 碳纳米管介绍:性能突出的导电剂
碳纳米管介绍:性能突出的导电剂
碳纳米管介绍:性能突出的导电剂
一、碳纳米管结构及特性碳纳米管又称巴基管,英文简称CNT,是由单层或多层的石墨烯层围绕中心轴按一定的螺旋角卷曲而成一维量子材料。其最早在1991年由饭岛澄男发现。碳纳米管的长径比、碳纯度作为影响导电性的两个核心指标,直接决定了碳纳米管的产品性能,碳纳米管管径越细,长度越长,导电性能越好。
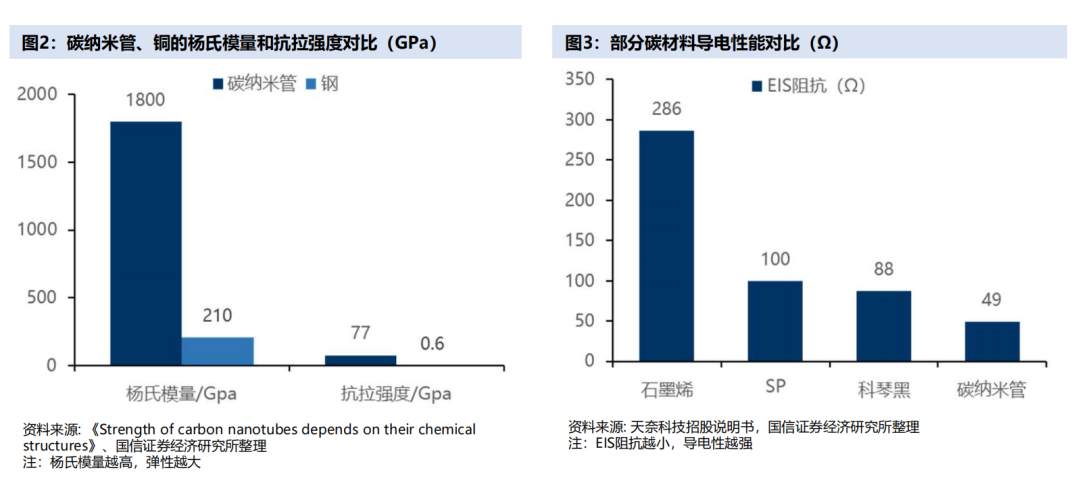
CNT具有突出的多方面性能:1)力学性能:具有极高的弹性和韧性,杨氏模量是钢的近6倍、抗拉强度是钢的100倍,也是目前自然界中比强度最高的材料。2)电学性能:导电性显著优于石墨烯、炭黑等材料,且管径越细、长度越长,导电性越好。3)导热性能:极高的导热率,室温下导热率是金刚石的2倍。轴向导热性能优、径向导热较差,可合成各向异性的导热材料。4)化学稳定性:具有耐酸性、耐碱性,在高分子复合材料中添加碳纳米管可以提高材料本身的阻酸抗氧化性能。5)嵌锂性能优异:碳纳米管的中空管腔、管与管之间的间隙、管壁中层与层之间的空隙及管结构中的各种缺陷,为锂离子提供了丰富的存储空间和运输通道。
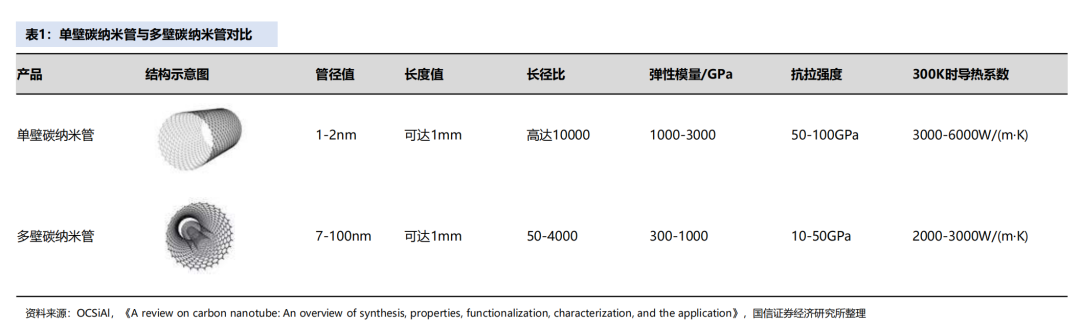
二、碳纳米管分类:单壁碳纳米管性能更优在商业用途中,碳纳米管根据石墨烯层数差异可以分为单壁碳纳米管和多壁碳纳米管。单壁碳纳米管优势体现为:
结构简单、化学性质稳定:多壁碳纳米管形成过程中层与层之间容易成为陷阱中心而捕获各种缺陷,而单壁碳纳米管结构简单、均匀一致性好,且缺陷少、化学性质稳定。
添加量少、导电性优:由于单壁碳纳米管长度-直径比较高,其能够在极低添加量下形成三维导电网络。同时,单壁碳纳米管有一层碳原子,并根据空间的螺旋特性可表现出金属或半导体性能。此外,其强大的碳碳键使得其能够有更高的载流量,电流密度能够高于铜等金属1000倍以上。
弹性好、机械性能高:单壁碳纳米管具有更强的柔韧性,能够更好的弯曲、扭曲或扭结,其弹性模量和抗拉强度显著优于多壁碳纳米管。
