 微电子封装中助焊剂的分析及激光焊锡技术的应用
微电子封装中助焊剂的分析及激光焊锡技术的应用
0 引言
在微电子封装领域,助焊剂扮演着不可或缺的角色,它直接影响焊接过程的效率和最终产品的质量。本文深入探讨了助焊剂的来源、功能及其在焊接中的关键作用,并对当前备受关注的“绿色”助焊剂进行了全面概述,包括无铅、低残留、低毒性、无卤素和无挥发性有机化合物(VOC)的特性。我们还将分析全球助焊剂的使用趋势,从传统的松香基助焊剂到现代的水溶性、免清洗和低固含量助焊剂。文章最后强调,尽管助焊剂对微电子封装至关重要,但目前尚无一种助焊剂能够满足所有应用需求,这要求我们在选择和应用助焊剂时必须考虑其特定环境和要求。
接下来的章节将详细讨论助焊剂在软钎焊中的作用机理、环保要求、全球市场概况以及激光锡焊技术的最新进展,为微电子封装行业的专业人士提供宝贵的参考和指导。
1 研究背景
在软钎焊中,助焊剂的作用不仅限于帮助流动,还包括辅助热传递、去除氧化物、降低表面张力和防止再氧化。这些作用可以概括为四个方面:辅助热传递、去除氧化物、降低表面张力和防止再氧化。助焊剂在化学反应中起到催化剂的作用,虽然不进入焊点,但对完成钎焊接头的速率和程度有着重要的影响。
助焊剂的常见组成包括活性剂(2%~5%)、溶剂(97%)(水+助溶剂)、表面活性剂(0.3%)、成膜剂(0.25%)和缓蚀剂(0.1%~0.2%)等。在工业应用中,助焊剂的性能需满足去除氧化物、防止再氧化、降低表面张力、促进焊料的润湿和扩展等要求,并具有适当的活性温度范围、良好的热稳定性、较小的表面张力、黏度和比重,以及易去除的残渣。此外,助焊剂的基本组分应符合环保要求,在常温下储存性质稳定,并达到或超过相关标准、行业标准或其他标准的要求。
2 环保助焊剂要点
2.1 无铅
在欧盟的RoHS和WEEE认证中正式提出了对六种物质(铅Pb、镉Cd、汞Hg、六价铬(Cr(VI))、多溴联苯(PBBs)、多溴二苯醚(PBDEs))的禁令。2011年12月1日在我国正式推广的国推RoHS认证也规定了这六种物质在中国的禁令。国推RoHS认证规定“无铅”的标准是含铅不大于0.1%。

与传统的锡铅焊料相比,无铅焊料由于熔点高,易氧化,润湿性差,要想获得与锡铅焊料质量相当的焊点,必须使用活性更高,热稳定性更好的新型助焊剂,因此需要对相应的助焊剂组成和焊接工艺进行重新设计。在工业生产中,可焊性和可靠性是评估无铅焊料的重要指标。现今常见的无铅焊料有SnAgCu等。
2.2 低残留、低毒性
免清洗助焊剂避免了使用CFC溶剂,减少了对大气臭氧层的破坏。这类助焊剂要求助焊剂残留物不腐蚀、不吸湿和不导电。
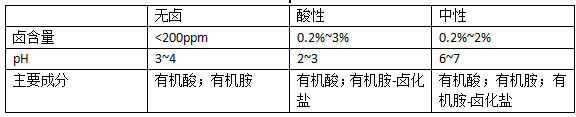
2.3 无卤
卤素化合物的使用会逐步引起电气绝缘性能下降和短路等问题,因此在2008.12起生效的IPC/J-STD-004B中,按不同物质和含卤素含量的多少将助焊剂分为十二类,其中小于0.05%(万分之五)视为无卤(不含卤素化合物),0.05%2.0%为高活性。这个标准可以将目前市售的所有助焊剂都涵盖其中,证明其分类的科学性。
2.4 无VOC
挥发性有机物(VOC)的使用不仅会导致气候变化,还会影响产品安全。限制VOC在助焊剂中的使用已经成为业界的共识,预计未来会有新的环保法规来规范VOC的使用。
除了以上四类物质,“绿色”助焊剂还要求无松香、高效、水性基体等方面,这里不一一展开。总的来说,“绿色环保,节能低碳”是助焊剂开发的总要求。具体来说,无松香,无卤素,无VOC,水基,免清洗助焊剂的开发与应用是当今微电子封装材料研究领域的一项重要任务。
3 全球范围内助焊剂使用的概况
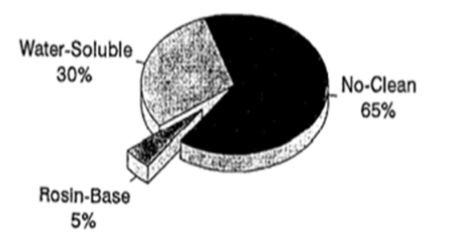
图1 全球范围内助焊剂使用的概况
图1所示为1990年代全球范围内助焊剂使用的概况,其中:松香基助焊剂(Rosin-Base)仅占5%,而水溶性助焊剂(Water-Soluble)的比例占30%,免清洗助焊剂(No-Clean)的比例高达65%。
3.1 松香基助焊剂

