 焊接应力是什么?6种方法轻松去除
焊接应力是什么?6种方法轻松去除
由于焊接时局部不均匀热输入,导致构件内部温度场、应力场以及显微组织状态发生快速变化,容易产生不均匀弹塑性形变,因此采用焊接工艺加工的工件较其他加工方式而言受到残余应力作用的影响较为突出。
焊接应力的种类
01
存在于焊接结构中的应力,按其产生的原因和性质大致可分为
焊接残余应力
焊接以后存在于结构内的应力,有时也叫焊接残余应力,因为它在结构内任一截面上是自相平衡的内应力。
各种焊接应力的大小和分布与焊接材料、钢材的特性(如强度和膨胀系数)、焊接工艺方法、热输入、工艺参数、焊接装配顺序及操作方法有关,结构本身或外加拘束度、焊接环境条件等也对其有影响。它们往往综合、叠加出现。
焊接应力的危害
02
造成焊接裂纹
在温度、组织及结构刚性拘束度的相互作用下,焊接应力达到一定值时,将成为各种热裂纹、冷裂纹等产生的主要原因,影响结构质量,造成潜在的危险,导致返修或使焊件报废。
降低结构的承载能力
(1)焊件残余应力与工作应力叠加,增加了构件承受的应力水平,实际上降低了结构的承载能力或降低了结构的强度安全裕量。
(2)当应力水平超过材料的屈服极限时,将造成接头区的拉伸塑性变形,消耗材料的一部分塑性。
