 真空回流焊炉/真空焊接炉——新能源汽车的IGBT模块封装技术
真空回流焊炉/真空焊接炉——新能源汽车的IGBT模块封装技术
之前,我们在《真空回流焊炉(真空共晶炉)——IGBT功率器件焊接》一文中,提到了IGBT在很多领域方面都有应用,并且由于新能源的流行,加上新能源汽车对于高电压需求越来越大,IGBT成为了产品发展的焦点。今天我们就来着重探讨一下新能源汽车的IGBT模块封装技术。
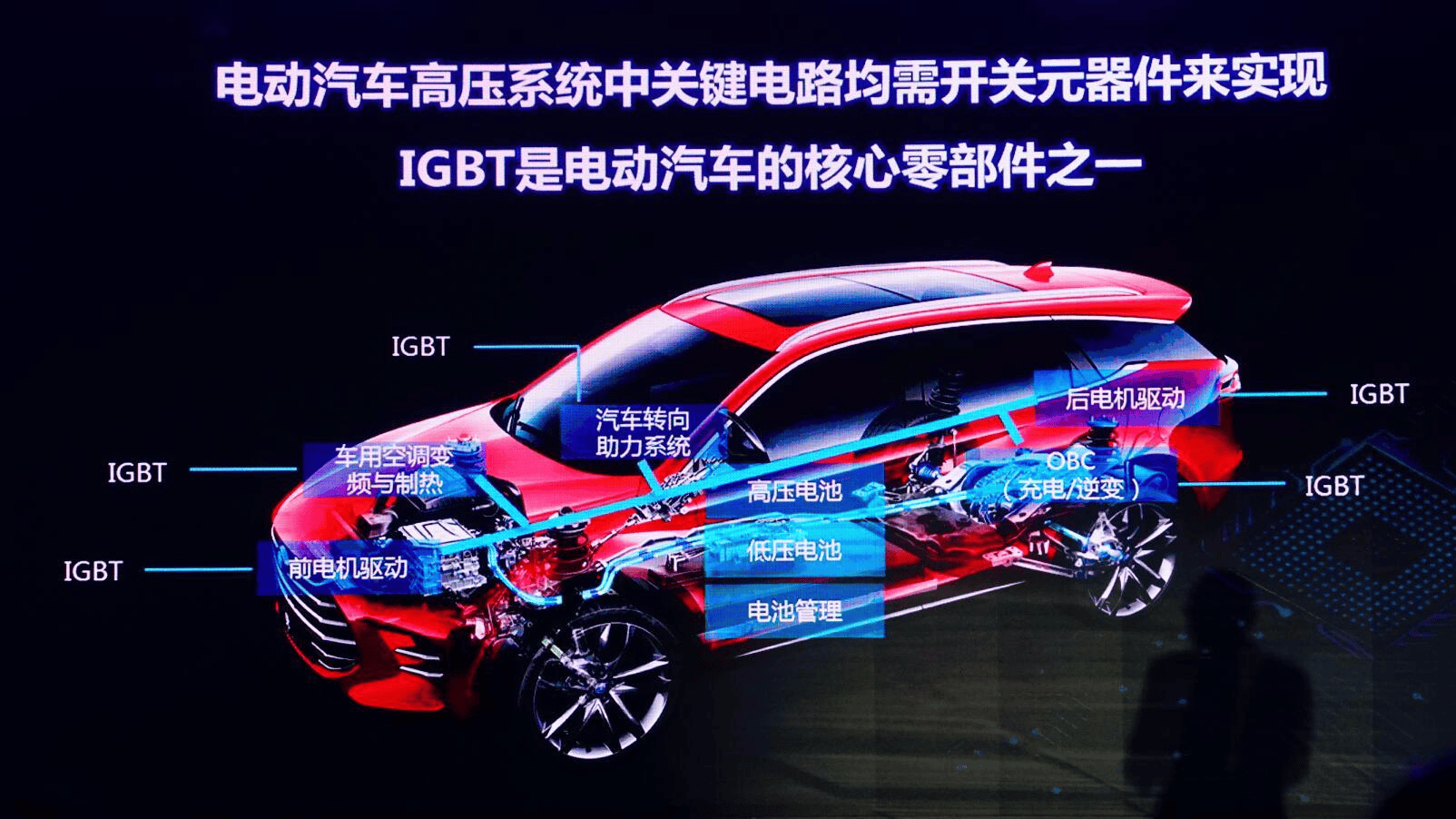 图1.电动汽车IGBT示意图
图1.电动汽车IGBT示意图与传统汽车相比,新能源汽车在功率密度、驱动效率方面都具有更高的要求。在运行过程中,如果启动频次过多,流过IGBT模块的电流会急剧增加,从而产生较高的温度;车辆长时间放置后突然启动也会使IGBT模块温度出现变化,从而影响使用寿命;如果行驶路面凹凸不平产生颠簸,还会使IGBT模块受到振动。需要注意的是,如果使用的是永磁同步电机,还可能会发生电机堵转的情况,这也会造成流经IGBT模块的电流急剧增加。因此新能源汽车的IGBT模块封装技术非常具有调战性。
IGBT模块封装是在集成半导体分立器件的基础上,在模块内部完成封装, 并实现多种功能,包括机械支撑、散热通路、外部环境保护等。IGBT 模块内部通常包含半导体芯片、散热基板、 键合线、功率引出端子、焊接层以及封装管壳等多层结构材料。为提高电流承载能力,满足汽车的能源需求,半导体芯片往往以并联形式连接,并基于引线键合的方式在芯片上表面实现电气互连, 基于焊接的方式使芯片下表面与绝缘陶瓷衬板相连。
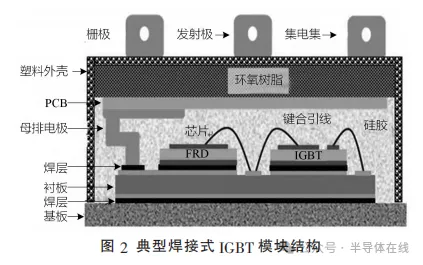 图2.典型焊接式IGBT模块结构
图2.典型焊接式IGBT模块结构封装是IGBT生产过程中较为关键的一步,而封装技术的重点在于焊接与键合。
焊接技术
焊接主要分为软钎焊技术和低温连接技术。软钎焊接技术主要利用真空回流焊/真空共晶炉连接各种电气元件,如半导体芯片、陶瓷衬板和基板等。在软钎焊接过程中,常用的焊料包括 AnSn、SnPb、PbSnAg 等,焊料常用焊膏或焊片的形式。使用焊膏焊接时,需要加入助焊剂,并在焊接完成后进行清洗处理,但这种方式容易受到潮湿环境的影响。相比之下,使用焊片焊接通常无需助焊剂, 焊接完成后也不需要清洗,焊层更均匀,但这种方法所需的焊接设备较为复杂,焊接时需要使用特制的夹具来定位焊片和焊接件。现阶段软钎焊接技术的发展趋于成熟稳定,在IGBT模块封装的应用较为广泛。