松香在是传统的电子工业中是作为助焊剂的关键组分。松香基助焊剂的主要组分为:松香酸含量80%~90%,海松酸含量10%~15%。但松香基助焊剂有无法忽视的缺点:松香是一种天然产品,起到助焊作用的主要是松香酸,但其酸值不确定;松香在焊接时会放出大量焊接烟尘,污染环境;其残留物不易除去,清洗用到的CFC会对大气臭氧层造成破坏。此外,美国的松香生产已从1962年的12.5万t下降至现今的1.5万t,松香的供应无法保证。因此有必要寻找松香型助焊剂的替代产品。
3.2 水溶性助焊剂

水溶性助焊剂主要有水溶性有机酸助焊剂(OA)和水溶性树脂助焊剂(SA)。水溶性助焊剂显著的特点是没有CFC和其他溶剂。相比于松香型助焊剂,其具有更加优良的焊接强度和熔融能力,且残留物可溶于水,易于除去。然而,水溶性助焊剂的残留物具有化学活性和腐蚀性,因此要彻底清洗。当水溶性助焊剂的残留物未能完全从线路板上除去时,会损害线路板长期运行的可靠性,且比松香型助焊剂的残留物损害更大。使用水溶性助焊剂时,要注意以下几点:焊接过程中应控制温度曲线;印刷过程中要保证间隔的时间最短;清洗过程应避免助焊剂卷入及残留物未能完全除去;如使用皂化剂或其他添加剂,须控制其质量和数量。此外,如需要可用中和、沉淀、分离控制来处理废水。
3.3 免清洗助焊剂和低固含量助焊剂

免清洗助焊剂是Montreal议定书颁布后开发出来的新型助焊剂。这类助焊剂有充足的活性来保证焊接质量,并且让焊接中没有焊球形成。其残留物量最少,且无黏性,因此不影响焊件检验。除此以外,残留物在温度、湿度下保持惰性,且无腐蚀性。免清洗助焊剂的例子有英国Multicore公司的X-32无渣助焊剂,其不含卤化物,无腐蚀性,可达到军用标准的清洁度要求,固含量约为3%。德国Stannol焊剂制造厂生产的Stannol “900-6”低固含量助焊剂是一种无卤素,无松香活化的水白色助焊剂,其固含量为6%,比重0.796,闪点13℃。
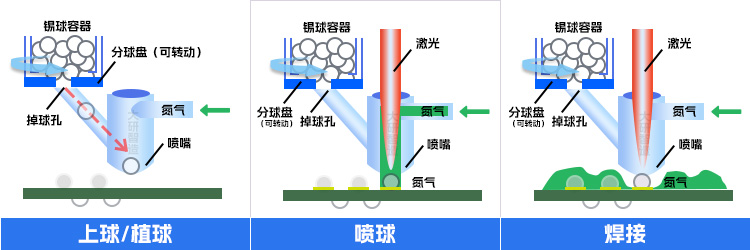
4 激光锡焊技术
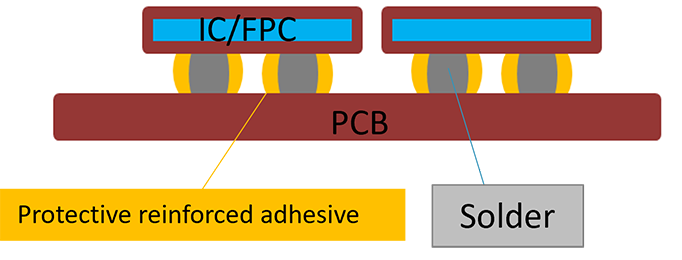
在软钎焊工艺中,助焊剂发挥着至关重要的作用,它通过去除焊点表面的氧化层、增强材料表面的润湿性、降低合金层的形成温度以及增加熔锡的铺展面积,从而确保焊接过程的质量和效率。传统钎焊工艺通常涉及助焊剂的添加和焊后清洗工序,以去除残留的助焊剂。然而,激光锡球焊接工艺采用无助焊剂的锡球作为焊接填充料,在保护气体的环境下进行焊接加热,确保钎料在焊接过程中无氧化,从而在材料表面实现良好的润湿。这种工艺不仅实现了产品焊后无残留助焊剂,还省去了焊后清洗工序,显著降低了生产成本。