(3)在厚壁结构的焊接区,立体交叉焊缝或焊缝中存在的缺陷,都有可能造成三向拉伸应力,降低材料塑性变形的能力,可能成为低应力脆断的起源点。
(4)在低周疲劳载荷下,较高的拉伸残余应力会使长期使用的结构产生一定程度的变形。
造成应力腐蚀
拉伸残余应力的存在,使工件在腐蚀介质中的结构产生应力腐蚀开裂,引起应力腐蚀和低应力脆断。
影响结构尺寸的稳定性
特别是在焊后要加工的结构,加工后会破坏内应力的平衡,引起结构变形或加工尺寸不稳定。
影响焊接应力的因素
03
结构形式的影响
(1)平板对接。纵向和横向焊接残余应力的分布见图1所示。
(2)压力容器筒体环缝。纵向焊接残余应力大小和分布与筒体直径、筒体壁厚及压缩塑性变形区的宽度有关(见图2所示),且随圆筒直径的增加而增加,随塑性变形区的扩大而降低。
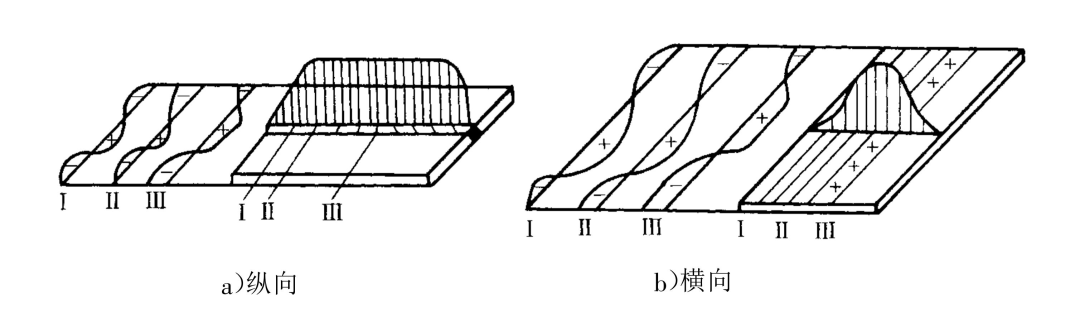
图1 平板对接接头残余应力的分布
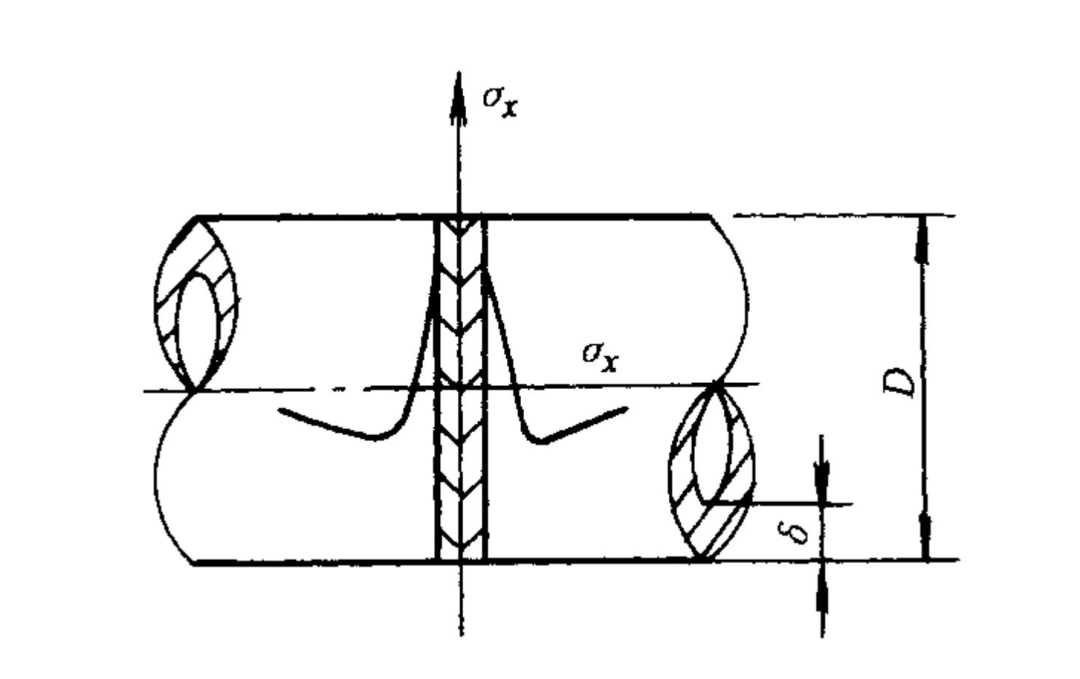
图2 圆筒环缝纵向焊接残余应力的分布
刚性拘束的影响