导热性好:单壁碳纳米管的单位质量导热系数高于多壁碳纳米管,同时二者都能够承受750℃以上的高温。
制成品颜色多样:多壁碳纳米管通过提高添加量来改善机械性能和导电性,这会影响产品表面质量和颜色,如其只能生产黑色材料。由于单壁碳纳米管添加量普遍在0.01-0.1%,因而能够生产任何颜色以及透明导电材料。
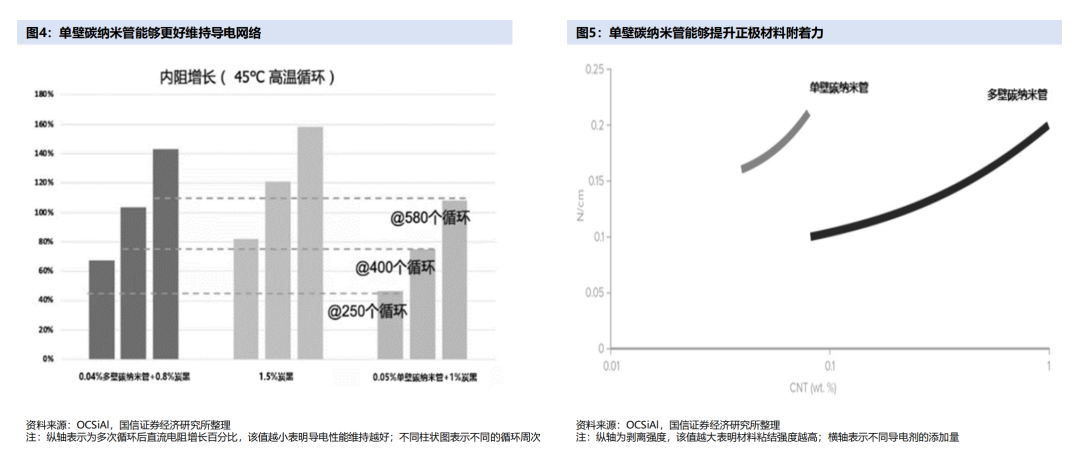
三、碳纳米管分类:单壁碳纳米管性能更优在商业用途中,碳纳米管根据石墨烯层数差异可以分为单壁碳纳米管和多壁碳纳米管。单壁碳纳米管优势体现为:
安全性能优:在45℃高温多周循环下,添加单壁CNT的软包电池内阻增长,明显低于添加其他导电剂的电池,表明电池着火风险越小。
提升极片附着力:单壁碳纳米管网络将正极材料颗粒连在一起,从而提高了颗粒之间的连接强度。而这一特性对于易粉化、易脱落的硅基负极而言尤为重要。
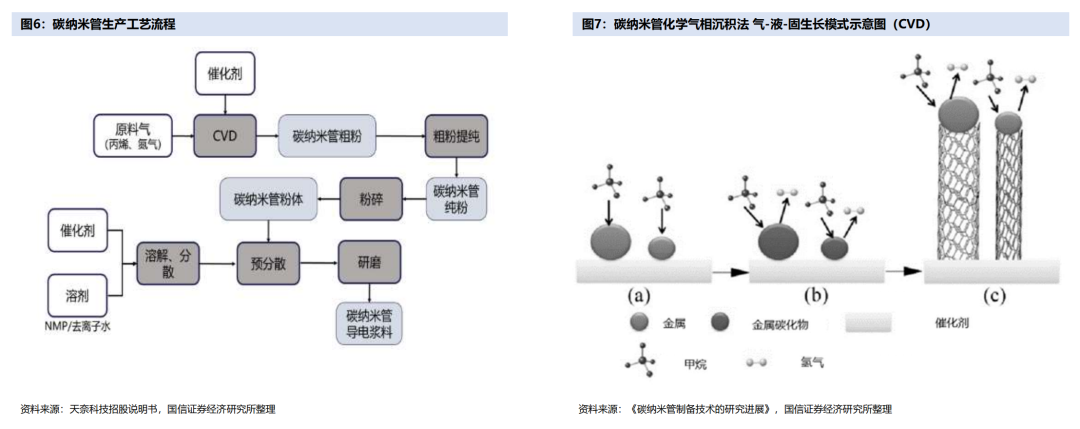
四、碳纳米管粉体制备方法:化学气相沉积法是产业界主流CNT主要制备方法为化学气相沉积法,该方法是目前业界最主流的制备方法。其是将烃类或含碳氧化物引入到含有催化剂的高温管式炉中,通过催化裂解方式制备碳纳米管,关键环节是碳纳米管在催化剂表面进行生长的过程。具体的反应过程包括碳源化合物在催化剂表面分解,碳原子通过表面扩散或者体相扩散进入催化剂内部,最后碳纳米管从催化剂颗粒中析出。该方法操作简单、成本低、过程可控性强。
五、碳纳米管技术壁垒体现在催化剂、分散体系和设备三个方面
催化剂:催化剂的制备方法和流程,会影响其粒径、活性、纯度等性能,进而对碳纳米管的管径、长度、纯度以及均一性产生显著影响。各家企业针对催化剂的组分和生产流程多进行了专利布局,并且通过自身实际生产工艺进行灵活调整。而催化剂制备水平的优劣也会直接反应在碳纳米管产品的性能上。
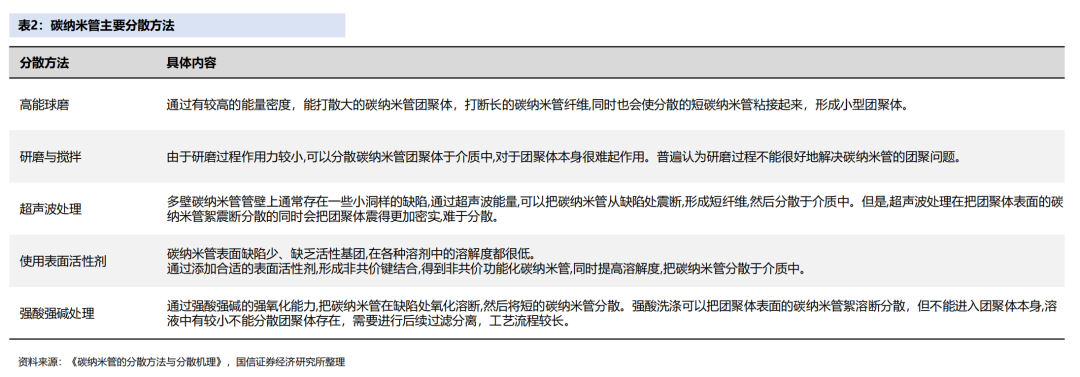
