 MR30分布式IO:石化行业的智能化革新
MR30分布式IO:石化行业的智能化革新
在浩瀚的工业领域中,石化行业如同一座巨大的化工厂,将自然界的原始资源转化为人们日常生活中不可或缺的各种产品。然而,随着生产规模的扩大和工艺复杂度的提升,石化行业面临着前所未有的挑战:如何在保证生产效率的同时,确保生产安全,减少环境污染,并实现可持续发展?
在这一背景下,明达技术MR30分布式IO模块以其卓越的性能和灵活性,正逐步成为解决石化行业痛点的关键钥匙,引领行业迈向智能化、高效化的新篇章。
行业痛点
石化行业生产环境复杂多变,高温、高压、易燃易爆等特性使得安全生产成为首要任务。传统集中式控制系统在应对大规模、分散式监控需求时,往往显得力不从心,数据传输延迟、系统稳定性不足等问题频发,严重制约了生产效率和安全水平。此外,随着环保法规日益严格,如何有效监测和控制排放,减少环境污染,也是石化企业必须面对的重要课题。
明达IO模块:精准施策

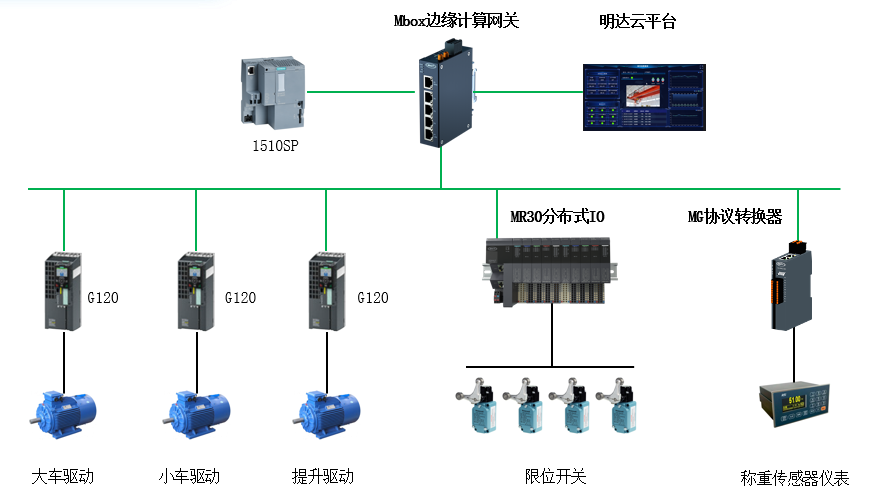
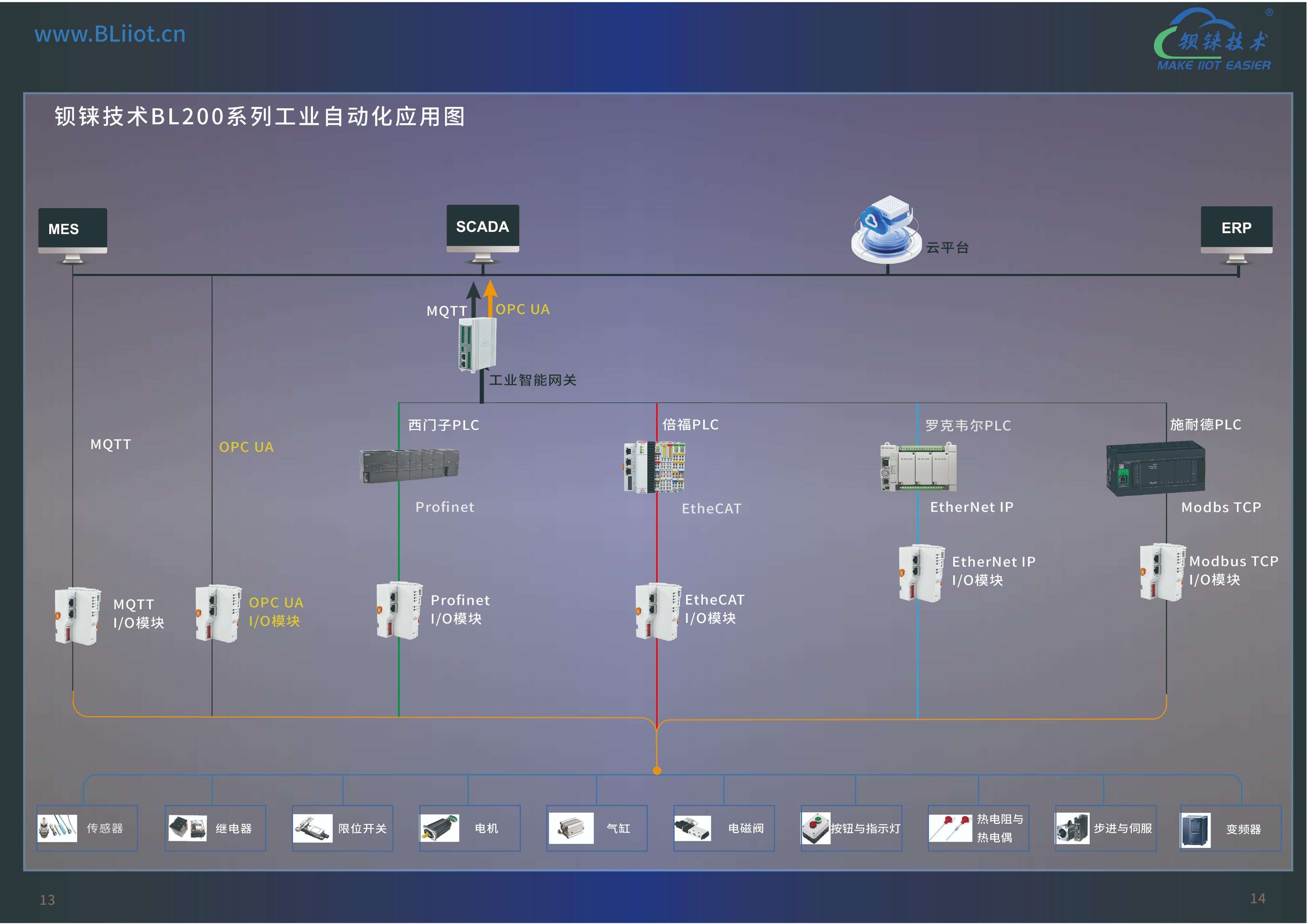
高效数据采集与传输:分布式IO模块通过在网络中分散部署,能够实现对现场设备的直接、快速连接,大幅缩短数据传输路径,减少延迟,确保实时性和准确性。
灵活扩展与系统可靠性:石化装置往往规模庞大,且需要频繁调整和优化。MR30分布式IO模块支持模块化设计,易于根据实际需求进行灵活扩展,降低了系统升级成本。同时,其分布式架构增强了系统的冗余性,即使部分模块出现故障,也能保证整体系统的稳定运行,进一步提升了生产连续性和可靠性。