(1)平板对接。两块钢板焊前在横向加以刚性拘束,焊后对纵向应力无大影响,两横向侧为单一的拉伸应力(见图3所示)。板窄拘束应力大,板宽则拘束应力减小。对于长焊缝先焊端的应力较小。撤除外加拘束后,拘束应力消除,残余应力将重新分布。
(2)镶块接管的封闭焊缝。在板壳结构中有管座或镶块,刚性拘束大。刚性越大,内应力也越大。镶块中(见图4所示)纵向应力(即切向应力σt)在焊缝附近为拉应力,最高可达σs;横向应力(即径向应力σr)在焊缝附近也为拉应力。在镶块心部σt=σr,是一个双向应力场。镶块直径越小,双向应力值也越高。接管焊缝的应力与接头形式有关,外座式应力较小;内插式刚度大,应力也大。
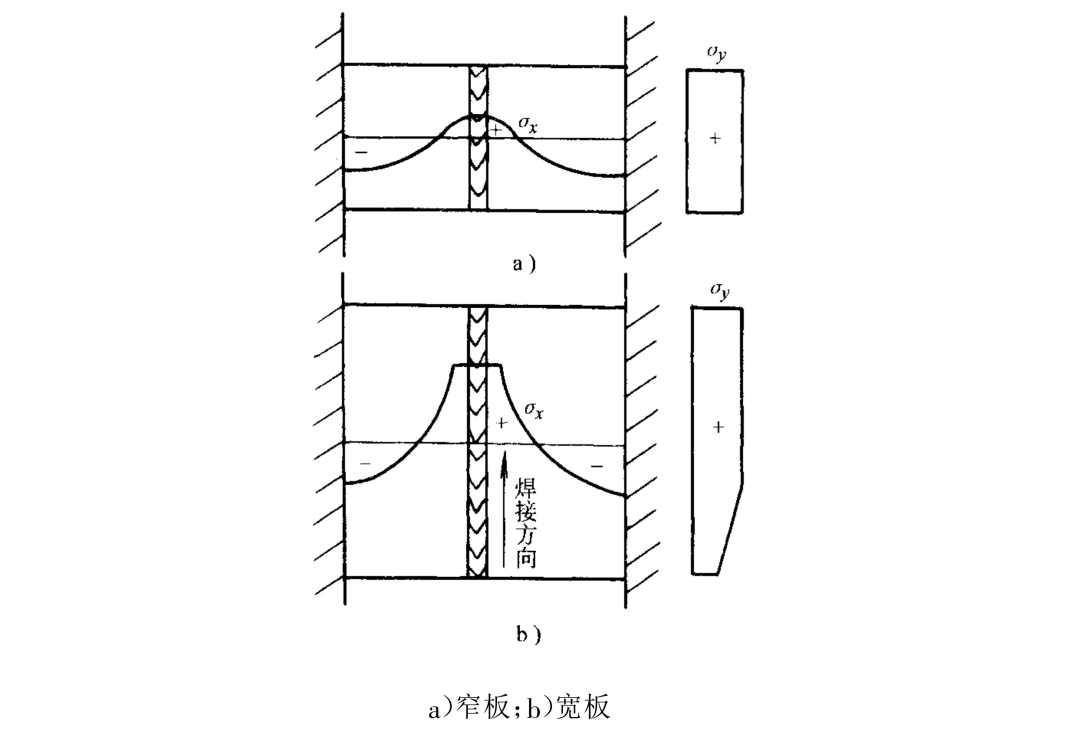
图3 刚性拘束对焊接应力的影响
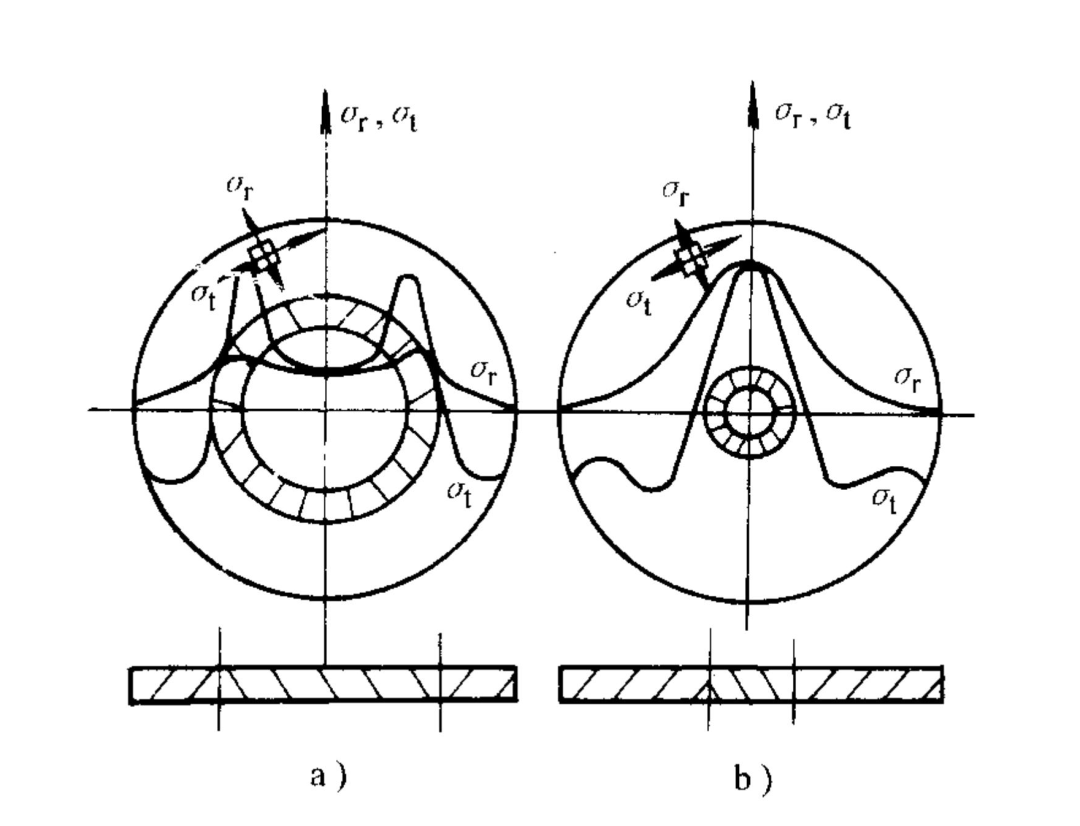
图4 圆盘镶块封闭焊缝中的焊接应力
板厚及坡口形式的影响
随着板厚的不同,残余应力的分布也不同,而且在垂直于焊缝轴向上的横向应力σy也不能忽视。图5是2.25Cr-1Mo超厚板多层埋弧焊残余应力的实测值。值得注意的是在表层附近残余应力达到峰值,这种双向或三向应力是这种钢焊缝中产生横向裂纹的一个重要原因。若将V形坡口改为双V形坡口,则在双V形坡口根部产生压应力,有利于避免焊接裂纹,见图6所示。