分散体系:粉体分散是浆料制备的核心步骤。由于CNT粉体直接实际应用效果不好,所以电池厂目前更倾向于采购CNT浆料。而由于碳纳米管之间较强的范德华力和高长径比,容易形成大的管束,并且纳米尺寸效应的存在,使得团聚效应更为显著。常见的分散方法包括研磨、高能球磨、添加表面活性剂等。实际生产中,常采用PVP等表面活性剂作为分散剂,NMP作为分散介质,使用砂磨机进行分散。而不同组分和不同含量的分散剂所得到的效果存在显著差异。
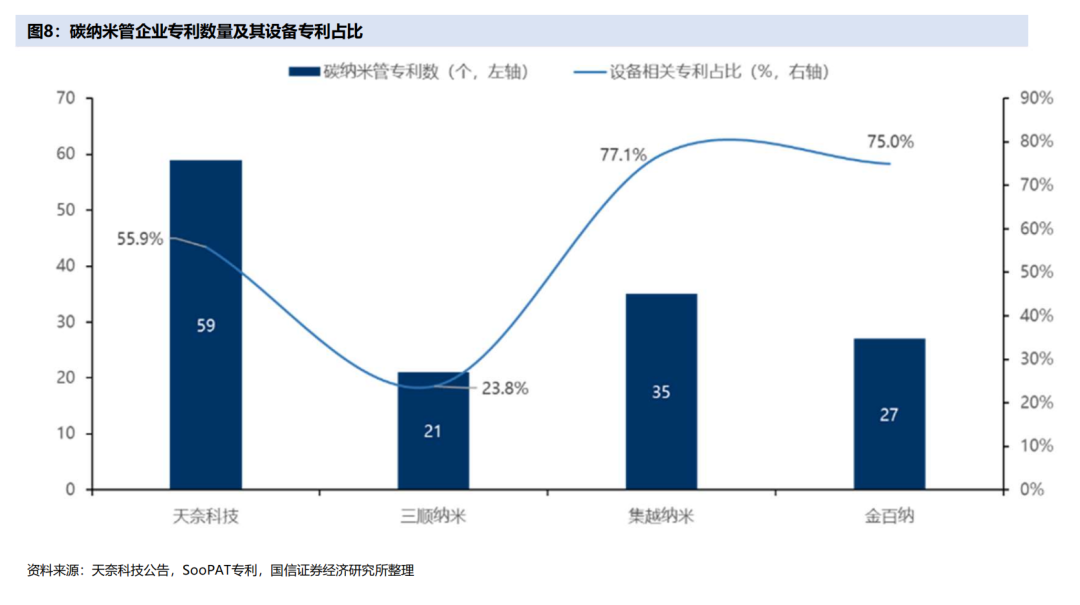
设备:碳纳米管生产中主要使用的设备有超高温炉、碳化反应器、石墨化炉、砂磨机等。碳纳米管体积密度小、比表面积大,生产中易出现缠绕,连续化生产难度高。行业内企业普遍会对流化床反应器、纯化和分散设备进行改造、甚至自主设计,以此提高生产效率和连续性。例如,截止2022年1月底天奈科技共拥有59项碳纳米管相关专利,其中设备改进相关专利为33项,占比达到56%。
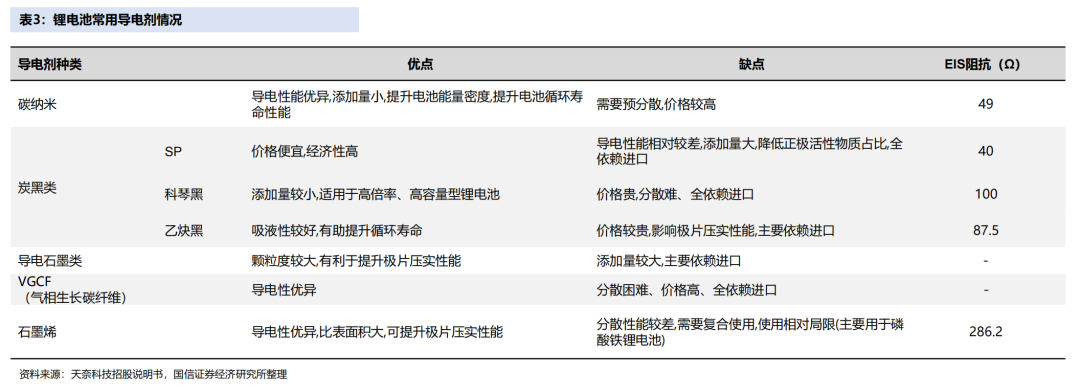
动力电池快速渗透,百亿市场扬帆远航 一、碳纳米管应用领域之锂电池:提升正负极导电性能导电剂是锂电池的关键辅材,主要作用是提升正负极的导电性。锂电池正极活性材料普遍存在导电性差的问题,使得电极内阻较高、放电深度不够,进而导致活性材料利用率低、电极的残余容量较大。而导电剂在其中发挥着: 1)提升电子在电极中传输速率,提升导电性;2)提升极片对电解液的浸润,提高锂离子迁移速率,改善电极充放电效率和使用寿命;3)充放电过程中正极材料体积变动时,构建良好导电网络,改善导电性。目前主流导电剂为炭黑类、碳纳米管、导电石墨类、VGCF(气相生长碳纤维)和石墨烯。
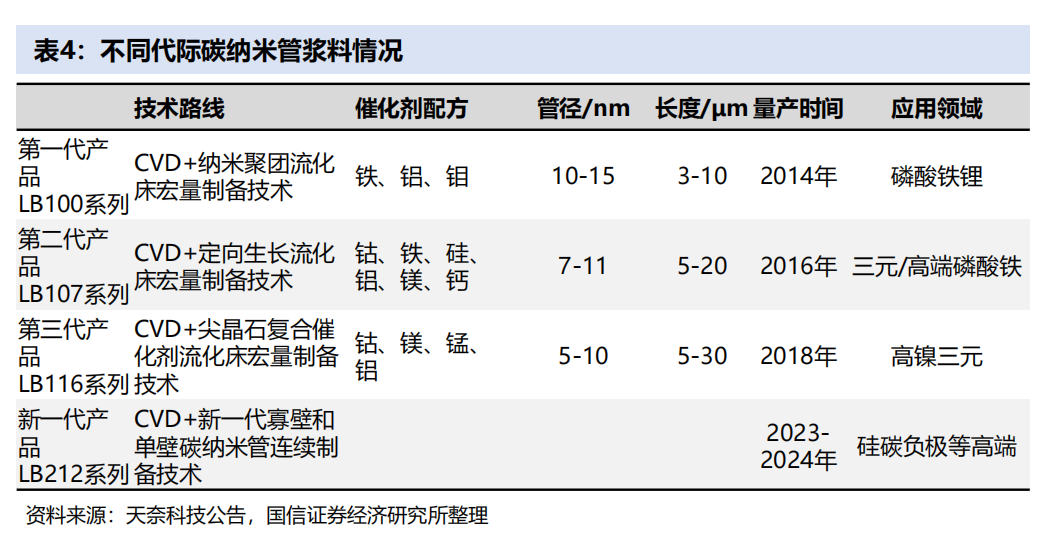
二、碳纳米管产品迭代快,不同代际性能与盈利能力差异显著各代际碳纳米管之间制备方法的差异主要体现在催化剂配方以及宏量制备方法上,高代产品管径更细、长度更长,导电性能、机械性能等各方面更为优异。根据天奈科技公告,其碳纳米管产品大致分为四代,各代产品对应不同的催化剂配方和不同的细分应用领域。各代产品推出时间间隔在2-3年,价格差异显著、成本相差很小。这种快迭代的产品也是夯实碳纳米管高盈利的重要基础。
