 C/C复合材料连接技术研究进展
C/C复合材料连接技术研究进展

1. 引言
碳纤维增强碳基复合材料(C/C)具有高温环境下的适用性,能够承受高达2800°C的极端温度。碳纤维增强碳基复合材料(C/C)展现了出色的抗热冲击性能,在极端高温条件下仍能保持其机械强度。它们还具备高导热性和低密度特性。最初,这些材料被用于核聚变 ITER 分流器装甲中的等离子体面向材料。然而,由于一些限制因素,如高氚保留、在强热通量下纤维的严重腐蚀,以及热诱导应力可能破坏纤维的完整性,它们最终被钨所取代。随后,这些材料与铜合金散热器结合,以确保有效的散热,特别是在 ITER 中的核聚变应用方面。实现从 C/C 到铜的有效键合和高热传递的挑战,激发了对可行连接技术的研究。钎焊已成为承受接头内高热通量的首选技术,因为传统的机械解决方案被认为不足以实现有效的散热。对异种接头的研究不仅限于 ITER 项目,它在航空航天领域也显示出相关性。实际上,C/C 材料可用于应对太空任务中遇到的恶劣热环境,包括喷嘴的热管理和再入操作等任务。近年来,对新钎焊工艺的研究以及对现有方法的改进已经取得显著进展。表面形貌对于基体与连接材料间的润湿性以及耦合效应起着至关重要的作用。若表面纹理能够促进被粘物与胶粘剂之间的锚定作用,则可能引发机械互锁效应。这种效应发生在连接材料渗透进表面的凹陷区域时,即所谓的山谷。这些特定区域作为锚固点,不仅促进了钎焊材料在接头区域的保留,还为接头提供了额外的强度支持。
2、机械连接技术
机械连接技术是目前航空复合材料连接成形过程最常用的技术之一,接头强度高,且相对易于拆卸,主要包括螺接、铆接等连接技术,典型机械连接成形技术示意图如图1所示。机械连接是通过螺栓、螺钉等紧固件实现C/C复合材料构件的连接。这种方法易于控制质量,抗剥离能力强,但连接效率较低,且在复合材料轴管上开孔会破坏增强纤维的连续性。
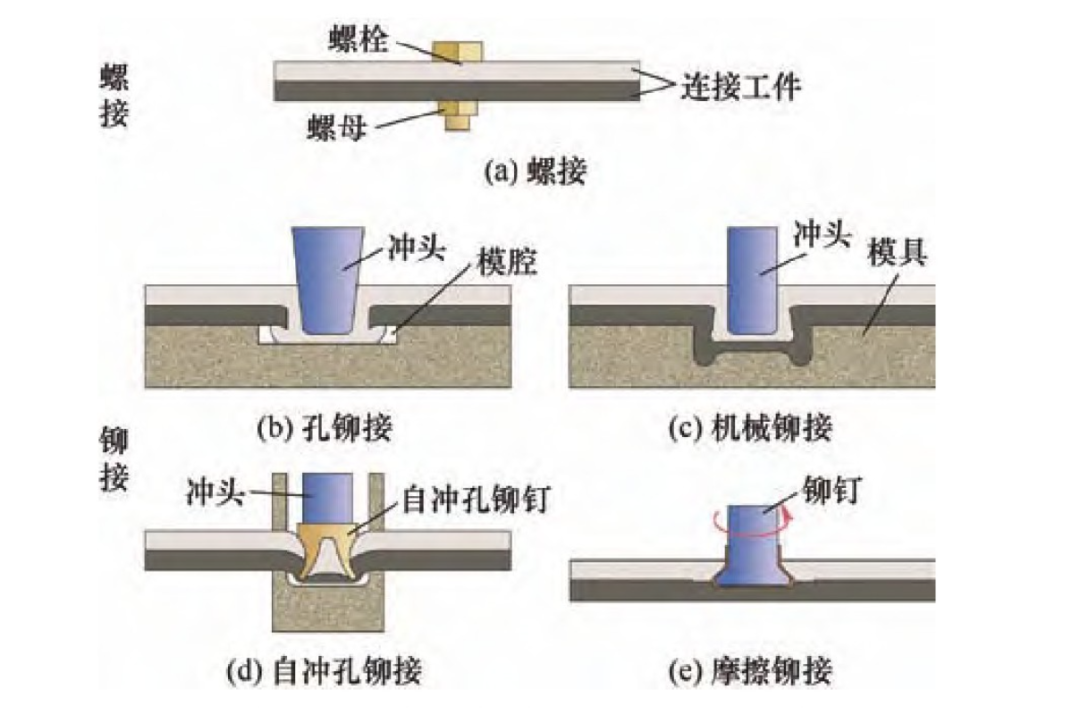
图1典型机械连接成形技术示意图
3、钎焊连接技术