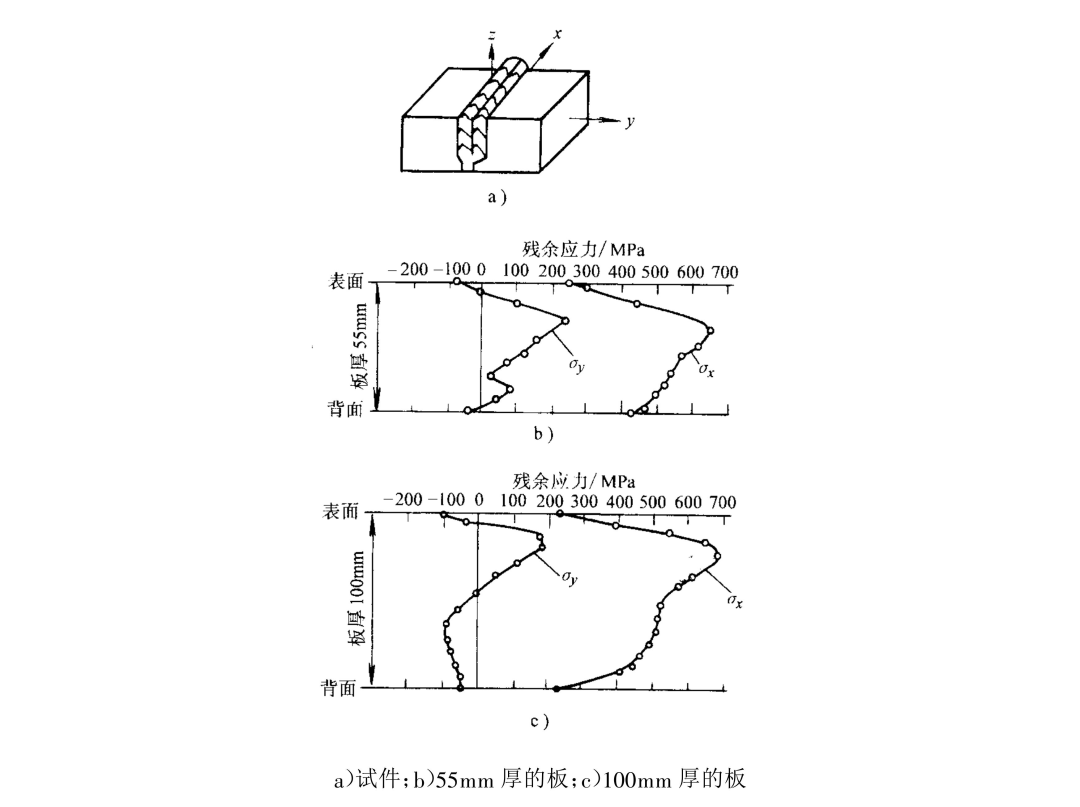
图5 超厚板多层焊焊缝的残余应力
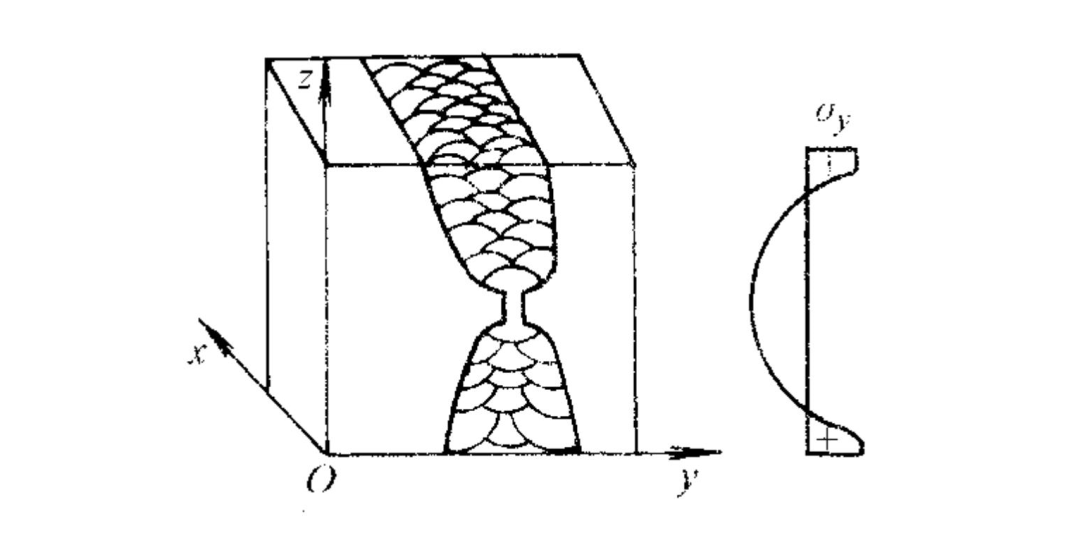
图6 双V形坡口对称焊时的残余应力分布
焊接工艺参数的影响
随焊接热输入的增加,加热宽度和残余应力增大,拉伸残余应力宽度也增大。
焊接方向影响
横向残余应力是由焊缝及其附近塑性变形区的纵向和横向收缩不同时进行所引的应力合成。其大小和分布与板长及焊接方向有关。由中央向两端焊时,中央为压应力;由两端向中央焊时,两端为压应力,见图7所示。
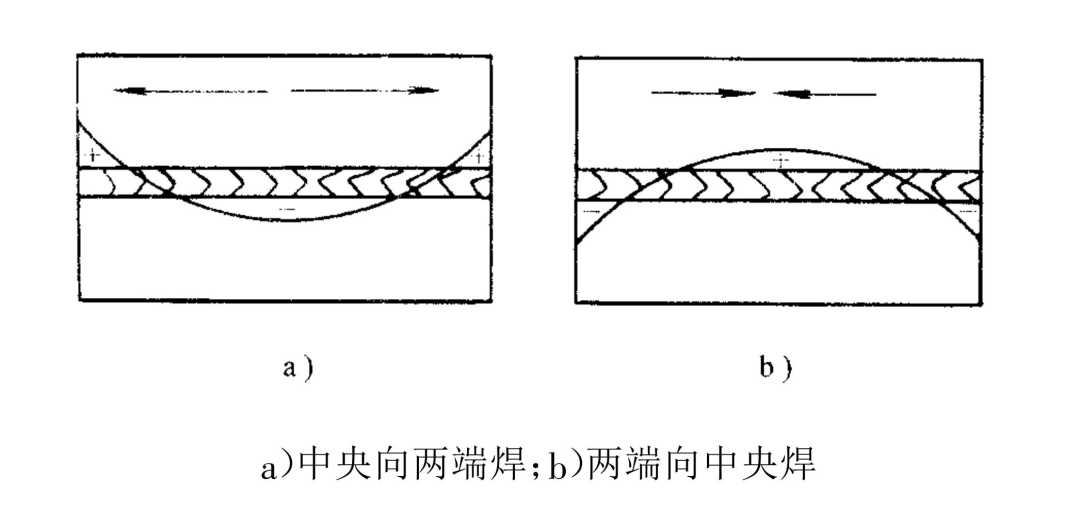
图7 焊接方向对横向残余应力分布的影响
相变的影响
焊接碳当量较高的高强钢时,HAZ和焊缝组织将发生由奥氏体向马氏体的转变,使比容增大。在这种转变温度下,材料已恢复弹性,所以出现相变应力。它与不均匀的塑性变形引起的焊接应力叠加,在相变区可能为压应力,而体积(三向)膨胀也可能在某些部位引起相当大的横向拉伸相变应力,这是产生冷裂纹的主要因素之一。