激光锡球焊接作为一种精密加工技术,其优势在于单次焊接的钎料量稳定,焊点一致性高,每个焊点的钎料量偏差最小。结合CCD高精度定位和自动化生产方式,可以显著提高产品的生产良率和效率。此外,激光锡球焊接作为一种非接触式热源,能够实现传统方式难以达到的工艺要求,如非接触式加热、精确可控的工艺参数和良好的重复操作稳定性。激光的聚集效应使得热量集中,同时对焊点周边区域的热影响很小,有利于防止产品焊点周围结构的变形和损伤。
相较于传统的软钎焊工艺,激光软钎焊能够适应更广泛的焊点结构,减少人力消耗,并更好地适应不同类型产品的生产要求。激光软钎焊系统易于与不同类型的生产线结合,实现自动化生产,且能耗相对较低,更加符合智能制造的理念。





5结语
在微电子封装领域,助焊剂是确保焊接质量和效率的关键。随着环保和技术进步,行业趋向使用无卤素、低残留、免清洗、无/低VOC的“绿色”助焊剂,这些助焊剂既环保又提高了生产效率。选择合适的助焊剂时,必须平衡环保性能和成本效益。本文分析了助焊剂的多个方面,包括其来源、作用、环保要求,并综述了全球使用情况,指出没有一种助焊剂能满足所有需求,因此提供多样化的助焊剂选择是行业发展的关键。激光锡焊技术作为一种新兴技术,通过使用无助焊剂的锡球和保护气体,实现了焊接过程中钎料无氧化,提高了生产效率并降低了成本。助焊剂作为微电子封装行业的“催化剂”,其研发将继续朝着环保、高效、经济的方向发展,未来的研究将更加注重性能优化和环保标准的提升,以满足严格的工业要求,推动微电子封装技术的进步。
本文由大研智造撰写,专注于提供智能制造精密焊接领域的最新技术资讯和深度分析。大研智造是集研发生产销售服务为一体的激光焊锡机技术厂家,拥有20年+的行业经验。想要了解更多关于激光焊锡机在智能制造精密焊接领域中的应用,或是有特定的技术需求,请通过大研智造官网与我们联系。欢迎来我司参观、试机、免费打样。
审核编辑 黄宇
-
激光
+关注
关注
19文章
3249浏览量
64809 -
焊锡
+关注
关注
0文章
280浏览量
18283 -
助焊剂
+关注
关注
3文章
94浏览量
11276 -
微电子封装
+关注
关注
1文章
29浏览量
7100
发布评论请先 登录
相关推荐
半导体封装助焊剂Flux那些事
大研智造 激光焊锡机在电子制造业中的应用优势与行业前景
微电子器件无焊剂焊接:激光焊接的精密解决方案
大研智造激光焊锡机:电子制造业的微型焊接技术革新

大研智造 激光焊锡机:电子组件微型化与高密度焊接的解决方案
助焊剂的作用主要有哪些
激光焊锡技术:为数码电子产品微型化和高性能化提供焊接解决方案
军工电子制造的关键:激光焊锡技术深度解析
真空回流焊炉/真空焊接炉——浅谈无助焊剂焊接

晋力达分享:PCB板在波峰焊过程中助焊剂不能完全挥发的原因

PCBA的助焊剂残留有什么影响
详解水溶性助焊剂的分类及特点
SMT贴片助焊剂的特性有哪些?

揭秘:PCB电子激光焊锡技术的检测方法与应用范围
环氧助焊剂助力倒装芯片封装工艺





 工商网监
工商网监
评论