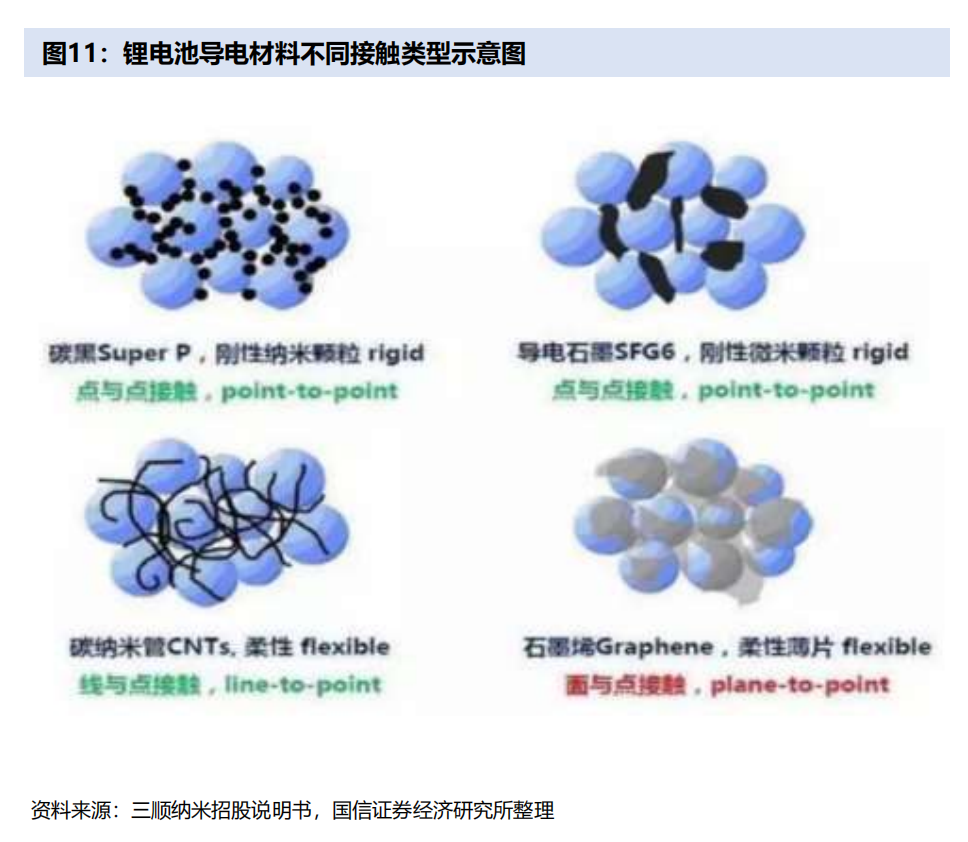
三、碳纳米管在导电剂中渗透率稳步提升碳纳米管和石墨烯导电剂相较于传统导电剂具有导电性能好、用量少的特点。炭黑类、导电石墨类和VGCF作为传统的导电剂,其在活性物质之间各形成点、面或线接触式的导电网络;碳纳米管和石墨烯属于新型导电极材料,其分别形成线接触式和面接触式导电网络。 在用量方面,导电剂的添加量取决于不同电池生产商的电化学体系,一般为正极或负极重量的1%-3%,碳纳米管导电剂的粉体使用量仅为传统导电剂的1/6-1/2。根据GGII预测,2021年炭黑依旧是市场最主流的导电剂,其出货量占比有望达到69.7%;碳纳米管渗透率持续上升,有望达到21.2%。
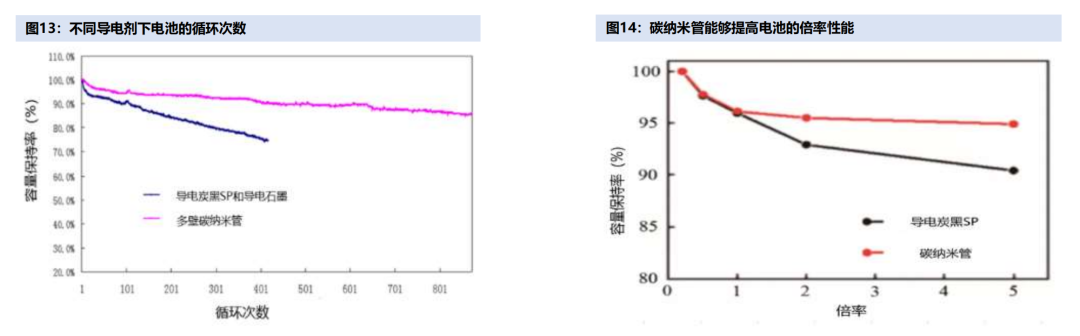
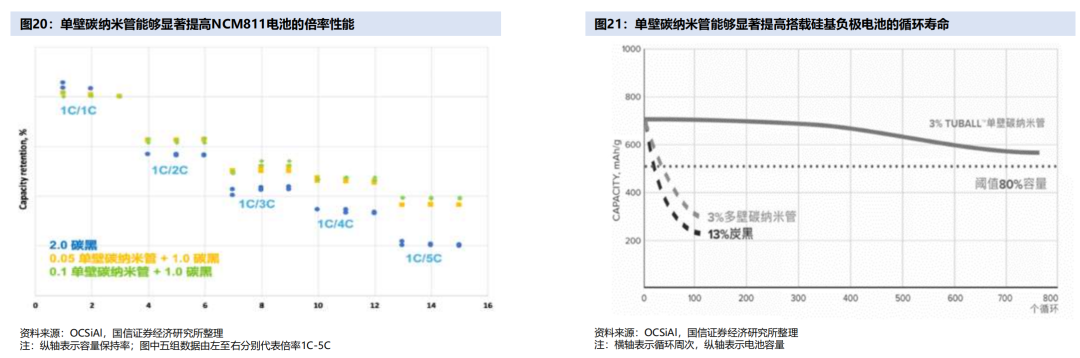
四、多因素催化碳纳米管渗透:性能优势契合下游需求伴随着市场对于高性能电池需求走高,叠加高镍正极、硅基负极等新技术应用以及性价比逐步体现,碳纳米管渗透率有望迎来快速增长:碳纳米管能够全方位提升电池能量密度、寿命、倍率等性能,更为契合下游需求。1)提升能量密度:碳纳米管添加量是传统炭黑的1/6-1/2,等效于降低电极整体质量,提高活性物质质量占比,进而提升能量密度。2)延长循环寿命:碳纳米管长径比大,能够与正极材料形成良好导电网络,进而保证正极材料之间连接、防止材料破裂脱落,提升循环寿命。3)改善快充性能:碳纳米管优异的导电性能够降低电池极化,提升倍率特性,进而改善快充性能。4)优化高低温性能:碳纳米管电导率高,能够降低电极电阻、减少发热;其导热性能优,能够提升电池高低温性能和安全性。