防止和减少焊接应力的方法
04
采用合理的焊接顺序和方向
基本原则是:焊接平面上的焊缝时,应使纵、横向收缩都比较自由。结构中收缩量最大的焊缝应先焊,如先焊对接焊缝后焊角接焊缝。焊交叉焊缝时,焊接顺序应保证交叉点部位不易产生缺陷,且刚性较小。见图8所示。
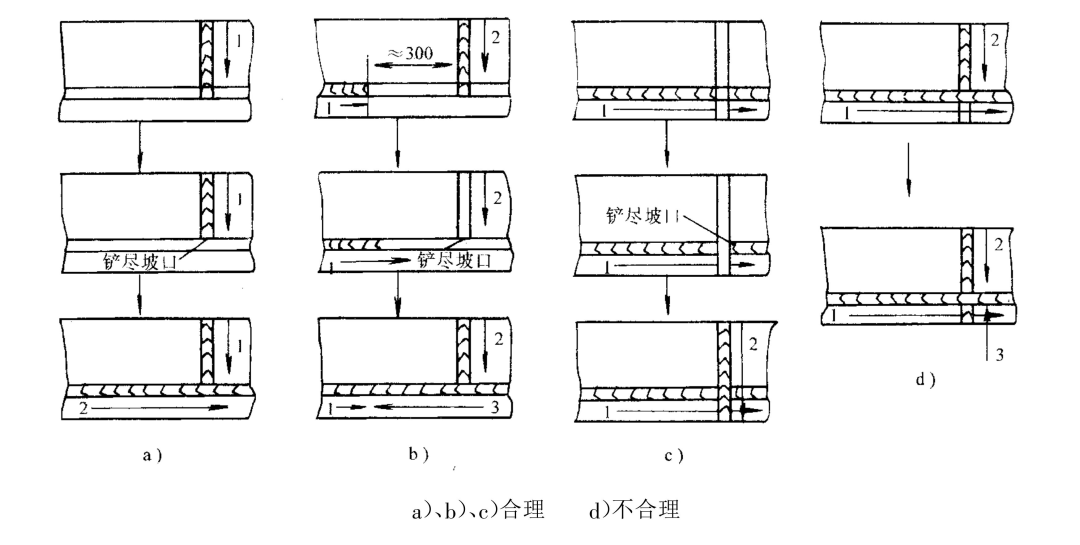
图8 交叉焊缝的焊接顺序
尽量采用小的焊接热输入
小的焊接热输入可以减小不均匀加热区的范围及焊缝收缩量。在操作上采用小直径焊条、多层多道焊、小电流快速不摆动焊及焊接热源集中的高能焊法,控制层间温度分段焊及分段倒退焊等,以减小热输入。
采用整体预热
整体预热可减小焊接接头区与结构整体之间的温度差,以减小焊接热循环中不均匀的胀缩引起的不均匀塑性变形,减小焊接应力。例如铸铁热焊法时把铸件加热到600℃。
锤击法
焊后对焊道迅速均匀地锤击,使焊缝金属产生塑性变形,既可减小焊接变形,也可减小焊接应力。一般要用扁长圆头的锤子(可用錾子改制,切不可用尖口)依次锤击,力量要适中,使2mm范围内受到影响。要根据材料特性选择焊道长度和锤击温度。一般根部焊道不锤击以免导致裂纹,盖面焊道不锤击以免影响美观。
