 哪些数字化技术适用于PMC解决库存管理中的信息不透明问题?
哪些数字化技术适用于PMC解决库存管理中的信息不透明问题?
信息不透明,往往源于各部门之间的数据孤岛,以及物料需求预测的不准确。当生产计划频繁变动,物料需求难以捉摸时,各部门间便容易陷入相互推诿、紧急催料的恶性循环。这不仅增加了沟通成本,还可能导致交货延迟、库存积压等问题,严重损害企业利益。
而数字化技术,以其高效、精准、智能的特点,为PMC库存管理带来了革命性的变革。通过引入ERP(企业资源计划)、MES(制造执行系统)等信息化系统,企业可以实现对生产计划的精准制定、物料需求的自动计算与跟踪。这些系统通过集成的方式,让采购、仓库、生产等部门能够实时共享数据,减少信息孤岛,提升决策效率。
大数据与AI
大数据分析和人工智能技术,更是为PMC库存管理插上了智慧的翅膀。通过对历史销售数据、市场趋势、库存水平等多维度信息进行综合分析,企业可以实现物料需求的精准预测。基于预测结果,制定科学合理的采购计划,避免过度采购或库存短缺的情况发生。这种基于数据的决策方式,不仅提高了库存周转率,还降低了库存成本,为企业带来了实实在在的效益。
物联网与智能设备
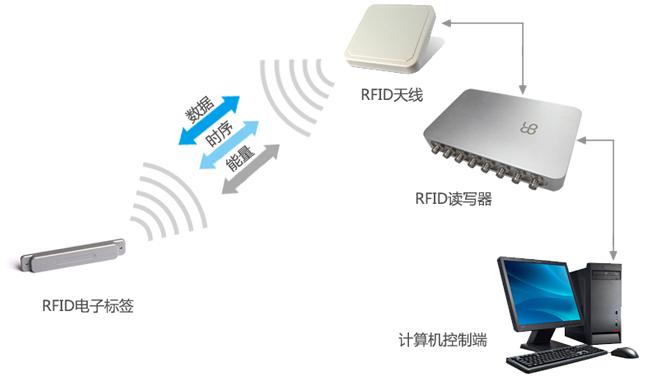
物联网技术的应用,则让库存管理变得更加智能和高效。通过智能设备和传感器,企业可以对生产过程进行实时监控和调度,确保生产过程的稳定性和可控性。同时,物联网技术还可以优化物料配送流程,减少物料在途时间和等待时间,提高物料周转率。这种智能化的管理方式,不仅提高了生产效率,还降低了生产成本和浪费。
跨部门协作与供应商管理
除了数字化技术的应用外,跨部门协作和供应商管理也是解决信息不透明问题的重要手段。通过建立定期的跨部门会议机制,共同解决物料供应中的瓶颈问题,企业可以打破部门壁垒,提升整体运营效率。同时,引入供应商管理系统(SRM),加强与供应商的沟通与合作,提升供应链的响应速度与灵活性。这种紧密的合作关系,不仅提高了供应链的稳定性,还为企业带来了更多的商业机会和利润空间。
总之,数字化技术为PMC库存管理带来了前所未有的变革和机遇。通过引入ERP、MES等信息化系统,利用大数据分析和人工智能技术实现精准预测和优化采购,结合物联网技术和智能设备进行实时监控和优化配送,以及加强跨部门协作和供应商管理,企业可以实现对库存管理的全面优化和提升。
审核编辑 黄宇
-
PMC
+关注
关注
0文章
89浏览量
15017 -
数字化
+关注
关注
8文章
8955浏览量
62477 -
数字化技术
+关注
关注
0文章
50浏览量
9617
发布评论请先 登录
相关推荐
高速数字化仪的技术原理和应用场景
如何利用数字化技术提高PMC管理的效率和准确性?
如何借助数字化技术打造PMC管理新模式
RFID技术在商用布草公司库存管理中的应用
数字化PMC:从概念到实践的飞跃
如何运用数字化技术弥补传统PMC的不足?
如何借助数字化技术实现PMC管理的升级与转型?
数字化物资管理系统的未来:RFID技术的创新应用

RFID技术助力资产信息数字化转型
数字化技术革新PMC管理,赋能企业高效运营新篇章
数字浪潮下的PMC管理革新:打造高效智能新模式
RFID资产管理系统、WMS、资产信息数字化管理及服装数字化转型
智能工厂核心功能系统-MES生产管理系统

什么是数字化工厂?数字化工厂的整体架构是什么?






 工商网监
工商网监
评论