 SMT工艺分享:0.4mm间距CSP
SMT工艺分享:0.4mm间距CSP
随着后摩尔时代的到来,电子元器件逐渐向小型化,结构复杂化,功能集成化方向发展。激光焊接以其非接触,选择性局部加热和高精度的独特优势而成为改进焊接工艺的宠儿。可以知道的是激光焊接可以解决传统回流焊中精度难以提高,小批量生产成本高的问题。由于金属间化合物对焊点可靠性起到至关重要影响,因此研究者们急于发现激光焊接对焊点金属间化合物演变的影响。
工艺原理
CSP(Chip Scale Packag,芯片级封装)焊端为ф0.25m球、有少许的空间吸纳熔融焊锡,同时,由于焊膏先融化、焊球后融化的特性,一般情况下不会出现桥连的问题,主要问题是印刷少印而导致球窝、开焊等现象,因此,0.4mm间距CSP的印刷目标是获得足够的焊膏量。
基准工艺
(1)模板厚度0.08mm,模板开口ф0.25mm
(2)推荐采用 FG 模板。
接受条件
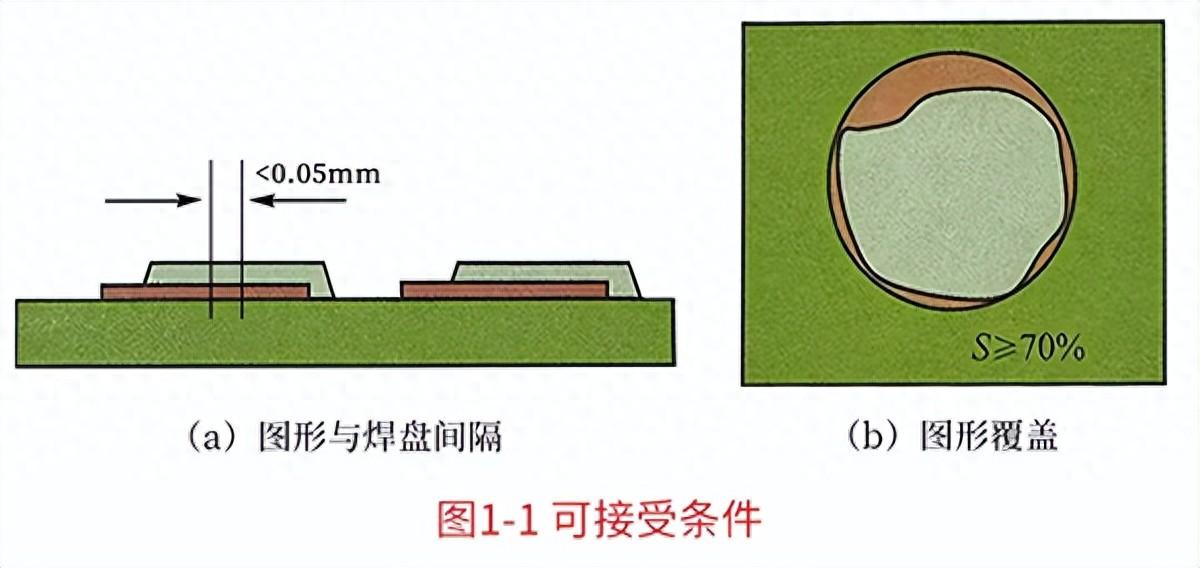
可接受条件
(1)焊膏图形中心偏离焊盘中心小于0.05mm,如图8-52(a)所示
(2)焊膏量为 75%~125%(采用 SPI)。
(3)焊膏覆盖面积大于或等于模板开口面积的70%,如图8-52(b)所示。
(4)无漏印,挤印引发的焊音与焊盘最小间隔大于或等于0.5mm
图源自:(SMT工艺不良与组装可靠性书籍)
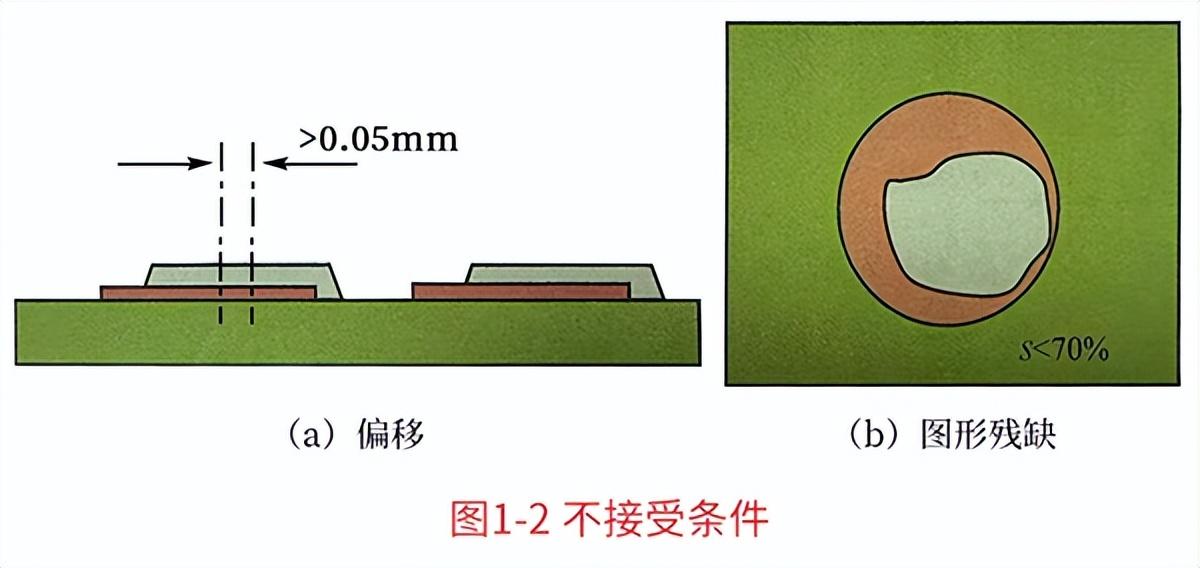
不接受条件
(1)图形中心偏离焊盘中心大于 0.05mm,如图8-53(a)所示。
(2)焊膏量超出 75%~125%范围(采用 SPI)。
(3)图形覆盖面积小于模板开口面积的 70%,如图8-53(b)所示。
(4)焊膏漏印、严重挤印与拉尖。
注明:资料来源贾忠中著《SMT工艺不良与组装可靠性》第2版
审核编辑 黄宇
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
smt
+关注
关注
40文章
2899浏览量
69213 -
CSP
+关注
关注
0文章
124浏览量
28082
发布评论请先 登录
相关推荐
SMT工艺流程详解
面贴装技术(SMT)是现代电子制造中的关键技术之一,它极大地提高了电子产品的生产效率和可靠性。SMT工艺流程包括多个步骤,从PCB的准备到最终的组装和测试。以下是SMT
μBGA、CSP在回流焊接中冷焊率较高的原因
在回流焊接过程中,对于密脚(间距≤0.5mm)的μBGA、CSP封装芯片来说,由于焊接部位的隐蔽性,热量向焊球焊点部位传递困难,存在冷焊发生率较高的风险。在相同的峰值温度和回流时间条件下,与其
请问LM48512中间4PIN的线怎么走出来的?
有谁知道LM48512中间4PIN的线怎么走出来吗?走线的话太细,焊盘与焊盘间才0.25mm间距走线不出来。如果打过孔也才0.5mm的间隙连0.4mm的过孔都打不了。不知道怎么操作好
发表于 10-16 08:03
0.4mm层叠封装(PoP)封装的PCB组装指南,第二部分
电子发烧友网站提供《0.4mm层叠封装(PoP)封装的PCB组装指南,第二部分.pdf》资料免费下载
发表于 10-15 11:33
•0次下载

