 简述光刻工艺的三个主要步骤
简述光刻工艺的三个主要步骤
“光刻作为半导体中的关键工艺,其中包括3大步骤的工艺:涂胶、曝光、显影。三个步骤有一个异常,整个光刻工艺都需要返工处理,因此现场异常的处理显得尤为关键”
01—光刻前处理
晶圆在光刻前需要做一些特殊处理,比如一些镀膜后的wafer,一些工厂是要求特定时间内完成光刻,减少在工艺外表面的污染。
另外我们知道晶圆表面有一定的表面状态,会影响成膜的效果,可以参照文章:wafer表面的亲水性和疏水性会影响什么
常见的硅片是比较容易吸附潮气的,就是亲水性,也称为水合作用,但是对于光刻,具有干燥成疏水性的表面十分重要。上一步完成工艺之后尽快光刻,另外保持车间相对湿度低于50%。
涂胶前先进行脱水烘烤,200℃~500℃烘烤,有条件的在氮气条件下烘烤。
常见的光刻胶一般在涂胶前还需要涂一层HMDS,HMDS的涂胶方式有很多,常用的气相底膜涂胶,在一个密闭的腔体内,200℃~250℃下30s完成,HMDS呈雾状形成一层薄薄的基底膜,提高光刻胶和wafer的粘附力。
HMDS工艺结束之后,就完成了涂胶前的准备工作。
02—光刻涂胶
接下来就是涂胶,涂胶需要根据光刻胶的特性进行设定,可以参考光刻胶的说明文件:光刻胶的主要技术参数
涂胶工艺根据不同的晶圆和光刻胶,出来的效果也是很多不同,常见的几种异常:
| 问题1:表面出现气泡 | |
| 可能原因:滴胶时胶中带有气泡 | |
| 喷嘴尖端切口有问题或带刺 | |
| 问题2:四周呈现放射状条纹 | |
| 可能原因: | |
| 胶液喷射速度过高 | |
| 设备排气速度过高 | |
| 胶涂覆前静止时间过长 | |
| 匀胶机转速或加速度设置过高 | |
| 片子表片留有小颗粒 | |
| 胶中有颗粒 | |
| 问题3:中心出现漩涡图案 | |
| 可能原因: | |
| 设备排气速度过高 | |
| 喷胶时胶液偏离衬底中心 | |
| 旋图时间过长 | |
| 加速度过高 | |
| 问题4:中心出现圆晕 | |
| 可能原因: | |
| 不合适的托盘, | |
| 喷嘴偏离衬底中心 | |
| 问题5:胶液未涂满衬底 | |
| 可能原因: | |
| 给胶量不足 | |
| 不合适的匀胶加速度 | |
| 问题6:出现针孔现象 | |
| 可能原因: | |
| 空气中粉尘 | |
| 光刻胶内存在颗粒或气泡 | |
| 衬底上存在颗粒 |
很多情况下多是出现上图这种形状,就是局部涂胶厚度异常,一般是偏薄,出现这种情况一是可能表现有颗粒,二是旋转涂胶时发生异常,可以调节转速和加速度。三是检查一下光刻胶是否存放过期。
滴胶也分为几种,有静态涂胶、一般适合黏度较低的胶水,有边旋转边涂胶。
静态涂胶后,硅片先低速旋转,光刻胶覆盖到边缘之后,加速到设定转速, 一般2500~4000rpm。另外动态滴胶,100~200rpm的转速边转边滴胶。采用动态滴胶不需要很多光刻胶就能润湿(铺展覆盖)整个基片表面。尤其是当光刻胶或基片本身润湿性不好的情况下,动态滴胶尤其适用,不会产生针孔。滴胶之后,下一步是高速旋转。使光刻胶层变薄达到最终要求的膜厚,这个阶段的转速一般在1500-6000转/分,转速的选定同样要看光刻胶的性能(包括粘度,溶剂挥发速度,固体含量以及表面张力等)以及基片的大小。快速旋转的时间可以从10秒到几分钟。匀胶的转速以及匀胶时间往往能决定最终胶膜的厚度。
一般情况下,匀胶转速快,时间长,膜厚就薄。影响匀胶过程的可变因素很多,这些因素在匀胶时往往相互抵销并趋于平衡。
旋胶过程中,99%的光刻胶都会被甩掉,剩下的一层膜,通过旋转和空气流动,会挥发溶液,膜层变干,但是仍旧是黏黏的液体感的,此时不要碰到膜层。需要软烘,
另外一个影响成膜质量的因素,旋涂过程中cup内的气流。
很多旋涂机的cup都配有有机抽风,风力的大小会影响到成膜时光刻胶的涂覆状态。且风力大小也直接影响膜层干的速度,因此匀胶的时候,减小基片上面的空气的流动,以及因空气流动引起的湍流(turbulence),或者至少保持稳定也是十分重要的。
03—曝光
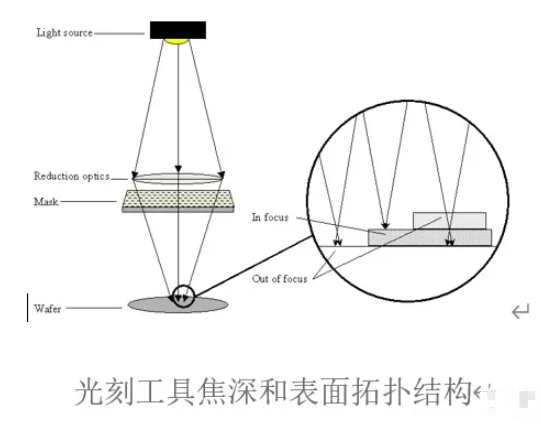
曝光相对来说工艺比较稳定,无非就是曝光剂量的问题,时刻监控光源的功率变化,适当缩短或者延长曝光时间。半导体光刻工艺及光刻机全解析
04—显影
显影工艺是比较关键的,不同光刻胶配合不同的显影液,还要前烘和后烘的条件。
最普通常用的正胶显影液是TMAH,目前0.26当量浓度的TMAH显影液成为工艺标准。TMAH具有很强的腐蚀性。
-
半导体
+关注
关注
335文章
27826浏览量
223852 -
晶圆
+关注
关注
52文章
4999浏览量
128414 -
硅片
+关注
关注
13文章
369浏览量
34779 -
光刻工艺
+关注
关注
1文章
30浏览量
1854
原文标题:光刻工艺之涂胶问题
文章出处:【微信号:dingg6602,微信公众号:芯片工艺技术】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
光刻工艺的基本步骤
光刻机工艺的原理及设备
光刻胶与光刻工艺技术
看懂光刻机:光刻工艺流程详解

EUV光刻工艺终于商业化 新一代EUV光刻工艺正在筹备
ASML是如何崛起的?半导体发展的三个历史阶段
知识分享---光刻模块标准步骤
划片机:晶圆加工第三篇—光刻技术分为三个步骤
光刻工艺中的测量标记
什么是光刻工艺?光刻的基本原理

光刻工艺的基本步骤 ***的整体结构图

光刻工艺的基本知识






 工商网监
工商网监
评论