 选矿厂环境安全监测系统解决方案
选矿厂环境安全监测系统解决方案
随着采矿行业的快速发展,选矿厂作为矿产资源加工的重要环节,其生产过程中的环境安全与职工健康保护日益受到重视。
选矿过程中产生的粉尘烟雾、有毒有害气体等物质,若得不到有效控制,不仅会对生产现场造成严重威胁,还会影响到工作人员的身体健康。因此,建设一套科学、全面的环境安全监测系统,对于选矿厂的可持续发展至关重要。对此,数之能提供一套高效可靠的选矿厂环境安全监测系统解决方案。
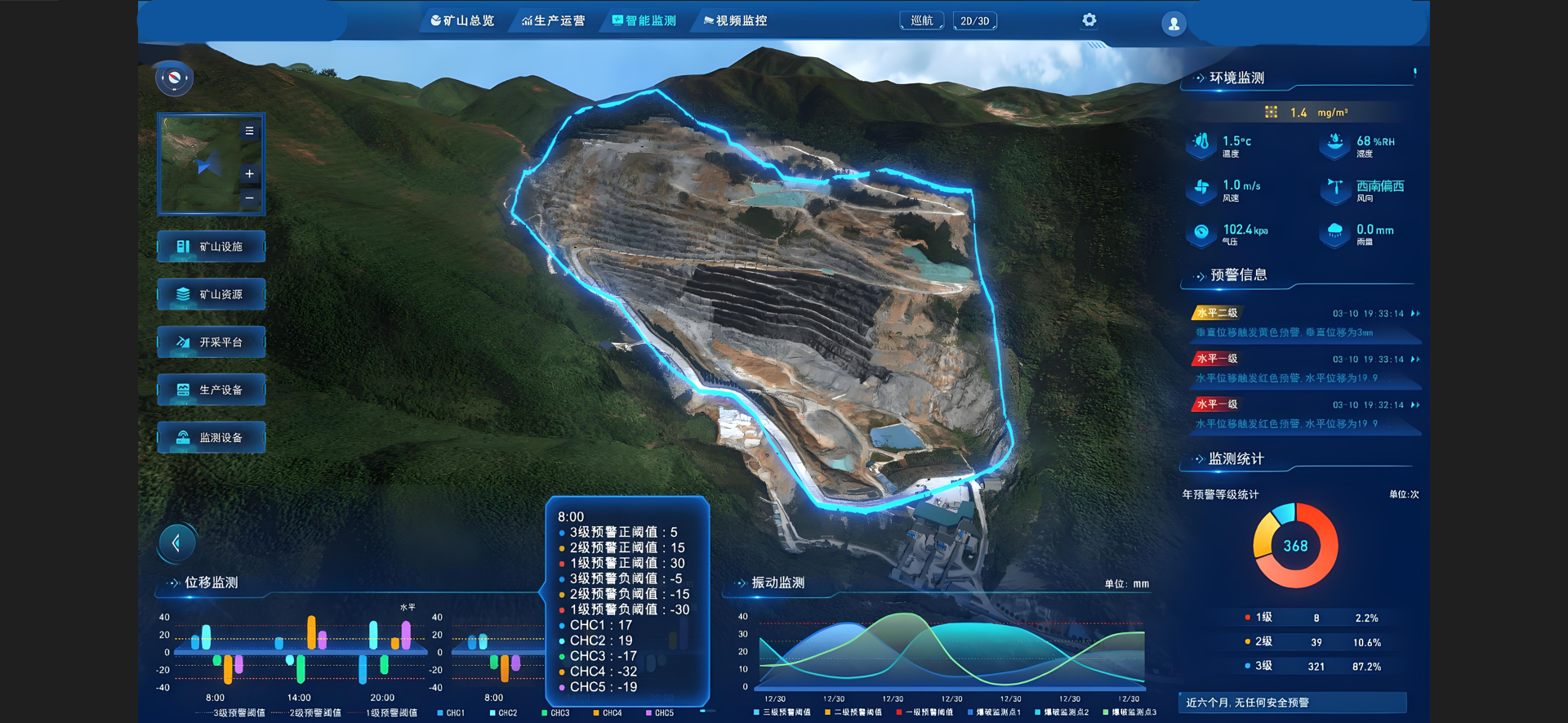
现场多个粉尘浓度传感器、烟雾传感器、有毒有害气体传感器等接入数之能数据中台,实时采集粉尘浓度、烟雾浓度、有毒有害气体浓度等数据并上传到选矿厂安全管理平台中,实现自动化的监控与异常告警,及时告警现场工作人员与远程管理人员,及时采取相关措施,确保生产安全有序进行。
用户设定告警阈值,就能在出现异常时自动通过声光灯、广播、微信、短信、邮件等方式快速示警,快速了解重要告警信息,紧急撤离或制动设备,第一时间保护人员安全与现场安全,避免引发重大事故与经济损失。
实施效益
提升环境管理水平:实时监测与预警机制,有效预防和控制环境污染,降低环保风险。
保障员工健康:改善作业环境,减少职业病发生,提升员工满意度和工作效率。
节能减排:通过精准监测与管理,优化资源利用,减少能耗和排放,实现绿色生产。
增强企业竞争力:符合环保法规要求,提升企业形象,增强市场竞争力。
审核编辑 黄宇
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
监测系统
+关注
关注
8文章
2768浏览量
81605
发布评论请先 登录
相关推荐
选矿厂污水处理设备远程监控智慧运维系统方案
和总溶固含量高等特点。如果这些污水没有经过处理就排放到外界环境中,就会破坏矿山生态环境,造成土壤、水体的生态污染,甚至危害到周边人民的安全。 因此,加强选矿污水的监管工作十分重要,污水
基于SX1281芯片的医疗环境监测方案
监测并优化环境条件,以保证患者的安全和健康。
为了满足这些需求,本方案推荐使用SX1281无线通信芯片,构建基于无线传感器网络的医疗环境监测
发表于 01-07 00:07
基于STM32单片机设计的矿山环境作业安全监测系统
本项目的开发提供一套高效、可靠的矿山环境作业安全监测解决方案,通过技术手段提升矿山安全管理效率,保障矿工的人身
隧道安全监测自动化系统解决方案
对隧道结构、环境及交通状况的全面、实时监测,为隧道的安全管理和高效运营提供了强有力的保障。以下将详细介绍隧道安全监测自动化

