 如何根据加工需求选择合适的义齿切削机电主轴?
如何根据加工需求选择合适的义齿切削机电主轴?
在义齿加工领域,选择一款合适的电主轴是确保加工精度、提升生产效率及延长设备寿命的关键。随着CAD/CAM技术的飞速发展,义齿加工行业对加工设备的性能要求日益提高,尤其是电主轴作为核心部件,其性能直接影响整个加工流程的顺畅与否。目前速科德Kasite已经为CADCAM义齿加工设备厂家提供一系列适合于义齿切削机电主轴,既有异步电机4033、4061 HY,也有同步电机DS33 DC、4061 DC-S、6045 DC。那么对于这几款高速主轴,如何选型才能满足不同的义齿加工需求呢?
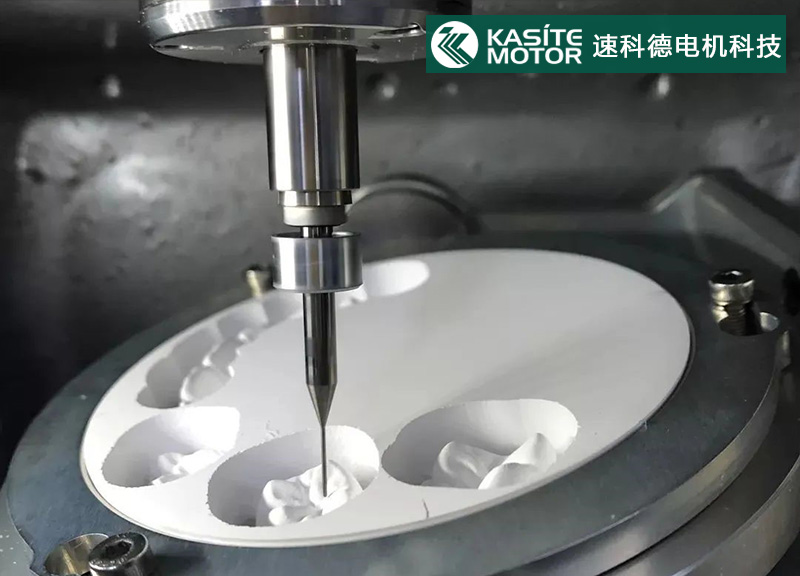 义齿切削
义齿切削一、加工精度要求的考量
义齿加工,尤其是精密义齿如种植体、牙冠等,对加工精度有着极高的要求。因此,在选择义齿切削机电主轴时,锥面跳动这一参数必须作为首要考虑因素。速科德提供的所有型号主轴均能保证锥面跳动≤1μm,远远超过了多数高精度加工的标准。
二、加工效率需求的匹配
加工效率是衡量电主轴性能的另一个重要指标。根据义齿加工的不同阶段和需求,选择合适的转速、功率和扭矩至关重要。
1.转速
对于需要快速切削和精细雕琢的工序,高转速的主轴能显著提升加工效率。速科德提供的义齿加工主轴均为高转速主轴。4033最高转速100,000 rpm,6045 DC最高转速80,000 rpm,DS33 DC/4061 DC-S最高转速60,000rpm,4061HY最高转速50,000 rpm,可根据需求选择合适转速的主轴。
2.功率和扭矩:
加工硬材料如钴铬合金、镍铬合金、钛合金时,高功率和大扭矩成为必要条件。4061 DC-S和6045DC以以其最大3,000W的功率脱颖而出,适合处理这些高硬度材料。
对于氧化锆陶瓷、玻璃陶瓷以及聚碳酸酯等材料的加工,4033、4061 HY、DS33DC提供了足够的动力和扭矩支持。
各型号主轴参数对比
 义齿切削机电主轴
义齿切削机电主轴三、冷却方式的选择
冷却方式直接影响义齿切削机电主轴的工作稳定性和寿命,是选型时不可忽视的一环。
1.外夹具冷却
对于一般加工场景,热量产生不是特别高且对冷却效果要求不极为严格的情况下,采用外夹具冷却方式的4033、4061 HY、DS33 DC、4061 DC-S是性价比较高的选择。它们以较低的成本实现了基本的冷却需求,适合大多数义齿加工任务。
2.内部喷雾冷却
长时间连续加工或加工高热量产生的材料时,内部喷雾冷却的6045 DC则展现出其独特优势。它能更直接有效地降低主轴温度,保护主轴免受高温损害,延长使用寿命,确保加工的稳定性和精度。
四、换刀方式的便捷性
所有提及的义齿切削机电主轴型号均支持压缩气自动换刀,这一设计大大简化了换刀流程,提高了生产效率。在义齿加工中,频繁换刀是不可避免的环节,因此,选择具备自动换刀功能的主轴,能够显著减少人工干预,降低操作难度,提升整体加工效率。
在为CADCAM义齿加工设备选择电主轴时,需综合考虑加工精度、效率、冷却方式及换刀便捷性等多方面因素。科学合理的选型是确保义齿加工质量、提升生产效率、降低运营成本的关键所在。
-
电机
+关注
关注
142文章
9023浏览量
145549 -
机电
+关注
关注
0文章
140浏览量
20259 -
主轴
+关注
关注
0文章
375浏览量
4345
发布评论请先 登录
相关推荐
牙齿雕刻机高速电主轴全解析
如何根据自身需求选择合适的PCB切割主轴品牌?
深圳恒兴隆机电|高光玻璃电主轴:精工细作,从电主轴开始.
深圳恒兴隆机电|高光玻璃电主轴:高效精密加工的新选择...
德国SycoTec义齿雕刻机主轴 助力高精密雕铣加工






 工商网监
工商网监
评论