环保监测与节能减排:借助高精度传感器和智能算法,分布式IO模块能够实时监测生产过程中的各项环保指标,如排放物浓度、能源消耗等,为精准环保管理提供数据支持,实现资源高效利用和废弃物最小化排放,助力石化企业实现绿色转型。
收益效果
采用MR30分布式IO模块后,石化企业不仅在生产效率、安全管理和环境保护方面取得了显著成效,还带来了长远的经济效益和社会效益。生产效率的提升意味着更高的产能和更低的单位成本;安全性的增强则减少了事故风险和损失;环保达标不仅符合法规要求,更为可持续发展奠定了坚实基础。
总结
明达技术MR30分布式IO模块作为石化行业智能化转型的重要推手,正以其实时性、灵活性、高可靠性等优势,逐一破解行业痛点,推动石化行业向更加智能、高效、绿色的未来迈进。
审核编辑 黄宇
-
智能化
+关注
关注
15文章
4809浏览量
55233 -
分布式IO
+关注
关注
0文章
60浏览量
7348
发布评论请先 登录
相关推荐
革新车间照明,分布式IO模块引领智能制造新纪元

分布式IO模块:智慧楼宇的“智慧眼”与“智慧手”

MR30分布式IO热插拔:智能时代的便捷与高效
革新汽车装配产线:MR30分布式IO模块引领智能制造新时代
工业4.0时代下的分布式IO模块

MR30远程IO模块:食品加工产线的高效革新者

分布式IO模拟量模块:多领域应用的高效能解决方案
明达MR30分布式IO在起重行业的应用
MR30系列IO——工业自动化的智慧纽带

革新锂电池PACK线:重塑生产效能新高度

探索分布式IO模块的介质冗余:赋能工业自动化的稳健之心

MR30分布式IO模块:革新纸巾包装,引领智能化绿色生产新纪元

引领未来工业脉搏,高端装备IO模块:智驭万物的关键力量!
远程IO与分布式IO的区别
激光焊接行业的智能化选择钡铼分布式IO





 工商网监
工商网监
评论