 激光自动锡球焊锡机:解决贴片元件自动焊接难题的关键
激光自动锡球焊锡机:解决贴片元件自动焊接难题的关键
0引言
锡焊技术有着悠久的发展历史,至今已逾两千多年。近年来,随着表面贴装技术(SMT)的持续进步,电子工业接合技术迎来了广阔的发展空间。在集成电路(LC、LSI)领域,电阻、电感等片状元件在印制板上的实装都是通过锡焊完成的。然而,随着锡焊对象体积不断缩小,新的问题层出不穷,这些问题是传统锡焊未曾面临的。特别是焊料成分、熔点、纯度、形状、供给方法以及加热方法等一系列工艺影响因素,都对锡焊质量有着至关重要的影响。在焊接过程中,必须巧妙利用熔融焊料的表面张力和润湿等特性,才能实现精确接合。在电子装配环节,锡焊的精度、一致性以及可靠性是核心关注点。手工焊存在焊点质量不稳定、工作效率低下、工作质量差等问题,而激光自动焊锡机为提升锡焊质量提供了新的途径。基于此,自动化锡焊技术成为必然发展趋势,电子装配也必然朝着精细化、高密度方向发展。
1 焊接装置的选定
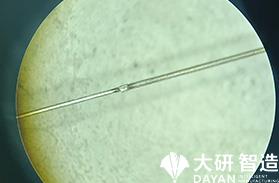
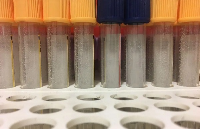
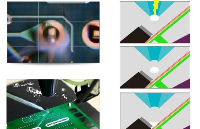
以“微波接插件自动化生产线”这一实际项目为例,本项目中待加工生产的产品形状为腔体(如图1所示)。
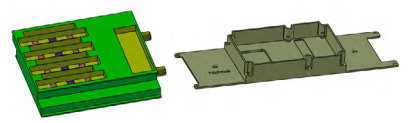
图1 焊接样件展示
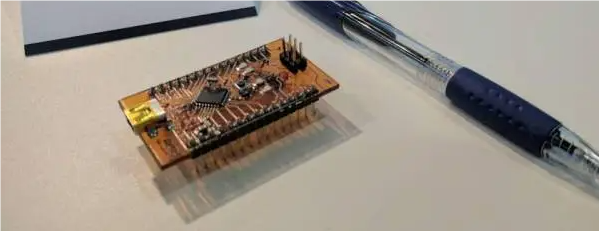
由于待焊接加工点位处于腔体内,使得焊接难度显著增加,传统的自动贴片机无法在这种腔体环境下正常工作。因此,我们选择三轴高精度自动焊锡设备,并附带自动焊接系统和视觉系统的组合来开展相应的焊接工作,从而构成基于精密焊接的自动化锡焊系统。这种设备的作业动作具有可调节性,能够应对多种多样的焊接要求(设备示意图如图2所示)。该系统中的激光自动锡球焊接系统能够精确控制焊接参数,如激光功率;视觉系统则可以对焊接点位进行精准定位和检测,确保焊接的准确性和一致性。

