 制剂车间物联网系统建设方案
制剂车间物联网系统建设方案
近年来,国家和社会民众对医药行业的要求越来越高,医药生产的数字化、智能化成为行业发展的大趋势。传统的制药企业为了提升市场竞争力,通过自动化设备、物联网技术等逐步实现向智能制造的转型升级。
某制药企业制剂车间要求提升设备联网率与管理水平,实现OT/IT深度融合与数据互联互通,从而达到提升管理水平,提高产品质量和生产效率的目的。车间现场涉及投料、混合、制粒、包装、封箱等多个环节,同时还有码垛、仓储等设备。这些设备处于数据孤岛,设备和生产数据无法统一采集,加上手工录入的局限性,导致相关决策往往滞后甚至是错误。

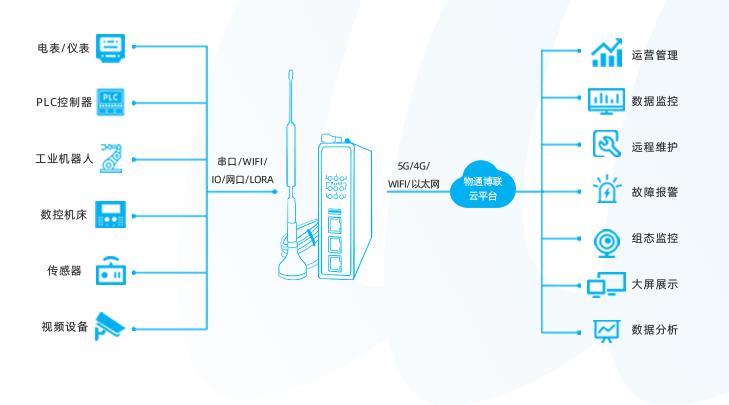
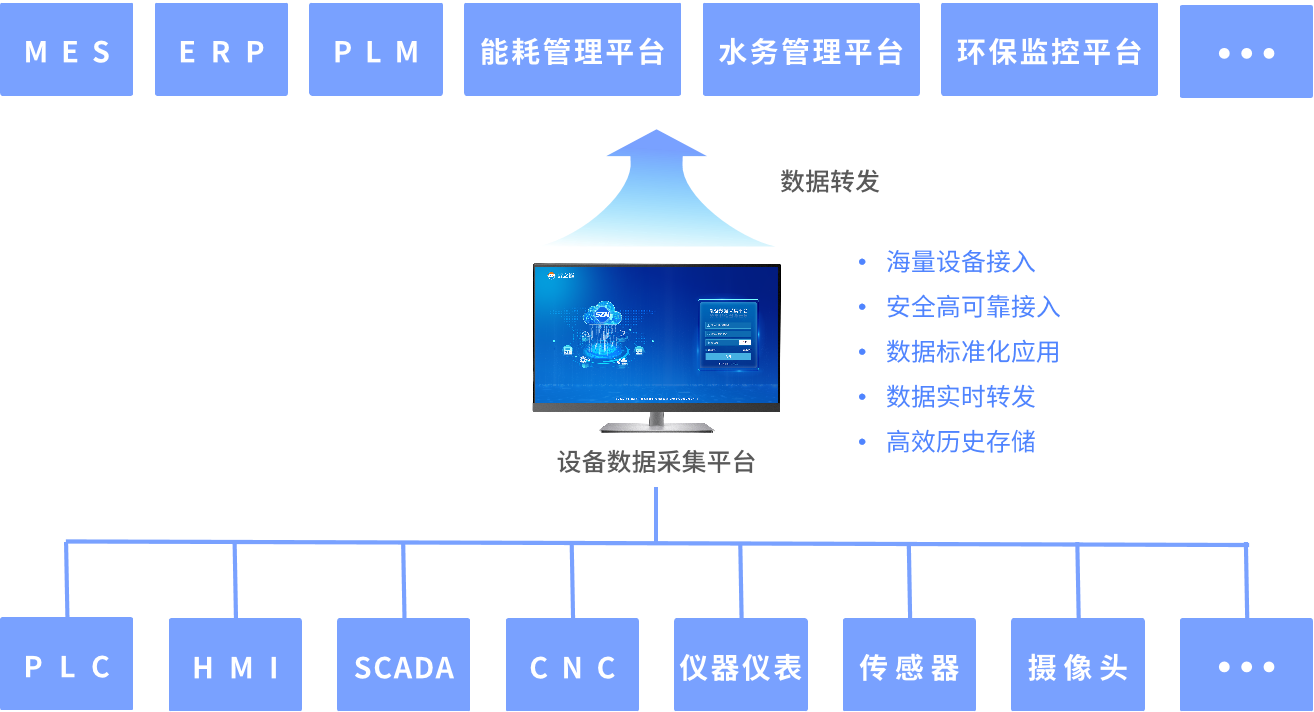
因此,本方案第一步要解决的是实现各个设备的数据采集与监控,实现生产过程的数字化管理。通过物通博联工业智能网关接入PLC、仪器仪表、传感器、工业机器人等设备,能够实时采集设备数据、报警数据、生产数据等,并通过5G/4G/WIFI/以太网等方式对接到云平台或上位机中,实现数据展示、监控、管理、控制、分析等操作。
通过结合设备启停信息、设备性能数据、产品合格率等,实现设备OEE的自动化计算与展示。在手机端和电脑端实时反馈设备运行效率,分析设备产能损耗原因,为生产管理提供全面可靠的决策建议,对生产管理过程进行优化,从而增强设备运行效能,最终提升生产率和产品质量,助力医药企业数字化转型。
审核编辑 黄宇
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
物联网
+关注
关注
2909文章
44567浏览量
372821 -
数据采集
+关注
关注
38文章
6055浏览量
113625
发布评论请先 登录
相关推荐
智昌集团中标华电集团车间数字化系统建设项目
近日,智昌集团官微显示,智昌集团旗下的浙江瀚普智慧科技有限公司成功中标华电煤业集团的车间数字化系统建设项目,旨在为核心元件制造产线提供全面的自动化与智能化解决方案。