五、多因素催化碳纳米管渗透:与铁锂电池装机共同走高与三元正极相比,磷酸铁锂正极材料的优势在于:1)组分无贵金属,成本低;2)材料晶格稳定,可逆性好,循环寿命长;3)化学键稳定,安全性能高;其主要不足在于:1)能量密度低;2)导电性能差。成本优势叠加新技术推动磷酸铁锂装机量走高。近年来新能源车补贴政策快速滑坡,下游电池厂降本压力巨大,特别是2021年以来镍、钴金属价格持续走高,使得三元电芯价格快速提升,进而使得磷酸铁锂低成本优势更为突出。刀片电池、CTP(CelltoPack)封装技术等使得磷酸铁锂电池能量密度得以提升。兼具安全性和性价比的磷酸铁锂电池装机占比持续走高。
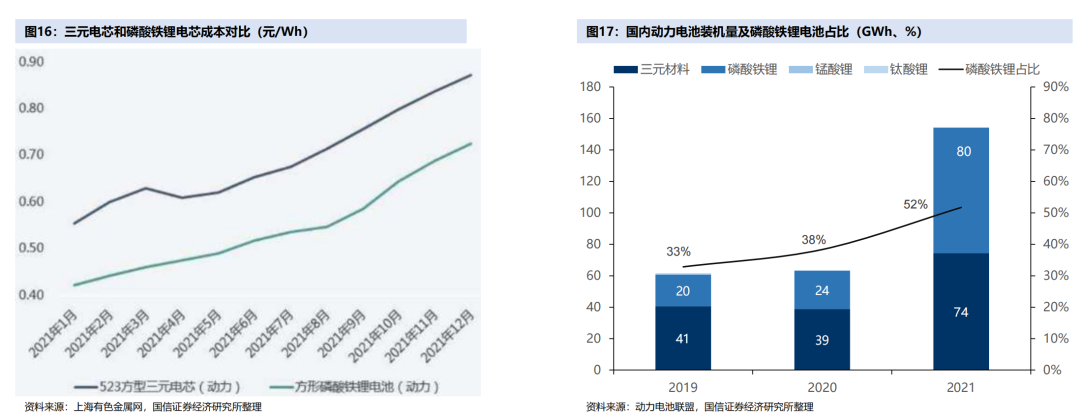
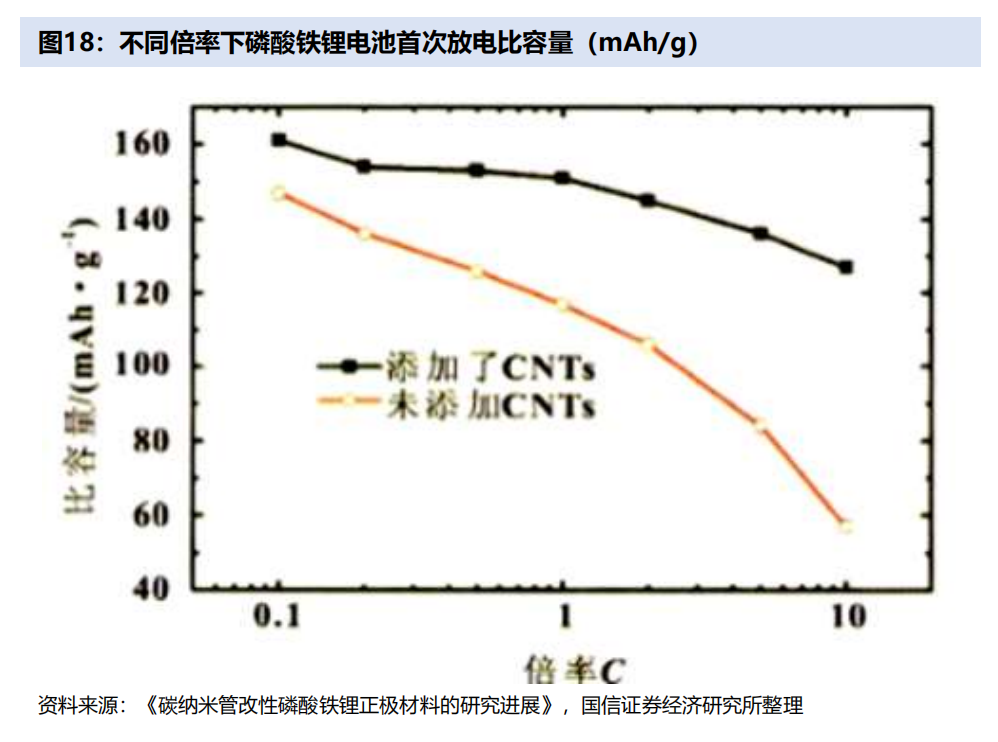
CNT能够全方位提高磷酸铁锂电池性能:特别是增强正极和集流体表面导电性,减少电子在电极局部的极化,加快电子迁移,改善倍率性能。磷酸铁锂电池添加的CNT导电剂比例更高,伴随磷酸铁锂装机占比提升,CNT出货有望快速增长。
六、多因素催化CNT渗透:携手高镍、硅基同发展4680电池将带动高镍正极和硅基负极的市场化:1)圆柱电池单体间接触面小,较方形电池更适配热失控风险高的高镍材料;2)圆柱电池成组效率低,需要搭配高能量密度材料提升单体容量。高镍正极和硅基负极带动碳纳米管需求。高镍正极导电性能差,CNT更契合需求。硅基负极理论比容量高但应用面临较大挑战:1)硅材料体积膨胀率达300%(碳材料为16%),材料易粉化;2)负极活性物质易脱落;3)SEI膜处于破损修复动态阶段,厚度持续增加,界面阻抗提高,活性物质消耗。碳纳米管(特别是单壁碳纳米管)是最契合硅基负极的导电剂:1)导电性能优异,相较石墨烯,其一维结构更容易搭建有效导电网络,弥补硅基负极导电性差的问题;2)弹性高、机械性能强,特别是单壁碳管弹性更优(是多壁碳管的3-10倍),能够在硅材料体积碰撞时紧密连接各颗粒,提高结构稳定性、减少活性物质脱落;3)比表面积大、中空结构优,能够缓解硅基负极在充放电过程中的体积变化的应力,减少材料坍塌、提高循环寿命;4)改善倍率特性、高低温性能等。目前,OCSIAl公司已经量产了单壁碳管可用于硅基负极中;天奈科技则提出单壁碳管和多壁碳管混合的方式,来优化浆体的分散性。