钎焊接头研究:在最近的一项研究中,探讨了界面结构对碳/碳(C/C)复合材料与铜铬锆(CuCrZr)合金钎焊接头性能的影响。研究者们采用了Cu-3.5Si活性钎料,通过活性钎焊法,成功制备了C/C-CuCrZr接头,并在其中引入铜作为中间层。在C/C焊接面,通过激光毛化处理,构建了具有“指接结构”的连接界面。研究发现,接头的强度高达79 MPa,并且在经历450℃下50次热震循环后,接头界面依然保持基本完整,显示出优异的抗热震性能。铜中间层有效地缓解了接头的残余应力,而指接结构在钎焊界面形成的钎料针起到了显著的锚定作用,同时增大了接头的连接面积,从而提升了接头的强度和抗热震性能。
钎焊温度对连接性能的影响:另一项研究深入分析了钎焊温度对C/C/AgCuTi+Cf/TC4接头组织及力学性能的影响。研究结果表明,随着钎焊温度的升高,接头两侧的反应层厚度增加,钎缝中心的Ti-Cu化合物数量增多,相应的钎焊接头抗剪强度呈现出先上升后下降的趋势。当钎焊温度设定为900℃,且钎焊时间为10分钟时,接头强度达到峰值,为28.5 MPa。此外,碳纤维在接头形成过程中起到了组织调控与应力调控的作用,进一步提升了钎焊接头的整体质量。
表面处理方式对连接性能的影响:常压等离子射流(APPJ)能有效纹理化C/C复合材料表面。30秒的等离子处理即可形成刷状纹理,增加表面锚定点和表面积。尽管对钎焊合金接触角影响不大,但可能提高C/C-C/C样品的钎焊接头强度。然而,机械测试表明处理后的样品性能不佳,原因是TiCuNi合金渗透进C/C空腔,导致接头厚度仅为10微米。为增强机械性能,需优化钎焊工艺和探索不同合金。对于C/C-Cu接头,等离子处理后性能提升140%,归因于C纤维周围环形间隙增加粘合面积和钎焊材料保留增加,以及由渗透钎焊合金引起的增强钉扎效果。
钎焊技术的应用:钎焊技术因其低加热温度、小焊接变形、适用于多种材料以及高生产效率等优点,在轨道客车领域得到了广泛应用。例如,空调冷凝水管、转向架制动管路、散热器散热片、电机转子、铜接地座等连接均采用钎焊。然而,传统的轨道客车钎焊主要采用火焰钎焊,存在钎料含银量高、环保压力大、人工操作和质量稳定性差等问题。近年来,低银钎料和感应钎焊技术(自动、参数可控)逐步替代了火焰钎焊,成为车辆铜管焊接的主要方式。如图2所示,与火焰钎焊相比,感应钎焊具有加热控制精确、接头均匀美观、焊接速度快等优点,并且结合低Ag钎料的应用,显著降低了环境污染。