求助,关于AFE031电话双绞线传输应用相关问题求解
1)是否有应用于电话双绞线(0.4mm线径)上传输的案例?
2)在电话双绞线(0.4mm线径)上最大波特率是多少?
3)在电话双绞线(0.4mm线径)上最大传输距离是多少?
4)在电话双绞线(
发表于 07-30 07:00
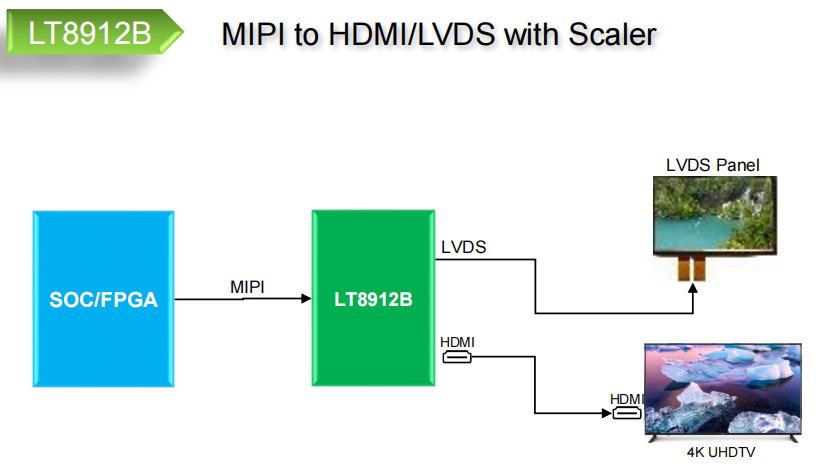
关于国产芯片LT8912B
数据通道1.5Gbps,最大输入带宽6Gbps。
2、LT8912T采用先进的CMOS工艺制造,采用0.5mm间距封装的12mm x 12mm

浅谈BGA、CSP封装中的球窝缺陷
随着BGA、CSP封装器件向密间距、微型化的方向发展,无铅制程的广泛应用给电子装联工艺带来了新的挑战。球窝(Pillow-head Effect)缺陷是BGA、CSP类器件回流焊接中特
SMT贴片焊盘设计要求
设计过程中使用标准的PCB封装库。 2、有焊盘单边最小不小于0.25mm,SMT贴片加工的焊盘直径不能超过元件孔径的3倍。 3、相邻焊盘的边缘间距需要保持在0.4mm以上。 4、PCB
为何SMT贴片中,需结合使用锡膏与红胶工艺?
面则在上方。如果表面贴装的元器件尺寸过小、间距过窄,那么在过波峰上锡时,会造成锡膏相连,从而导致短路。因此,在采用红胶工艺时,必须确保元器件尺寸足够大,间距不宜过小。
三、SMT锡膏
发表于 02-27 18:30
SMT红胶贴片工艺的独特特性介绍
SMT红胶贴片加工一般是针对电源板采用的工艺,因为SMT贴片红胶工艺加工的产品,要求SMD贴片元件都需要在0603以上才能进行批量生产。
SMT是什么工艺 smt有几种贴装工艺
SMT,即表面贴装技术(Surface Mount Technology),是电子产品制造中常用的一种工艺。它通过将元器件直接焊接在印刷电路板(PCB)表面,以实现元器件的快速贴装和容量效应的提高






 工商网监
工商网监
评论