 激光焊锡常见问题有哪些
激光焊锡常见问题有哪些
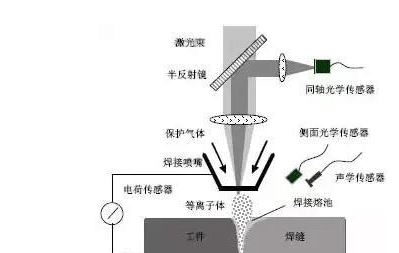
激光锡焊在不断地发展,一是技术进步,精度更高,光斑尺寸更小,满足微小元件焊接;温度控制更精准,保障焊点质量;焊接速度加快,提升生产效率。二是设备性能提升,自动化与智能化增强,可自动调整参数、自我诊断和远程监控,且系统稳定性提高,减少故障与维护成本。三是应用拓展,在电子行业广泛深入,也用于汽车、航空航天、医疗等领域。四是环保节能,减少助焊剂使用和污染,能源利用高效。五是与新材料新工艺融合,拓展发展空间。但是,激光锡焊也会存在一些问题,松盛光电来给大家介绍一下激光锡焊在生产过程中可能遇到的问题并相应的解决方案。
虚焊问题
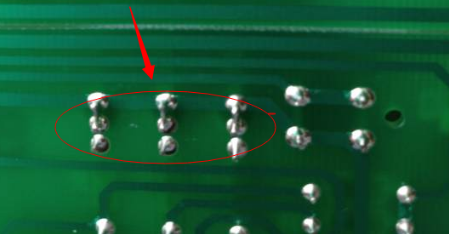
问题表现及影响:虚焊是指焊锡与焊件表面没有形成良好的金属间化合物,只是简单地依附在表面。从外观上看,焊点表面粗糙、不光滑,可能存在缝隙。这种焊点的机械强度和导电性都很差,在产品使用过程中,虚焊部位容易出现断路,导致电子产品功能失效、汽车电子系统故障或医疗器械信号传输中断等严重后果。
产生原因:
焊接温度不足是常见原因之一。如果激光功率过低或者焊接时间过短,焊锡无法充分熔化并浸润焊件表面,就容易产生虚焊。例如,在焊接电子元器件引脚时,若激光功率设置比实际需求低 10% - 20%,就可能出现虚焊情况。
焊件表面清洁度不够也会导致虚焊。如果焊件表面存在油污、氧化层等杂质,焊锡难以与焊件形成良好的冶金结合。比如在潮湿环境下储存的金属焊件,其表面很容易形成氧化膜,阻碍焊锡的附着。
焊锡材料质量不佳,如焊锡丝内部助焊剂分布不均匀或者含量不足,也会影响焊锡的流动性和浸润性,从而引发虚焊。
解决方法:
调整激光焊接参数。适当增加激光功率或延长焊接时间,但要注意避免温度过高损坏焊件。例如,在出现虚焊后,可以每次以 5% - 10% 的幅度增加激光功率,同时观察焊点状态,直到虚焊问题解决。
对焊件表面进行预处理。在焊接前,使用合适的清洁剂(如酒精、专用金属清洁剂等)清洁焊件表面,去除油污和氧化层。对于有氧化层的金属,可以采用机械打磨或化学酸洗等方法进行处理。
检查焊锡材料质量,确保使用合格的焊锡丝,并且助焊剂含量和分布符合要求。如果助焊剂不足,可以考虑更换焊锡丝或者在焊接过程中适当添加助焊剂。
焊锡飞溅问题
问题表现及影响:焊锡飞溅是指在激光焊锡过程中,焊锡以小颗粒状向四周飞溅。这不仅会浪费焊锡材料,还可能导致周围的电子元器件短路、被污染,严重影响产品的质量和可靠性。例如,在印刷电路板(PCB)焊接中,飞溅的焊锡颗粒可能会落在相邻的焊点或元件引脚上,造成电气短路。
产生原因:
焊接温度过高是主要原因之一。当激光功率过大或者焊接时间过长时,焊锡会过度熔化,液态焊锡在表面张力和激光冲击等因素的作用下产生飞溅。比如,激光功率超出合适范围 20% - 30% 时,飞溅现象就会明显增加。
焊锡量过多也会导致飞溅。如果在焊接时供给的焊锡超过了焊点能够容纳的量,多余的焊锡在熔化后容易飞溅出来。
焊件表面不平整或者存在较大的缝隙,在激光加热过程中,焊锡流动不均匀,也可能引发飞溅。
解决方法:
优化激光焊接参数。降低激光功率或者缩短焊接时间,以减少焊锡的过度熔化。每次调整幅度可以为 10% - 15%,并通过试验确定最佳参数。
控制焊锡供给量。根据焊点的大小和形状,精确计算所需的焊锡量,避免焊锡过多。可以使用自动送丝装置,通过调节送丝速度来精准控制焊锡量。
对焊件表面进行预处理,保证其平整度。对于有缝隙的焊件,可以先采用填充材料进行填充,或者调整焊件的装配方式,使焊锡能够均匀流动,减少飞溅的可能性。
焊点外观不良问题
问题表现及影响:焊点外观不良包括焊点表面不光滑、有气孔、形状不规则等情况。外观不良的焊点可能会影响产品的美观度,更重要的是,这些焊点的质量和可靠性也可能存在问题。例如,有气孔的焊点可能会降低机械强度和导电性,形状不规则的焊点可能在承受外力时容易断裂。
产生原因:
焊接过程中的气体夹杂是产生气孔的主要原因。这可能是由于焊件表面的水分、油污在高温下汽化,或者焊锡中的助焊剂分解产生气体,而这些气体没有及时排出,就会残留在焊点中形成气孔。