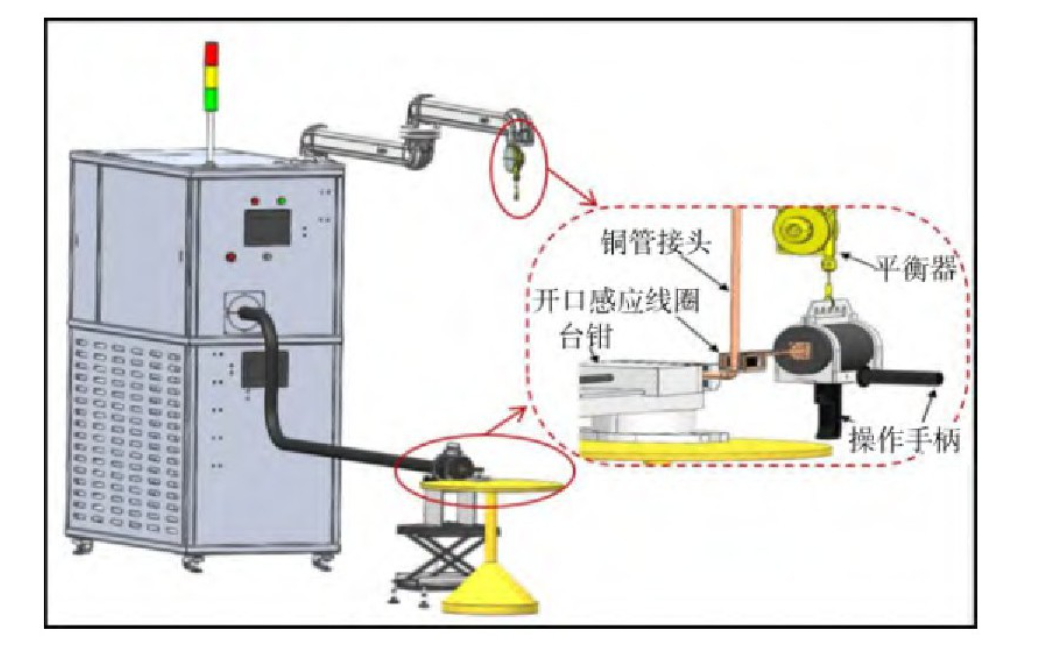
图2 感应钎焊系统
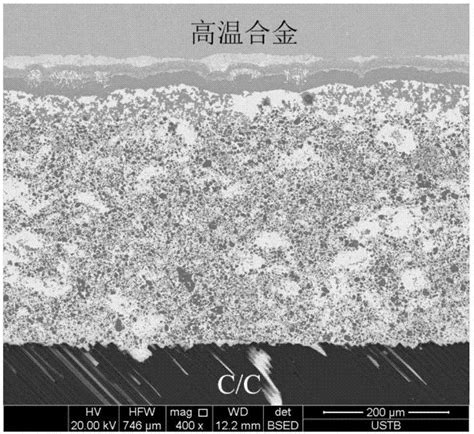
图3 一种Cf/C复合材料与镍基高温合金的复合钎焊
4、胶粘剂连接技术
胶粘剂连接技术是借助胶粘剂将相同或不同材料进行连接的技术,广泛应用于航空复合材料的连接成形过程,无须对复合材料进行预钻孔处理,且对复合材料的厚度和延展性无特殊要求。在应用该连接技术时,通常需要对复合材料进行适当的表面处理,随后通过二次胶接、共固化胶接以及共胶接等连接技术对复合材料进行高质量的连接,连接成形示意图如图4所示。
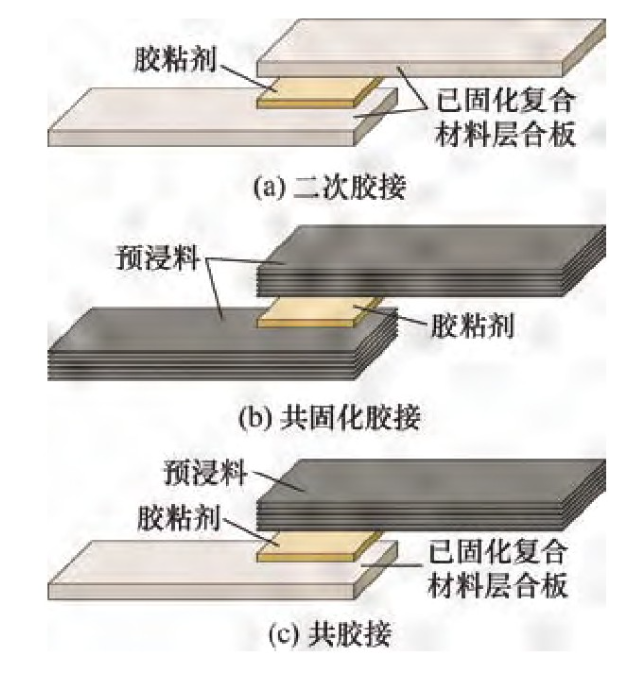
图4不同胶黏剂连接技术
5、混合连接技术
机械连接与胶接结合:混合连接方式结合了机械连接和胶接的优点,通过在连接区域预先制孔、涂胶后安装紧固件,可以在胶接面失效后防止连接结构立即破坏,提高破损安全性能。此外,在高温条件下(如800°C),粘接-螺栓混合接头表现出较高的承载能力。螺栓的存在提高了接头的刚度和承载性能,减少了粘合剂层的失效载荷。
变刚度复合材料轴管胶接接头:通过优化纤维取向和胶层厚度,可以最小化环向剪切应力,提高接头的力学性能。
预紧力齿形连接技术:未来研究中可考虑无附加金属部件的连接技术,如预紧力齿形连接技术,以改进C/C复合材料与其他金属材料的焊接机制和界面反应。
6、其他连接方式
1)高温自传播燃烧合成方法:通过高温自传播燃烧合成方法,可以实现C/C复合材料与TiAl合金的同步焊接,获得无裂纹的焊接接头。
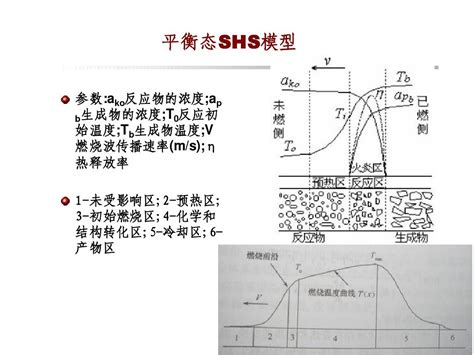
图5自蔓延高温合成技术(燃烧合成)
2)UHS技术:基于超快速高温冲击技术的选择性氧化方法,可以显著提高C/C复合材料与金属的界面结合强度,剪切强度提高至25.3 MPa。
[1]Alessandro De Zanet, Fabrizio Valenza, Valentina Casalegno, Sofia Gambaro, Fabiana D'Isanto, Milena Salvo,Atmospheric-pressure plasma jet texturing of