 工业相机选型攻略
工业相机选型攻略

在工业自动化、机器视觉检测等诸多前沿领域,工业相机宛如精准的 “视觉之眼”,为生产线把控质量、智能识别、精准测量等关键流程立下汗马功劳。但市面上琳琅满目的工业相机品牌、型号,常让技术人员与采购者挑花了眼。别慌,掌握这份选型攻略,挑选契合项目需求的工业相机不再是难题。

明确核心需求
(一)分辨率考量
- 若需检测细微瑕疵、精确定位微小零部件,像电子芯片引脚检测、精密机械加工件表面划痕筛查,高分辨率相机必不可少。例如,要清晰捕捉 0.1 毫米级别的缺陷,百万像素起步、甚至千万像素的工业相机是理想之选,确保图像细节纤毫毕现。
- 反之,对于只需大致判断物体位置、轮廓,像物流分拣线上大包裹分拣场景,低分辨率相机便能胜任,既能降低成本,数据处理量也随之减少,系统响应速度更快。
(二)帧率要求
- 高速动态生产环节,如高速灌装生产线监测液位、汽车零部件高速冲压成型检测,需相机具备高帧率捕捉能力。帧率达到每秒数百帧,才能定格瞬间画面,精准捕捉快速变化的生产细节,避免运动模糊造成误判。
- 静态场景检测或动作缓慢的工序,常规帧率(每秒 30 帧左右)相机即可满足日常监测、质量抽检需求,能平稳输出清晰静态图像。
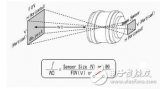
(三)视野范围界定
依据检测目标大小、作业距离,精确计算所需相机视野范围。在大面积 PCB 板外观检测时,需大视野相机一次性囊括整块板子;若是小型模具内孔探伤,小视野相机聚焦细微区域,搭配微距镜头,强化局部成像效果,凸显细节特征。
吃透成像技术

(一)CCD 与 CMOS 对比
- CCD 相机成像质量上乘,感光灵敏度高,低照度环境噪点少,色彩还原精准,常用于对画质要求严苛的天文观测辅助设备、高端医学影像采集装置。但其制造成本高、功耗大,数据传输速率受限。
- CMOS 相机性价比突出,集成度高,功耗低,数据读取迅速,利于实时高速成像,契合大规模工业生产追求成本控制与高效产出的诉求。虽说早期 CMOS 画质稍逊一筹,但如今技术迭代,部分高端 CMOS 相机画质已直逼 CCD 相机,广泛应用在 3C 产品制造、食品包装检测等主流工业场景。
(二)黑白与彩色抉择
- 仅关注目标灰度差异、轮廓边缘,黑白相机是首选。它光灵敏度比彩色相机高约 30%,在光线微弱的夜间仓库货物盘点、煤矿井下设备监测场景,能捕捉更清晰影像;黑白图像数据量小,后续算法处理效率高,加快检测流程。
- 需识别产品颜色、纹理细节,彩色相机无可替代。像服装印染质量把控、果蔬品质分拣,依靠色彩信息精准判断产品合格与否,还原真实色彩场景,避免误检。
适配硬件接口与软件生态

(一)接口兼容性
常见工业相机接口有 GigE、USB3.0、Camera Link 等。GigE 接口支持长距离(达 100 米)、多相机同时连接,网络布线便捷,适配分散式工业布局;USB3.0 接口即插即用,通用性强,便于小型设备集成、现场快速调试,常用于便携检测设备;Camera Link 专为高速、大数据量传输设计,带宽超 1 Gbps,保障超高清图像瞬间传输,适配高端高速生产线,但线缆昂贵、连接复杂。确保相机接口与工业电脑、控制系统无缝对接,防止数据传输 “肠梗阻”。
(二)软件支持
优质工业相机搭配成熟的驱动程序与 SDK(软件开发工具包),方便开发者融入既有机器视觉软件平台,像 Halcon、OpenCV 等开源视觉库。借助 SDK,可轻松操控相机参数、图像采集流程,还能深度定制图像预处理算法,实现自动曝光、畸变校正等复杂功能,大幅缩短项目开发周期,提升系统稳定性与智能化程度。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
光学系统
+关注
关注
5文章
266浏览量
19119 -
视觉检测
+关注
关注
2文章
465浏览量
20601 -
工业自动化
+关注
关注
17文章
3248浏览量
70110 -
工业相机
+关注
关注
5文章
449浏览量
25889
发布评论请先 登录
相关推荐
热点推荐



关于工业相机和镜头的选型
最近小弟刚学labview进行视觉编程,感觉很吃力。现在又遇到了相机选型方面的过程,下面我是在选择相机和镜头的认识,如有不对,请斧正! 首先明确视野范围和要求精度,然后就是项目要求,是检测有无、定位
发表于 01-07 11:41
工业相机镜头相关参数及其选型详解
在机器视觉系统中,工业相机镜头通常与光源、相机一起构成一个完整的图像采集系统,因此工业相机镜头的选择受到整个系统要求的制约。下面成都西旺为您
发表于 10-23 10:59
•41次下载
工业相机组成 工业相机选型
工业相机是机器视觉系统中的一个关键组件,其最本质的功能就是将光信号转变成有序的电信号。选择合适的相机也是机器视觉系统设计中的重要环节,相机的选择不仅直接决定所采集到的图像分辨率、图像质
发表于 03-28 14:41
•6978次阅读
磁环选型的攻略和EMC整改的技巧
磁环选型的攻略和EMC整改的技巧 随着现代化生产的高速发展,电子设备的种类也越来越多,从传统的家电到高科技通讯设备,都离不开电子元器件的使用。其中磁环作为电子器件中的一种,起到了非常重要的作用。那


相机高清却数据传不动?这篇图像采集卡选型攻略,解决90%的工业视觉痛点
与图像采集卡的选型,从性能、兼容性、稳定性、扩展性等多个维度,为工业视觉系统提供一份实用的选型攻略,帮助您解决90%以上的数据传输问题。一、高清相机

2026工业相机选型指南及推荐
。同时客户需求将偏向整体视觉解决方案,一站式解决问题。市面上相机品牌众多,不少客户往往在选型时比较困扰,下面我们就看看如何选择一款合适的工业相机。选





评论