注塑CNC冲压车间物联网系统解决方案
及时调整,导致物料浪费甚至是经济损失,是需要着力解决的问题之一。 对此,数之能提供注塑CNC冲压车间物联网系统解决方案。通过实现控制器数据采

数字化生产车间物联网平台是什么
数字化生产车间物联网平台是现代制造业向智能制造转型的重要基础设施。它集成了先进的信息技术、自动化技术和数据分析技术,旨在提升生产效率、降低成本和提高产品质量。这一平台通过物
从设计到实施:楼宇自控系统建设流程的深度剖析
从设计到实施:楼宇自控系统建设流程的深度剖析 在探索现代建筑智能化的征途中,楼宇自控系统(BAS)无疑是引领变革的关键力量。它不仅深刻改变了建筑的管理模式,还极大地提升了建筑的运营效率与居住体验。从
宏集方案 传统建筑智能化改造,迈向物联新时代
传统工业和商业建筑的智能化改造面临诸多挑战。宏集楼宇改造方案帮助传统建筑快速部署物联网系统,打破数据孤岛,实现所有控制
冶金车间物联网系统解决方案
设备多、环境复杂、连续作业等特点,是企业在建设数字化车间需要妥善考虑的重要因素。对此,数之能利用物联网、云计算、工业互联网技术实现了生产工艺

基于物联网平台与边缘计算网关,打造高效能工厂设备监控系统方案
,利用边缘计算网关与物联网平台构建工厂车间在线检测设备监控系统,实现实时监控成为迫切需求。 二、方案介绍 万

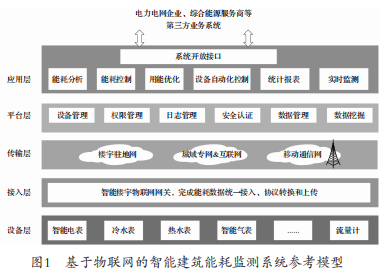
浅谈基于无线物联网的建筑能耗监测系统探讨
浅谈基于无线物联网的建筑能耗监测系统探讨 张颖姣 安科瑞电气股份有限公司 上海嘉定 201801 摘要:文章分析了智能建筑的能耗监测系统建设和应用现状,并对存在的问题和原因进行简要分析
某市配网配电室环境智能监控系统建设探索与实践分析
摘要: 配电室内温湿度等环境因素直接影响到室内设备的安全可靠运行,结合某市配网配电室管理现状介绍了环境智能监控系统建设的可行性,详细闸述了系统试点建设方案。实践证明该
发表于 01-09 16:30





 工商网监
工商网监
评论