C/C composites for improved joint strength,Ceramics International,Volume 50, Issue 20, Part B,2024,Pages 38933-38942,ISSN 0272-8842,https://doi.org/10.1016/j.ceramint.2024.07.257.
[2]刘嘉鸣,全东,赵国群.航空复合材料连接成形技术研究进展[J].机械工程学报,2023,59(20):119-142.
[3]韩晓辉,刘桐,李刚卿,等.轨道客车连接技术难题及发展趋势[J].电焊机,2024,54(09):1-13.
[4]付前刚,石慧伦.C/C复合材料表面耐高温抗氧化硅基陶瓷涂层研究进展[J].航空材料学报,2021,41(03):1-10.
-
碳纤维
+关注
关注
0文章
95浏览量
12692 -
复合材料
+关注
关注
2文章
275浏览量
13872 -
钎焊
+关注
关注
1文章
22浏览量
10327
原文标题:【专题综述】C/C复合材料连接技术研究进展
文章出处:【微信号:深圳市赛姆烯金科技有限公司,微信公众号:深圳市赛姆烯金科技有限公司】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
导热凝胶材料对比:硅基 vs 非硅基 vs 复合材料

高温环境下的材料竞争:聚酰亚胺复合材料与金属、陶瓷及传统树脂基复合材料的对比研究

技术解析:超声切割如何实现复合材料的无尘精密加工

共聚焦显微镜在纳米复合材料的三维形貌表征

高压放大器在复合材料检测中的精准驱动
高压放大器在复合材料检测的应用
射频功率放大器在纺织复合材料研究中的应用

进口高速主轴电机4060 ER-S——破解硬质复合材料切割难题
功率放大器如何赋能复合材料无损检测验证新高度
基于四探针法 | 测定钛基复合材料的电导率

复合材料常用的力学性能指标有哪些?

百亿赛道,拐点已至:陶瓷基复合材料(CMC)一级市场投资正当时

ATA-3090C功率放大器在磁电复合材料磁发射性能研究中的核心应用
ATA-2031高压放大器赋能复合材料板超声无损探伤研究
复合材料扭力测试力学性能研究



评论