 大研智造 柔性印制膜太阳电池阵:激光焊锡技术与热适应性挑战
大研智造 柔性印制膜太阳电池阵:激光焊锡技术与热适应性挑战
0.引言
随着我国航天事业的多元化发展,对低成本微小卫星的需求持续增长。太阳电池阵作为卫星完成空间任务不可或缺的主要能源供应系统,正逐步向小质量、高柔性和高可靠性方向迈进。常规太阳电池阵主要采用铝蜂窝夹层结构的刚性基板来支撑太阳电池电路,其厚度一般达到 23mm 左右,并不适用于微小卫星。因此,针对微小卫星的应用需求,研究新型空间太阳电池阵势在必行。
利用印制电路板(printed circuit board, PCB)或者柔性印制电路(flexible printed circuit, FPC)可将太阳电池电路与基板集成为一体,能显著降低太阳电池阵的体积,在微小卫星上具有广阔的应用前景。目前,PCB 在立方星、微小卫星太阳电池阵上的应用较多,而对 FPC 的相关应用报道较少。
1.柔性印制太阳电池阵设计制作及仿真分析
1.1 柔性印制太阳电池阵设计
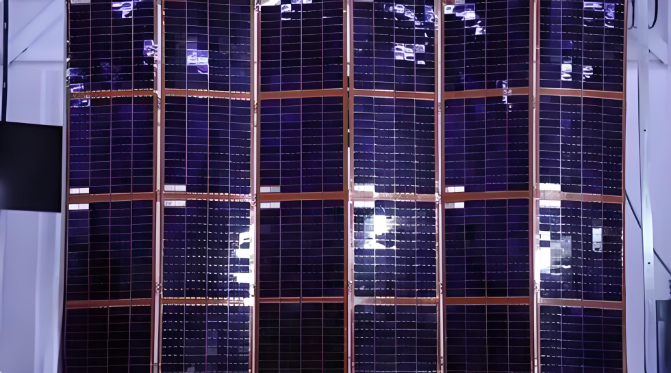
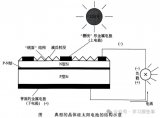
航天产品 PCB 的基板主要材料为 FR4 环氧玻璃板,其厚度一般为 1~4mm。国内九天卫星公司、南京理工大学以及西北工业大学等高校已经有多颗卫星在轨成功应用了 PCB 太阳电池阵。相比于 PCB,由正、背面 2 层带黏结树脂的聚酰亚胺(PI)薄膜压合覆铜层组成的 FPC 膜厚度仅 135μm,在体积要求严格的星体上更具应用优势。FPC 膜的结构设计如图 1 所示。
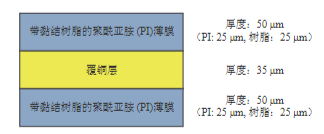