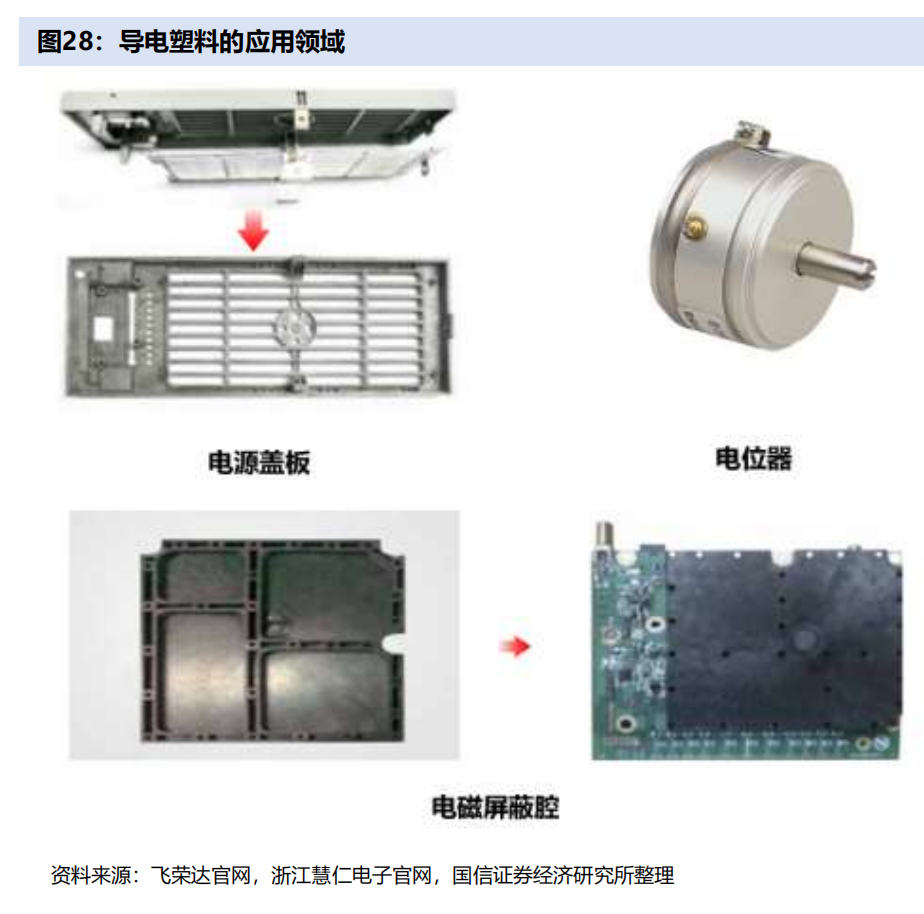
七、碳纳米管应用领域之导电塑料:碳纳米管性能优势显著导电塑料是由导电填料(导电母粒)和基材通过塑料加工成型方式制得。常见的导电填料包括:金属及其氧化物、碳系纳米材料等;而最常用的填料是炭黑,主要是由于其价格低廉、产量大以及化学性能和导电性能稳定。在导电塑料领域,碳纳米管相较炭黑存在明显优势:1)冲击强度影响小:炭黑和CNT等无机材料的添加大多都会导致复合材料的冲击强度下降,而由于碳纳米管添加量较少,整体影响更小。2)导电性能优:碳纳米管的线性结构能够很好的搭建导电网络,其自身导电能力强,会进一步优化复合材料的导电性。3)制成品外观好:一方面碳纳米管添加量少,在实际应用中不会出现导电塑料表面脱碳的情况,而炭黑则会容易产生脱碳并可能影响其他接触件性能;另一方面CNT导电塑料表面光洁度,高透明度、饱和色彩度和力学性能要远好于炭黑填充的制品。CNT在导电塑料中应用的难点:易团聚难分散。不同于在锂电池领域的应用,碳纳米管在导电塑料领域应用时需要分散在树脂等固体中,分散难度更大。
八、碳纳米管应用领域之碳基芯片:前景广阔,未来可期碳基芯片比硅基芯片有更快的传输数率,且避免欧美技术封锁的优势。碳纳米芯片的电子特性比硅有优势,电子在碳晶体内比在硅晶体内更容易移动,因此能有更快的传输数率。同时碳基芯比硅基芯片具有成本更低、功耗更小的明显优势。由于美欧等对硅芯片技术的封锁,中国想在硅技术上超越它们非常难,因而发展碳基芯片产业具有战略意义。碳纳米管性能突出,是碳基芯片的关键材料之一。碳纳米管优势:1)特殊且完美的一维结构,极大压抑了背散射,是低功耗的弹道运输。2)理想的无悬挂键结构,化学稳定性强、表面超洁净,栅效率高。3)载流子迁移率极高、本征电容小,能够快速响应。4)导电通道超薄、静电控制极佳,性能接近理论极限的5nm平面晶体管。碳纳米管应用挑战:1)碳纳米管阵列密度低,一般需要在1微米内有100-200个碳纳米管;2)纯度低:半导体的适宜纯度需要达到99.9999%甚至更高。碳基芯片研究成果频出,但仍任重道远。