降低氢的影响
特别对有冷裂倾向的高强度合金钢,要注意降低氢的影响。如采用低氢焊条、碱性焊剂,并按规定烘干和装在干燥筒中保存,随用随取,去除坡口表面的水分和油、锈等,控制焊接环境温度,必要时采取去氢处理,即焊后立即趁热升温至250℃保温2~3h或350℃保温1~2h,视情况而定。
消除应力处理
消除焊接残余应力是通过使焊接区附近造成拉伸塑性变形,减小残余塑性变形程度来实现的。
(1)去应力热处理(去应力退火)。把焊接结构整体或局部加热到钢的相变点以下 20~30℃保温,以保温时的蠕变来产生消除应力所需要的塑性变形。在一定温度下保温约1h就能有效地消除应力,对厚壁结构热处理所需的时间,大部分是用在加热和冷却上。用这种方法一般可将70%~90%的残余应力松弛掉。同时,还改善了大多数钢材焊接区的材质,对于有回火脆性的材料或有再热裂纹倾向的材料,就要注意慎重选择加热速度和保温温度。
(2)加载法。利用力学原理加载使焊接接头拉伸残余应力区产生塑性变形,降载后松弛接头区的拉伸力。这种方法只适用于屈服强度比较小的塑性材料,还要注意水温在材料脆性转变温度以上,锤击法也要遵循这个原理。近年还发展了爆炸去应力法、振动去应力法。