柔性印制太阳电池阵主要由太阳电池组件、FPC 膜和铝基板等组成。为承受卫星发射时严酷的力学环境,参考国内立方星 PCB 太阳电池阵的设计结构,先用结构胶将 FPC 膜背面与铝基板粘贴固连,再将太阳电池组件粘贴于 FPC 膜正面,然后将太阳电池组件与 FPC 膜焊接;接着将 FPC 膜弯折至铝基板背面,并完成基板背面隔离二极管、引出导线与 FPC 膜的焊接,再用螺钉将背面 FPC 膜与铝基板固连;最后完成引出导线与星体接插件的制作。柔性印制太阳电池阵的结构剖面如图 2 所示。
1.2 试验件焊接
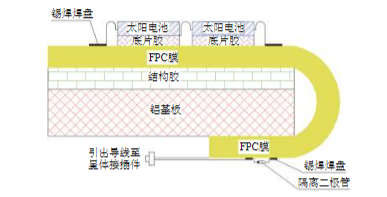
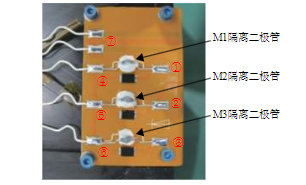
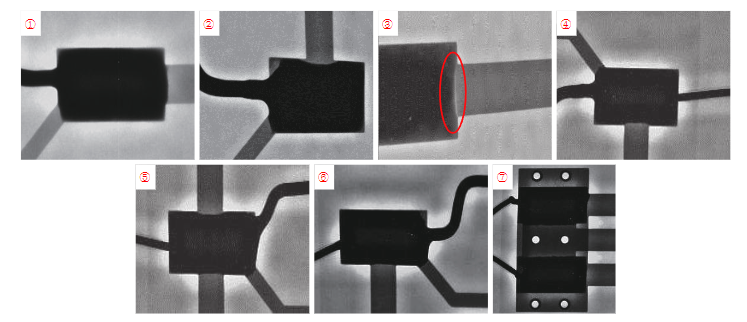
在弯折至铝基板背面的 FPC 膜上进行隔离二极管、肖特基二极管以及引出导线的焊接制作,并通过 4 个内六角螺钉将 FPC 膜与铝基板固定,试验件实物见图 3。图中:①~⑦为铝基板背面 FPC 膜上锡焊焊盘与覆铜层连接位置编号。
本次柔性印制太阳电池阵的制作中,激光焊锡技术展现出独特优势。其具有高精度的焊接能力,能够精准定位焊接位置,确保焊接的准确性。同时,激光焊锡的低热影响区特性,极大地减少了对 FPC 膜及周边元件的热损伤。与传统焊接方式相比,激光焊锡能够更高效地将焊料加热至熔化状态,实现快速焊接,且焊接质量稳定可靠。在焊接过程中,激光束的精准控制可有效避免对 FPC 膜上其他敏感元件的不良影响。此外,激光焊锡还可实现自动化焊接,提高生产效率,降低人工操作带来的误差。
为充分发挥激光焊锡技术的优势,在未来的柔性印制太阳电池阵制作中,可进一步优化激光焊锡的工艺参数,提升焊接质量和效率。同时,加强对操作人员的培训,提高其技术水平。此外,还可探索与其他先进制造技术的结合,如自动化生产线、机器人技术等,实现更加智能化的生产。
2.热循环试验考核
太阳电池阵在轨运行期间,将在真空环境下经历长期的高温、低温循环过程,因此需要进行热试验对其进行考核,以暴露产品的质量缺陷。单机级热试验包括热循环试验和热真空试验。热循环试验在常压环境下进行,传热方式以对流传热为主,相对于热真空试验具有效率高、成本低等优势。