2019年,MIT的团队成功制备了完全由碳纳米晶体管构成的16位微处理器。2021年6月北京大学彭练矛院士在《Nature Electronics》发表文章,表示开发出了每微米120个纳米管、半导体纯度高达99.99%的碳纳米管阵列,并以此构筑成了性能优异的射频晶体管。同时,2021年初彭练矛院士提出“在国家重视和科研经费充足下,预计3-5年碳基技术能够在特殊领域小范围应用;预计10-15年硅碳融合技术将成为主流;预计15年之后碳基芯片有望凭借其高性能成为主流技术”。
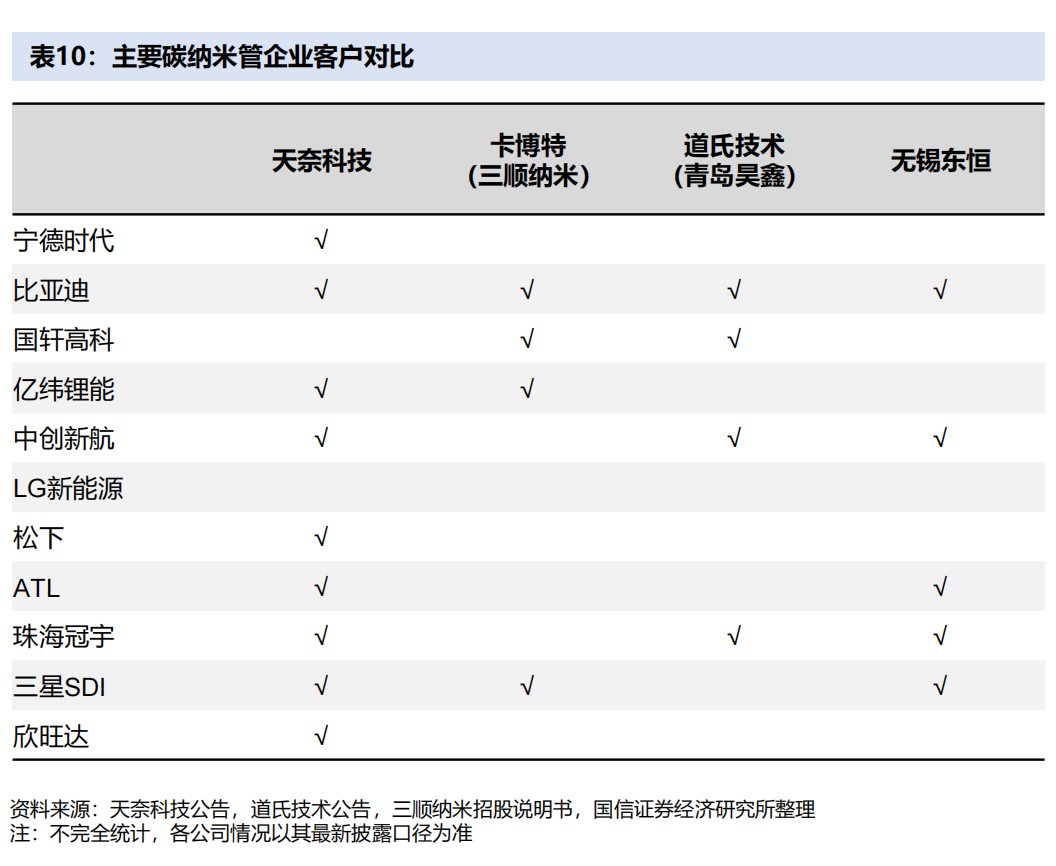
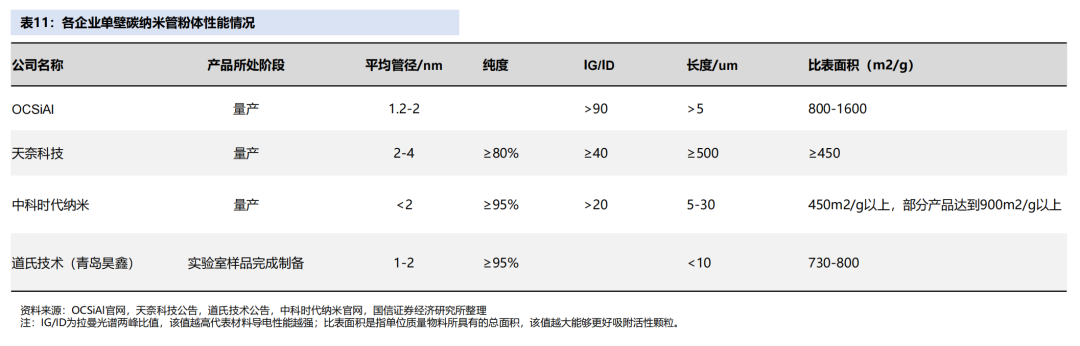
附:碳纳米管主要生产企业情况及企业客户对比
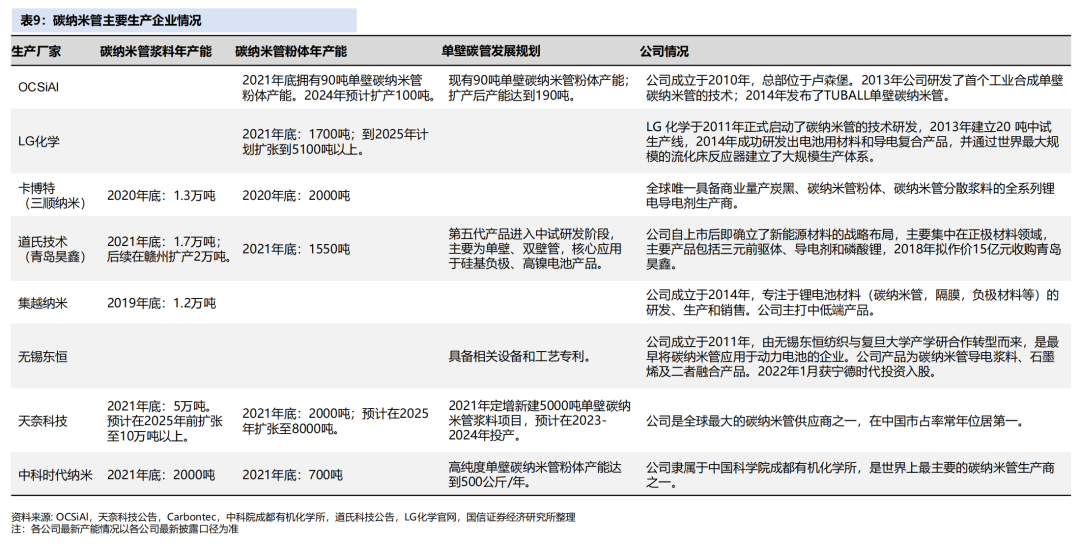
其中:单壁碳纳米管是新机遇,OCSiAl超前布局谋求先机。OCSiAl是一家俄罗斯企业,其在2013年研发出了首个工业合成单壁碳纳米管的技术,并且在2014年正式发布其单壁碳纳米管产品TUBALL。目前,OCSiAl拥有90万吨的年产能,占全球单壁碳纳米管市场的95%以上。TUBALL已经在锂离子电池、轮胎、导电塑料等领域得到应用,且性能领先于同行竞品。国内企业,天奈科技已成功研发单壁碳纳米管成品,并在2021年定增新建单壁碳纳米管产能,在2023-2024年投产;中科时代纳米(中科院成都有机化学所)已具备500kg的年生产能力;道氏技术(青岛昊鑫)也已经完成单壁碳纳米管的研制工作。
小结:
碳纳米管性能优势显著,催化剂、分散体系和设备壁垒高
碳纳米管(CNT)是由石墨烯围成的一维量子结构,是优势显著的导电材料,主要应用在锂离子电池,并且在导电塑料和碳基芯片领域拥有较好的商业化前景。根据石墨烯层数的差异,CNT可分为单壁和多壁;单壁碳管优势主要为:1)化学性质更稳定;2)机械性能好;3)提升极片附着力。CNT技术壁垒主要体现为:1)催化剂是工艺核心;2)设备工艺决定连续化和宏量化制备水平,头部企业多自研设备以提升生产效率。3)分散体系是浆料制备的核心步骤,分散程度的优劣直接决定浆料性能。