图2 激光自动锡球焊接机设备展示
2 自动焊接难点及解决
2.1拉尖问题及解决

在手动焊接过程中,每个焊点焊接完毕后,操作人员可以手动清理烙铁头上残留的焊锡,从而保证下一个焊点不会出现拉尖现象。但在基于机器人的自动化锡焊工作中,无法进行人工擦拭。在激光自动锡球锡焊系统中,由于焊材是定量大小的锡球,不存在传统焊锡的拉尖问题。
对于传统的烙铁头焊锡方式,在几个焊点焊接完成后,烙铁头上会有一定的死锡积累。当遇到下一个焊点是小焊盘且对烙铁头上死锡残存量要求极为苛刻时,需要对准烙铁头焊接面强力吹风进行吹锡处理,以此达到清理效果,避免因残存死锡而影响下一个焊点的焊接效果。
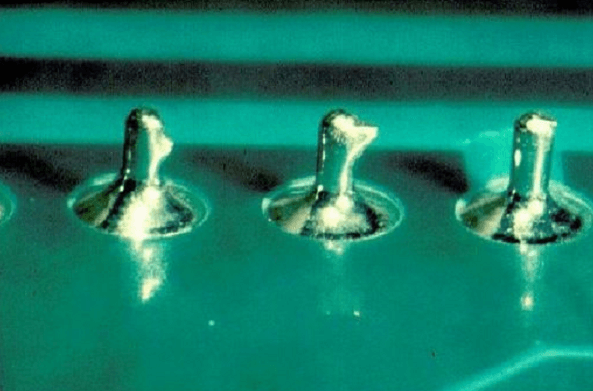
在进行大焊盘的点位焊接时,传统烙铁焊锡由于需要增加送锡量,不可避免地要延长焊接时间。这会导致焊锡流淌到焊盘边缘的时间变长,随着焊锡温度降低或者其中助焊剂成分的挥发,就会产生拉尖现象。并且,长时间的焊接会使器件受热影响增大。针对这种情况,采用拖焊的方式可以有效改善焊接质量。而激光自动锡球焊锡机则无需担忧此类问题,其通过精确控制锡球的供给和激光能量,能够在短时间内完成大焊盘的高质量焊接,避免了因焊接时间过长导致的拉尖问题。
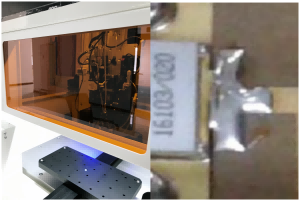
图3 焊接设备及焊接效果图
2.2 虚焊问题及解决
在对较小焊盘点位进行焊接时,由于焊盘面积小,送锡量也随之减少。传统的烙铁头焊锡为了保证焊接质量,不仅要在焊前进行吹锡以去除死锡,还需要采取特殊处理措施来防止漏焊、虚焊现象。因为熔融焊料的表面张力会使熔融焊料立即聚结成圆珠状的液滴。
在焊接工作过程中,锡丝首先送到高温的烙铁头上熔融,然后流到焊盘上完成焊接。但是,较少量的熔融焊料自身重力过小,如果无法克服表面张力,就会导致焊料不能顺利流淌到焊盘上,从而形成虚焊、漏焊现象,并且还会影响下一个焊点的焊接工作。为解决这一问题,传统烙铁头焊锡需要注意对送锡速度和时间进行严格控制,同时在锡丝一端形成助焊剂球,以此增加焊料的润湿性能,降低其表面张力,使焊料能够顺利流淌到焊盘上完成焊接。
作为先进的激光工艺,激光自动锡球锡焊系统特别适合微小焊盘的焊接。在该系统中,激光能量精确聚焦在焊接部位,使锡球迅速熔化并在表面张力和润湿作用下均匀地铺展在焊盘上,与元器件引脚形成良好的连接。其精确的能量控制和锡球供给机制能够有效避免因焊料不足或分布不均导致的虚焊问题,确保每个焊点的质量。

这里对润湿现象进行定量解释。分子由原子组成,而原子由带正电的原子核和绕核运动的带负电的电子组成。分子之间既存在静引电力(包括引力和斥力)和运动电荷间的磁力,又存在万有引力。这些力的综合作用决定了焊料在焊盘上的润湿情况。
在激光自动锡球焊锡过程中,通过优化激光参数,可以调节焊接区域的温度和能量分布,从而影响这些力的平衡,实现更好的润湿效果,提高焊接质量。


