 一文了解高性能碳纤维的典型制造工艺及其主要特点
一文了解高性能碳纤维的典型制造工艺及其主要特点
尽管许多复合材料用户会使用碳纤维,但不少人却不了解碳纤维的制造方法,因为碳纤维生产商会对自己产品的生产方式保守秘密。每个生产商的碳纤维都与其竞争对手的产品不同,而赋予每个品牌标志性特征的加工细节则被认为是知识产权。
众所周知,碳纤维的制造过程既困难又昂贵。建设一条世界一流的生产线以及设备组装需要大量资本,仅设备一项就至少需要2500万美元,并且最多可能需要两年的时间才能投入运行。因此,实际的成本可能更高。
金属材料具有均质特性,并且具有符合既定标准的特性,也就是说每个生产商生产的P20钢性能接近,并可以与其他生产商互换。但是,碳纤维生产商生产的产品相似但不相同,如碳纤维的拉伸模量、拉伸强度、压缩强度和疲劳强度等各不相同。
PAN基碳纤维现可提供标准模量(33至36 Msi)、中模量(40至50 Msi)、高模量(50至70 Msi)和超高模量(70至140 Msi)等规格。碳纤维作为束丝,按照丝束规格,其产品范围从1K到350K(1K等于1,000根细丝,直径范围从5到10微米),此外产品的碳含量和表面处理/上浆类型也不同。
就制造工艺而言,用最简单的话说,碳纤维是通过惰性气体中在高于900°C 的温度下热解有机前体纤维而制成的。然而,碳纤维制造是一项复杂的工作,需要经历聚合和纺丝、氧化(也称为稳定化)、碳化(制备高模量碳纤维时需要增加石墨化工艺)、表面处理和上浆。
聚合工艺
该过程始于称为前驱体的聚合物原料,如今,约有10%的碳纤维是由人造丝或沥青前驱体制成的,而绝大部分由聚丙烯腈(PAN)衍生而来,后者是由丙烯腈制成的,而丙烯腈则是由商品化学品丙烯和氨气衍生而来的。本文主要介绍了PAN基碳纤维制造流程。
长期以来,通过将PAN转换为碳纤维一直对生产商构成挑战,因为碳纤维生产商的大部分投资都花在了前驱体上,而成品碳纤维的质量也直接取决于前驱体的质量。通常,前驱体配制以丙烯腈单体开始,其在反应器中与增塑的丙烯酸共聚单体和催化剂,如衣康酸、二氧化硫酸、硫酸或甲基丙烯酸结合,连续搅拌会混合成分,确保黏度和纯度,并引发丙烯腈分子结构内自由基的形成。这种变化导致聚合反应即化学过程,该过程产生可形成丙烯酸纤维的长链聚合物。
纺丝工艺
PAN纤维是通过称为湿法纺丝的方法形成的。将浓液浸入液体凝结浴中,并通过由贵金属制成的喷丝头中的孔挤出,喷丝孔与PAN纤维的所需长丝数相匹配(例如12K碳纤维为12,000个孔)。湿纺纤维通过水洗牵伸以除去过量的凝结剂,然后干燥并拉伸以继续提高PAN聚合物的取向。
湿法纺丝的一种替代工艺是被称为干喷/湿法纺丝的混合工艺,该工艺在纤维和凝固浴之间会存在空气段,从而产生光滑的圆形PAN纤维。PAN前驱体纤维的最后一道工艺是上油,可防止丝束发生黏连,随后卷绕成型。
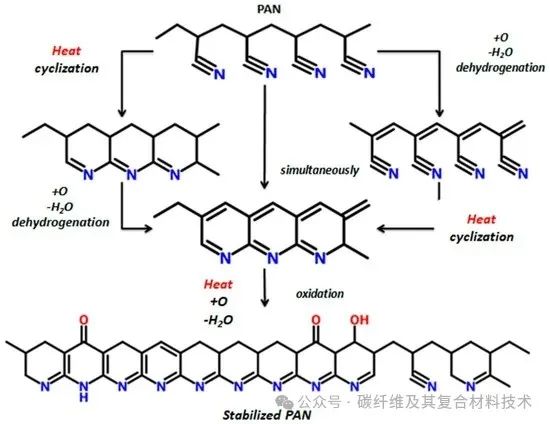
氧化
预氧化处理是碳纤维制备流程中耗时最长的一道工序,氧化炉温度范围为200°C至300°C。该过程将空气中的氧气分子与PAN纤维结合在一起,并使聚合物链开始交联,这会使纤维密度从〜1.18 g/cc增加到高达1.38 g/cc。