SiC模块出现后,对焊接技术的要求更加严格了,因此需要更加有效地提高焊接工艺可靠性,所以出现了低温连接技术。低温焊接技术代表为银烧结工艺,由于银的熔点在900℃以上,针对银烧结层时工作温度最高可以控制在700℃左右。与普通软钎焊层相比,银烧结层的厚度更薄,仅为普通焊层的50%~80%左右,且具有5倍左右的高电导率、高热导率,所以银烧结层同时具有良好的功率循环能力和温度循环能力。但由于实施难度较大,工艺参数难以摸索,且设备、银粉成本较高,因此总的来说低温连接技术并不如软钎焊技术应用广泛。
键合技术
介绍完了焊接技术,我们再来探讨下封装技术中的第二个重点——键合。IGBT模块内部存在许多并联连接的芯片,其上方发射极与二极管芯片阳极连接,两者连接方式以引线键合为主。半导体芯片、绝缘衬板以及个别功率端子的连接也采用键合线的形式,并通过引线键合作用形成完整的电路结构。
键合线种类众多,有铜线、铝线、铜包铝线等等。由于成本较低的原因,铝线键合工艺的应用较为广泛,但是铝本身的热学特性、导电性能较差,在热碰撞性能上,铝线难以与半导体芯片相匹配,会出现热应力聚集,可能导致键合线开裂和IGBT模块失效。虽然可以通过优化键合线形状、完善键合工艺参数等方式来提高IGBT模块的可靠性,但提升效果也有限,难以满足部分高功率新能源汽车的电驱动系统的要求。
与之相比,铜线的力学特性、热学特性、电学特性均优于铝线,用铜线进行键合,可靠性更高。特别是在功率密度、散热效率较高的功率模块上采用铜线键合时,能有效提升功率循环能力。但是铜线无法与铝金属化层为基础的半导体芯片良好匹配,往往需要运用电镀、气相沉积等方式对铜金属化处理,使半导体芯片表面适应铜线键合,这也加大了工艺的复杂性。铜的硬度和杨氏模量相较于铝都更大(注:杨氏模量是描述固体材料抵抗形变能力的物理量,又称拉伸模量,是弹性模量中最常见的一种),为了保证键合的效果,对超声能量的要求更高,这难免会损伤超薄型的IGBT芯片,甚至可能导致芯片内部结构被损坏,因此铜线键合仍然具有一定的技术壁垒。