行业技术与产品迭代快,龙头企业优势显著
碳纳米管行业壁垒主要体现在:1)技术壁垒高,头部企业有完善的专利布局,传统炭黑因工艺差异和技术壁垒难以直接切换;2)客户壁垒高:导电剂认证周期较长,且成本占比较低,客户粘性较大。因此CNT属于典型的技术密集型利基市场,具有集中度高的特点。国内市场中天奈科技出货量多年蝉联第一,2022年市占率达到40.3%,道氏技术(青岛昊鑫)、集越纳米紧随其后。海外市场看,LG化学依托自身优势进行自主研发,卡博特通过收购三顺纳米切入碳纳米管领域;OCSiAl专注单壁碳纳米管产品,拥有行业约95%产能。
-
碳纳米管
+关注
关注
1文章
145浏览量
17266 -
CNT
+关注
关注
0文章
21浏览量
17227
原文标题:新一代导电材料:碳纳米管
文章出处:【微信号:深圳市赛姆烯金科技有限公司,微信公众号:深圳市赛姆烯金科技有限公司】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
集成电路的互连线材料及其发展
EBC电极的制备、结构、性能及应用
导电油墨:电子面膜制作的关键核心③

金银纳米颗粒对单壁碳纳米管实现近红外荧光增强

九号电动将于4月19日发布新品智能碳晶电池
超级电容是什么?超级电容的性能特性

日本中央大学研发新传感器,无损检测与三维重建获突破

华硕ROG超神32 OLED屏明日开启预售
思特威推出国产5000万像素尺寸手机图像传感器SC5000CS,美国将十多家中国企业列入"中国军方企业名单&qu

碳纳米管晶体管兼容已有半导体制程工艺,解决碳纳米管均匀可控掺杂难题

Imec 与三井化学公司签署战略合作协议,将用于 EUV 光刻技术的 CNT 薄膜技术商业化
可性能翻倍的新型纳米片晶体管
韩国、荷兰组建“芯片联盟,智能驾驶汽车布局加速,激光雷达需求大增
SK海力士与三星电子DRAM市场份额差距已缩小至4.4%,霍尼韦尔携手中企重构价值链






 工商网监
工商网监
评论