焊锡流动不均匀会导致焊点形状不规则。这可能是因为激光加热不均匀、焊件表面张力不均匀或者焊锡供给方向不合理等因素引起的。
冷却速度不合适也会影响焊点外观。如果冷却速度过快,焊锡凝固过程中可能会产生收缩裂纹,使焊点表面不光滑;而冷却速度过慢,可能会导致焊锡过度流淌,改变焊点的预期形状。
解决方法:
确保焊件表面清洁、干燥,避免水分和油污的残留。同时,选择质量好、助焊剂分解产生气体少的焊锡材料。在焊接过程中,可以适当调整激光功率和焊接时间的配合,使焊锡能够在充分熔化的同时,有足够的时间让气体排出。
优化激光加热的均匀性。可以通过调整激光光斑的大小、形状和能量分布来实现。例如,使用光束整形技术,使激光能量更加均匀地分布在焊点区域。同时,合理安排焊锡供给方向,使焊锡能够在焊件表面均匀流动,形成规则的焊点。
控制冷却速度。对于容易产生收缩裂纹的焊件,可以采用缓冷措施,如在焊接完成后,通过热风吹拂或者将焊件放置在保温环境中,使焊点缓慢冷却。但要注意避免冷却速度过慢导致的其他问题。
焊接强度不足问题
问题表现及影响:焊接强度不足表现为焊点在受到较小的外力作用时就出现脱落、断裂等情况。在电子产品中,这可能会导致元器件松动,影响设备的正常运行;在汽车和医疗器械等对可靠性要求较高的产品中,焊接强度不足更是严重的安全隐患。
产生原因:
焊锡与焊件之间没有形成良好的冶金结合是主要原因。这可能是由于焊接温度不合适、焊件表面处理不当或者焊锡材料与焊件材料不兼容等因素导致的。例如,在异种金属焊接时,如果没有选择合适的焊锡合金,就很难形成高强度的焊点。
焊点的形状和尺寸不符合要求也会影响焊接强度。如果焊点过小、过薄或者形状不合理,其承载能力就会降低。
焊接后的残余应力也会削弱焊接强度。例如,在快速冷却过程中,焊点与焊件之间由于热膨胀系数不同,可能会产生较大的应力,导致焊点内部出现微裂纹,降低强度。
解决方法:
确保焊接温度合适,使焊锡与焊件能够充分发生冶金反应。对于不同的焊件材料组合,要选择合适的焊锡合金,通过试验确定最佳的焊接参数。同时,加强焊件表面处理,提高焊锡与焊件的结合能力。
优化焊点设计,根据焊件的受力情况和使用要求,确定合理的焊点形状和尺寸。在焊接过程中,要保证焊锡能够充分填充焊点区域,例如通过控制焊锡供给量和激光加热范围来实现。
采取措施减少焊接残余应力。可以采用预热焊件、控制冷却速度等方法。例如,在焊接前将焊件预热到一定温度,使焊接过程中的温度梯度减小,从而降低残余应力。在冷却过程中,采用缓慢冷却或者分阶段冷却的方式,也有助于减少应力对焊接强度的影响。
还有可能其他问题:
焊缝堆积:焊缝填充过量,导致焊缝过高,原因可能是送丝速度过快或焊接速度过慢。
焊偏:焊缝金属未在接头结构中心凝固,原因可能是焊接定位不准确或填充焊时光束与焊丝对位不精准。
焊缝凹陷:焊缝金属表面出现凹陷,原因可能是焊接光斑位置偏离中心点,导致部分母材熔化。
焊缝中断或粗细不均:焊接过程中出现焊缝中断或粗细变化,原因可能是送丝不稳定或光束输出不连续。
气孔:焊缝表面出现气孔,原因可能是焊缝表面清洁不彻底或镀锌层挥发。
焊瘤:焊缝轨迹变化大时,转角处易出现焊瘤或成型不均,原因可能是焊缝轨迹变化大,示教不均匀。
焊锡不流动:原因是焊前处理不当,如元件引脚有油污或生锈,或者焊接时温度不够。
虽然激光锡焊可能会有这样或者那样的问题,但是大部分问题可以通过调整工艺参数来解决。松盛光电提供激光锡焊系统解决方案,帮助更多的合作伙伴,创造更大的价值。
-
激光
+关注
关注
19文章
3204浏览量
64493 -
汽车电子
+关注
关注
3026文章
7963浏览量
167075 -
锡焊
+关注
关注
0文章
66浏览量
14087
原文标题:激光焊锡中常见的问题及解决方案
文章出处:【微信号:SSlaser666,微信公众号:松盛光电】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
labview有哪些常见问题?labview三个常见问题和解决方法概述
激光自动焊接机如何选择,激光焊锡解决方案的对比
点锡膏激光焊接:传统焊锡工艺中比较常见的问题解析

自动化激光焊锡机和传统焊锡区别,激光焊锡机优势在哪里?
激光焊锡设备的误解有哪些?
焊锡球是怎么炼成的?激光焊锡球的应用

激光焊锡设备的意义和应用前景





 工商网监
工商网监
评论