从图 3 可以看出,在非光照条件下,太阳电池可视为 PN 结二极管,采用恒流源对太阳电池串通电后,电池呈现出红外发光二极管特性,此时恒流源采集到的电池串电压和电流如表 2 所示,3 串太阳电池组件电路均正常导通。
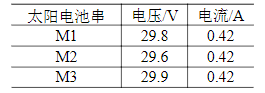
试验件高低温循环试验一共进行了 170 次循环,试验温度均在试验条件要求范围内。当高低温循环试验进行到 148 次时,太阳电池串 M3 的采集电压发生异常跳变(0~147 次循环的试验电压跳变范围为 27.4~35.4V),采集电压从 35.4V 变化至 30.1V 时突变为 49.3V,说明其最终为断开状态。
3.分析与探讨
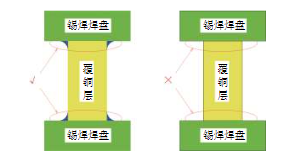
由于锡焊焊盘上存在隔离二极管管脚和焊料,属于硬态,而覆铜层属于软态,因此锡焊焊盘与覆铜层连接部位为软硬结合点,承受热应力的能力较弱。在长期高低温交变环境条件下,FPC 膜的形变剪切应力直接传递至锡焊焊盘与覆铜层连接处,较易造成 IMC 金属化合物层(Cu6Sn5、Cu3Sn,皆为柱状硬脆相)开裂。另外,弯折至基板背面的 FPC 膜锡焊焊盘区域没有黏结固定,FPC 膜在热环境中扭曲扰动可能造成焊盘与覆铜层连接处的锐角区域应力集中,而该区域无弧度设计释放应力,继而出现焊盘与覆铜层连接处损伤。结果在多次热循环过程中出现一种中间态:由于热胀冷缩效应,低温下焊盘与覆铜层连接导通,高温下焊盘与覆铜层断开;当循环次数积累至一定量时,最终焊盘与覆铜层连接处彻底断裂、无法恢复导通。
综上所述,针对柔性印制太阳电池阵的设计,还需从 FPC 膜的弯折半径、FPC 膜与铝基板的粘贴方式、锡焊焊盘与覆铜层的连接处减应力设计等方面予以改进,建议采用以下几项措施:
1)FPC 膜粘贴于基板上后,采用 X 光检查所有锡焊焊盘与覆铜层的状态,提前筛选出存在缺陷的产品;
2)参考 GJB 7548—2012《挠性印制板通用规范》中相关规定,在 FPC 膜弯折部位进行减应力加强设计,FPC 膜弯折半径应至少大于 FPC 膜本体厚度的 12 倍;
3)FPC 膜弯折至基板背面后,采用与正面一样的结构胶将其与基板粘贴牢固,以减少热应力影响;
4)参考 QJ 3103A—2011《印制电路板设计要求》中相关规定,为保证锡焊焊盘不受 FPC 膜弯折应力的影响,设计时应使锡焊焊盘远离 FPC 膜弯折处至少 2 倍铝基板厚度,且锡焊焊盘尺寸应比覆铜层的宽度更大;
5)FPC 膜上锡焊焊盘与覆铜层连接处的 4 个角应有弧度设计或采用黏性填充物等进行加强防护。
4.结束语
本文针对微小卫星的任务需求,设计柔性印制太阳电池阵,设计过程中充分考虑太阳电池阵在轨运行过程中长期处于恶劣的高低温交变环境中的热应力影响。通过热循环试验考核发现,所设计柔性印制太阳电池阵的 FPC 膜上锡焊焊盘与覆铜层连接部位受热应力的影响较大,存在锡焊焊盘与覆铜层断裂的风险,并提出针对性改进建议。后续还需进行深入研究,提高柔性印制太阳电池阵的环境适应能力。
本文由大研智造撰写,专注于提供智能制造精密焊接领域的最新技术资讯和深度分析。大研智造是集研发生产销售服务为一体的激光焊锡机技术厂家,拥有20年+的行业经验。想要了解更多关于激光焊锡机在智能制造精密焊接领域中的应用,或是有特定的技术需求,请通过大研智造官网与我们联系。欢迎来我司参观、试机、免费打样。
审核编辑 黄宇
-
激光
+关注
关注
19文章
3310浏览量
65129 -
太阳电池
+关注
关注
0文章
90浏览量
17155 -
焊锡
+关注
关注
0文章
299浏览量
18406
发布评论请先 登录
相关推荐
从“制造”到“智造”:大研智造激光锡球焊锡机如何定义焊接新范式?
降银耗新技术:银包铜浆料的低成本、高可靠性与环境适应性分析

大研智造激光焊锡机:助力智能录音笔焊接提升品质与效率的神器
天合光能TOPCon太阳电池效率达到26.58%
大研智造 激光焊锡机在电子制造业中的应用优势与行业前景
大研智造激光焊锡机:为BGA封装提供高效焊接的智能化选择
智能电能表制造革新:大研智造激光焊锡机技术的优势分析

大研智造激光焊锡机:NTC温度传感器制造的精密焊接技术
大研智造激光焊锡机:电子制造业的微型焊接技术革新

大研智造 激光焊锡机:电子组件微型化与高密度焊接的解决方案
大研智造 激光焊锡机技术:音圈喇叭制造的精密焊接解决方案





 工商网监
工商网监
评论