尾矿库环境监测物联网系统
和回水系统几部分组成。堆存系统负责接收和存储从选矿厂排出的尾矿和含有多种化学药剂的废水;排洪系统则包括截洪沟、溢洪道、排水井等设施,以确保在极端天气条件下,尾矿库的
养殖场环境安全和断电监测告警物联网系统解决方案
安全和设备用电稳定,成为管理人员注重解决的问题之一。 对此,数之能提供一套的养殖场环境安全和断电监测告警物联网系统
恒温仓库环境监测解决方案
在当今日益发展的物流仓储行业中,恒温仓库的环境监测与管理已成为确保产品质量和存储安全的关键环节。随着物联网、大数据等技术的不断发展,恒温仓库环境监测解决方案也日趋完善,为仓储行业带来了
智能防雷监测系统行业解决方案
防雷监测系统 的出现为防雷工作提供了更加精准和高效的解决方案。本文将详细介绍智能防雷监测系统的优势、作用、原理以及其在各行业的应用

水环境监测系统解决方案
提供水环境监测系统解决方案,实现水环境准确、及时的监测预警,为实时掌握水资源总体情况,制定切实合理的治理措施提供可靠数据支持。 水
工厂仓储环境监测解决方案
在当今的工业化进程中,工厂仓储环境对于企业的生产效率和产品质量至关重要。为了确保工厂仓储环境的稳定性和安全性,制定一套有效的环境监测解决方案
室外环境监测解决方案功能
,及时发布预警信息。 室外环境监测解决方案,通过对现场温度、湿度、光照、风向、风速、PM2.5、气压等参数的数据采集,将参数数据远至管理云平台,实现现场各个设备的数据实时监测。整套方案
知语云全景监测技术:现代安全防护的全面解决方案
防护的全面解决方案,凭借其强大的实时监测、智能分析、主动防御等功能,以及易于部署、易于管理的优势,正在为越来越多的用户所认可和应用。在未来,随着技术的不断进步和应用场景的不断拓展,知语云全景监测技术必将在网络
发表于 02-23 16:40





 工商网监
工商网监
评论