激光自动锡球焊锡机精密焊接案例展示
2.3 金脆问题及解决
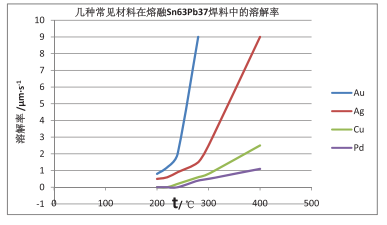
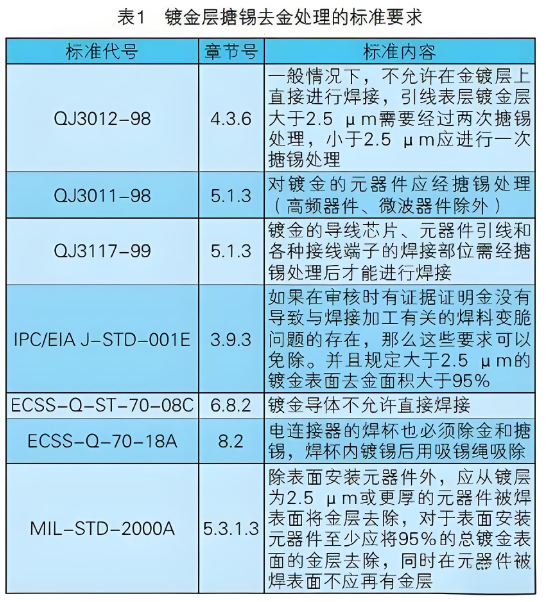
在本项目中,一些待焊接元器件引脚含有镀金成分。在焊接时,金与铅锡焊料的相容性非常好,金在熔融状态下的锡铅合金中属于可熔金属。从几种常见材料在锡铅料中的溶解情况(如下表所示)可以看出,金在锡铅焊料中最先溶解,形成金锡合金。
在室温范围内,金-锡(Au-Sn)扩散中至多可能出现的中间相依次为:β(Au10Sn),ζ,ζ'(Au5Sn),δ(AuSn),ε(AuSn2),η(AuSn4)。从扩散动力学角度解释,先是Au在Sn中通过间隙扩散机制进行快速扩散,其次AuSn4结构与Sn晶格较接近,只是Au处于间隙位置同时产生了一定缺陷,发生Sn-AuSn4相变得阻力较小,所以AuSn4相的形核与长大可以容易且快速地发生。对于AuSn4相的生长过程,主要受Au进入Sn的晶界扩散所控制,会出现层状或羽状生长。Au-Sn化合物的维式硬度达到750,仅次于玻璃,硬脆性较高,合金焊点承载能力有限,会使结合部的性能变脆,力学强度下降,产生金脆现象。因此,需要进行去金处理以降低金的相对浓度。
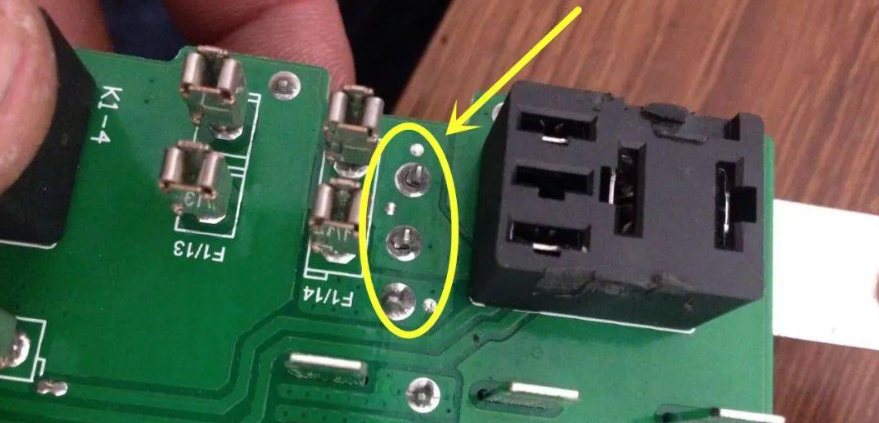
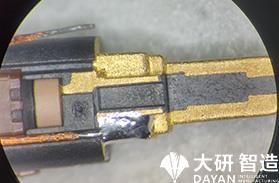
对于元器件的引线,本项目采用浸锡法去金处理,使用流动的焊料溶液来实施。在操作过程中,搪锡去金的温度和时间是关键工艺参数,需要进行严格控制,以免对元器件造成损坏。通过对搪锡前后效果进行对比(如图5所示),可以清晰地看到去金处理对改善焊接质量的显著效果,有效避免了金脆问题对焊点性能的影响。

3 结束语
本文详细介绍了激光自动锡球焊锡设备在工作中影响焊接质量的几个关键因素,包括拉尖、虚焊和金脆问题,并针对这些问题提出了相应的解决方法。通过巧妙利用熔融焊料的表面张力和润湿现象,以实际项目为背景,详细列举了现场出现的状况并给出了解决方案。经过大量的焊接实践工作验证,该设备的焊接结果可靠、稳定,完全符合要求,为提高贴片元件自动焊接质量提供了有力保障,展现了激光自动锡球焊锡机在电子制造领域的巨大应用潜力。在未来的研究中,可以进一步探索优化激光焊接参数和工艺,以应对更复杂的焊接场景和更高质量要求的电子装配任务。
本文由大研智造撰写,专注于提供智能制造精密焊接领域的最新技术资讯和深度分析。大研智造是集研发生产销售服务为一体的高精度激光锡球焊锡机技术厂家,拥有20年+的行业经验。想要了解更多关于激光焊锡机在智能制造精密焊接领域中的应用,或是有特定的技术需求,请通过大研智造官网与我们联系。欢迎来我司参观、试机、免费打样。
审核编辑 黄宇
-
激光
+关注
关注
19文章
3108浏览量
64339 -
焊锡
+关注
关注
0文章
253浏览量
18047 -
贴片元件
+关注
关注
11文章
72浏览量
19001
发布评论请先 登录
相关推荐
激光锡球焊喷嘴的精度决定不同精密电子的生产

大研智造激光自动锡球焊锡机——电子制造领域的卓越之选
激光锡球焊接机植球工艺在半导体行业的崛起
大研智造 精密焊接,精准未来:激光锡球焊接技术的优势剖析

大研智造激光锡球焊接技术:航空航天工业的新焊接解决方案

大研科技激光锡球焊接:微机电产品封装的技术革新

大研智造激光锡球焊接:微电子线材焊接的技术革新

大研智造激光锡球焊接:攻克回流焊常见问题,定义PCB焊接新高度
大研智造激光锡球焊接:内窥镜制造的技术革新
大研智造激光锡球焊接:革新PCBA焊接技术






 工商网监
工商网监
评论