(3)温差拉伸法(或低温消除应力法)。在焊缝两侧各用一个适当的氧乙炔焊炬加热,在后面一定距离跟排水管喷水(见图9),且保持等距离前进,造成一个两侧温度高(约200℃),焊缝温度低(约100℃)的温度场,使两侧热膨胀对焊缝产生拉伸塑性变形,以抵消原来的收缩塑性变形,松弛残余应力。该方法对低碳钢问题不大,对合金钢要特别注意温度对材料的影响。
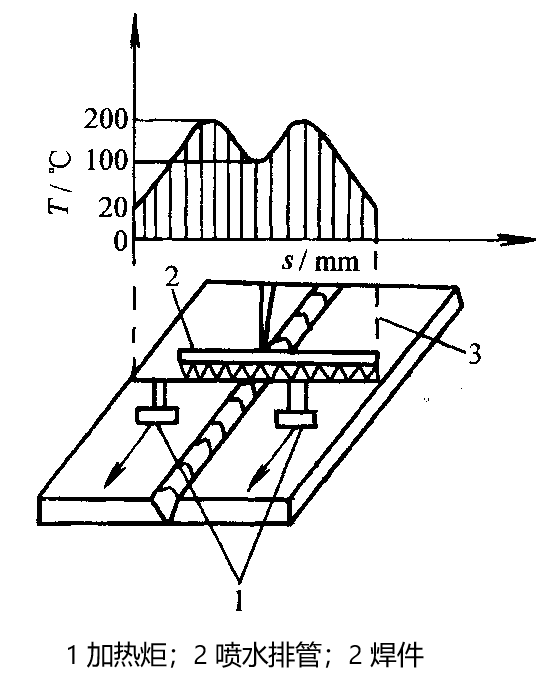
图9 温差拉伸法
-
焊接
+关注
关注
38文章
3142浏览量
59832 -
应力
+关注
关注
0文章
19浏览量
9570
原文标题:焊接应力是个啥?6种方法轻松去除!
文章出处:【微信号:AMTBBS,微信公众号:世界先进制造技术论坛】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
芯片湿法刻蚀残留物去除方法
钢筋计焊接要点与保护措施全知晓

焊接方法对材料的影响
不同焊接方法的优缺点
MCUXpresso IDE下在线联合调试双核MCU工程的三种方法

pwm脉宽调制的四种方法有哪些
应力记忆技术介绍







 工商网监
工商网监
评论