为了避免PAN纤维放热失控(氧化过程中释放的总放热能量估计为2,000 kJ/kg,会造成火灾隐患),预氧化炉制造商使用多种气流设计来帮助散热和控制温度,几种常见的预氧化炉气流方式,请参考《三种不同气流方式的预氧化炉》(阅读原文)。
氧化时间会根据前驱体纤维的化学反应而变化,通常而言需要60到120分钟的时间,每条生产线需要4到6个烘箱,烘箱堆叠起来可以提供两个加热区。氧化后的PAN纤维包含约50%至65%的碳分子,其余部分为氢、氮和氧的混合物。
碳化
碳化反应在专门设计炭化炉内进行,并且需要惰性(无氧)气氛保护。在没有氧气的情况下,只有非碳分子包括氰化氢和其他VOC(稳定期间以40至80 ppm的浓度生成)和微粒被除去,并从高温炉内排出,随后在环境控制的焚化炉中进行后处理。
碳纤维预氧化碳化示意图
在碳化过程中必须施加一定牵伸张力,从而可以优化碳分子的结晶,以生产出含碳量超过90%的碳纤维。碳纤维与高模碳纤维(又称“石墨纤维”)区别在于,前者是在约1300°C下碳化的纤维,其碳含量为93%至95%,而后者在1900-2500°C时被石墨化,碳元素含量超过99%。
高模量和超高模量碳纤维成本相对较高的部分原因是停留时间的长短和高温炉中必须达到的温度。预氧化处理时间以小时为单位,但碳化时间要短一个数量级,以分钟为单位。纤维经过碳化后,重量会显著下降,并使直径缩小。
表面处理及上浆
除前驱体纤维外,表面处理最能使一个供应商的产品与竞争对手的产品区分开。基体树脂和碳纤维之间的粘合性对于增强复合材料至关重要,而在制造碳纤维的过程中,表面处理目的是增强这种粘合性。生产商会采用不同的处理方法,处理后纤维表面活性增加,从而提高可用于界面纤维/基体粘结的表面积,并添加反应性化学基团如羧基等。
随后的工序是上浆处理,一般上浆剂占碳纤维重量的0.5%至5%,可在处理和加工(例如编织)过程中保护碳纤维成为中间产品。上浆还可以将细丝束缚在各个丝束中,以减少起毛,提高可加工性并增加纤维与基体树脂之间的界面剪切强度。上浆干燥结束后,漫长的碳纤维制备过程就完成了,单个的丝束分离出来然后缠绕到筒管上。
-
碳纤维
+关注
关注
0文章
86浏览量
11903 -
复合材料
+关注
关注
2文章
228浏览量
13051
原文标题:【经典回顾】一文简要了解高性能碳纤维的典型制造工艺及其主要特点
文章出处:【微信号:深圳市赛姆烯金科技有限公司,微信公众号:深圳市赛姆烯金科技有限公司】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
RFID天线主要有哪些制造工艺
碳纤维阻抗和玻璃纤维阻抗的区别
韩国裸机云大宽带服务器主要特点和优势
中间继电器的主要特点
伺服系统的分类及主要特点
锁相放大器的工作原理、结构及特点
电子测量技术的主要特点及应用实例
绝缘电阻测试仪的工作原理和主要特点
高速电机必须依赖碳纤维转子吗?

PLC的主要特点
单向碳纤维强化的柔性压电纳米复合材料的原理、结构设计及应用





 工商网监
工商网监
评论