
物联网
+关注
关注
2916文章
45259浏览量
380476 -
数字化
+关注
关注
8文章
8976浏览量
62521
发布评论请先 登录
相关推荐
AI工作流自动化是做什么的
请问DAC8814中的Pin22,AgndF是做什么的?


工业物联网网关是什么?工业物联网网关的工作原理

工业物联网关在工业领域的功能和作用
静态路由在工业物联网中的应用







 工商网监
工商网监
评论