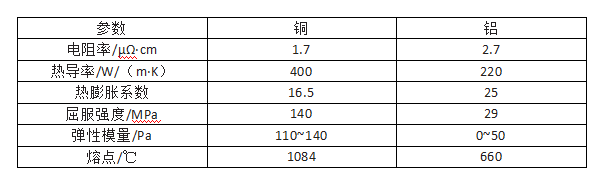 图3.铝线和铜线键合性能对比
图3.铝线和铜线键合性能对比通过对封装工艺中的两大关键技术——焊接、键合的分析可看出,新能源汽车的IGBT模块封装技术非常具有挑战性,在芯片技术成熟发展的背景下,芯片的热功率密度会越来越大,因此需要不断改进IGBT模块的封装技术,以此来提高芯片焊接的可靠性,降低热阻,封装技术探索的道路任重道远。
关于新能源汽车的IGBT模块封装技术的介绍就到这里,若有不当之处欢迎各位朋友予以指正和指教;若与其他原创内容有雷同之处,请与我们联系,我们将及时处理。我司的氮气真空炉/甲酸真空炉可满足IGBT模块封装的要求,同时搭载我司持有的“正负压焊接工艺”专利,对于低温焊片、锡膏,空洞率可以做到≤1%,如您感兴趣,可与我们联系共同讨论,或前往我司官网了解。
 图4.IGBT带工装展示
图4.IGBT带工装展示
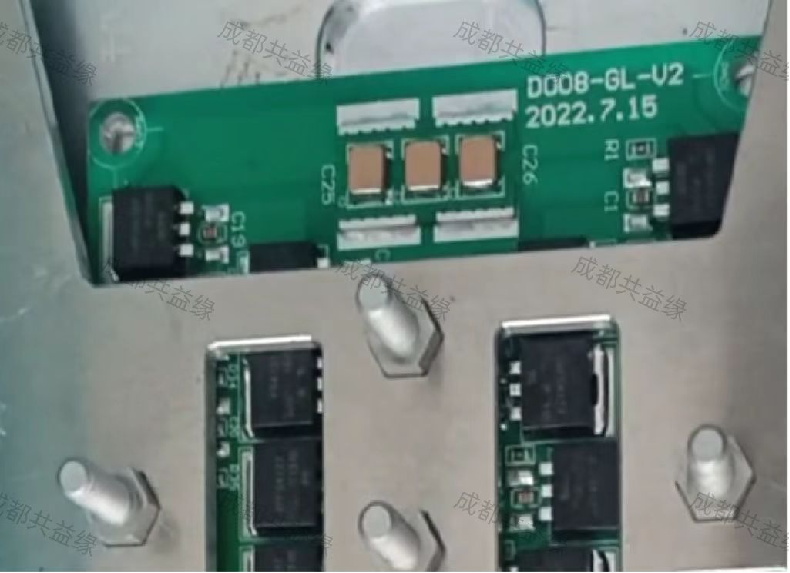 图5.图6.焊接后外观饱满、圆润
图5.图6.焊接后外观饱满、圆润成都共益缘真空设备有限公司
-
新能源汽车
+关注
关注
141文章
10502浏览量
99398 -
IGBT
+关注
关注
1266文章
3786浏览量
248819 -
回流焊
+关注
关注
14文章
466浏览量
16740
发布评论请先 登录
相关推荐
真空回流焊炉/真空焊接炉——正压纯氢还原+燃烧装置
还原性气氛助力真空共晶炉:打造高品质焊接的秘诀

真空共晶焊炉升降温斜率:科技制造的新篇章


真空回流焊炉/真空焊接炉——新能源充电模块焊接

真空焊接炉的焊料选择之铟银共晶焊料
真空回流焊炉/真空焊接炉——IGBT功率器件焊接

SP-WROOM-02模组可以通过回流焊炉送两次吗?
如何解决真空回流焊炉、氮气真空炉焊接过程中的锡珠问题

你所不知道的真空回流焊十大优点,最后一个太意外!


介绍三种SMT焊接工艺:回流焊、波峰焊、通孔回流焊
igbt真空回流焊空洞问题
回流焊炉选购指南:这些国内厂家为何能脱颖而出?






 工商网监
工商网监
评论