 SiP封装产品锡膏植球工艺
SiP封装产品锡膏植球工艺
芯片的发展也从一味的追求功耗下降及性能提升(摩尔定律)转向更加务实的满足市场的需求(超越摩尔定律)。为了让芯片效能最大化、封装后的体积最小化、定制化,SiP封装技术已成为半导体产业最重要的技术之一。SiP封装技术发展趋势参考图,集成度和复杂度越来越高。
植球工艺
球状端子类型
行业标准IPC-7095《BGA的设计及组装工艺的实施》中提到的封装球状端⼦类型有三种,可根据自己公司SiP产品的工艺要求选择对应的端子类型。
植球方法
目前行业主要有三种植球方法,目前整个领域的SiP产品主要使用置球植球的方法。
方法 | 端子类型 |
锡膏印刷植球 | 焊接凸点 |
置球植球 | 焊球 |
激光植球 | 焊球 |
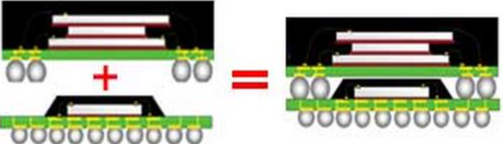
锡膏印刷植球
锡膏印刷植球方法就是直接把适量的锡膏印刷到预设的焊盘上,过回流焊后形成凸点端子,其优点是所用设备与现有SMT线体一样,可以利用现有SMT锡膏印刷设备。
使用锡膏印刷植球时钢网开口设计主要考虑两点:
a)确保过回流焊后焊盘上有一定形状的焊料凸点,需要印刷足够的锡膏量,一般采用增加钢网厚度和扩大钢网开口的方法,需要重点关注炉后凸点的形状、高度和一致性;
b)从降低过回流焊后焊料凸点的空洞率考虑,通过验证建议钢网开口增加架桥方式(如直径0.6mm的端子建议钢网中间架0.15mm或0.2mm的桥),作为焊接时排气通道,减少空洞问题,同时还需要重点关注脱模效果和钢网质量。
大为SIP封装锡膏(水洗型、免水洗型)
特别适用于SiP封装的细间距印刷;
在钢网最小开孔为55μm时印刷中脱模性能极佳,锡膏成型效果好且防坍塌性好,连续印刷性非常稳定;
长时间保持高粘力、解决长时间生产易掉件(芯片)问题;
钢网使用寿命长(≥10小时),印刷后作业时间长(≥10小时)
优异的润湿性能,焊点能均匀平铺;
高抗氧化性,无锡珠产生,无色残留;
卓越的抗冷、热坍塌性能;
低空洞率,回流曲线工艺窗口宽;
 植球锡膏
植球锡膏置球植球
目前业内采用的置球植球方法有三种:“锡膏”+“锡球”和“助焊剂”+“锡球”与“锡膏印刷”,具体做法就是先把锡膏或助焊剂涂覆到锡球的焊盘上,再用植球机或丝网印刷的方式将锡球放置到焊盘上,过回流焊炉后形成球状端子。
自动植球机置球植球
a、用与锡球焊盘相应的治具蘸取助焊剂(Flux Dip),并将其点涂在锡球焊盘上。首次添加助焊剂前需检查清理干净植球设备装载助焊剂的模板,确保模板内没有其它异物或不同类型的助焊剂。要根据锡球的直径选择合适厚度的助焊剂刮刀(一般建议刮刀厚度是锡球直径的1/4~1/3),再添加助焊剂并手动来回运行设备助焊剂刮刀8~10次,以搅拌刮平模板上的助焊剂。助焊剂治具的PIN针在水平的助焊剂模板上均匀的蘸取助焊剂并点涂到锡球焊盘上。需要控制模板上的助焊剂厚度和PIN针的点涂时间,要确保点涂后助焊剂能完全润湿覆盖焊盘,否则会有导致植球后锡球偏移或炉后锡球润湿焊接不良的问题。注意,助焊剂添加遵循"少量多次"的原则。
b、通过置球治具(Ball attach tool)真空吸取锡球,并转移至沾有助焊剂的焊盘上;松开真空开关,锡球在助焊剂的粘性作用下,粘贴在基板焊盘上;
c、植好锡球的基板通过热风回流焊,锡球在高温下熔化,并在助焊剂的帮助下,与基板焊盘浸润,扩散、溶解、冶金结合,形成结合层(IMC),冷却后,锡球与基板焊盘焊接在一起。为了减少锡球高温氧化,建议在氮气氛围下焊接;
d、焊接了锡球的基板,再进行清洗,把基板上多余的助焊剂和脏污清洗掉,最后烘干。
 激光锡膏
激光锡膏钢网置球植球
a、印刷锡膏或印刷助焊剂:助焊剂钢网的孔与基板焊盘完全吻合(对准)没有偏差,使用45°~60°的刮刀将搅拌均匀的锡膏或助焊剂均匀地漏印到焊盘上,然后降低基板工作台,再慢慢地抬起钢网并将基板取出。观察漏印在基板上的锡膏或助焊剂是否均匀、有无偏差或者其他印刷缺陷。
注意,助焊剂多了或者少了都有可能造成植球失败。如果助焊剂多了,多出来的助焊剂会通过钢网小孔溢出来,影响锡球排列;如果助焊剂少了,又会影响锡球焊接质量。
b、放置锡球:锡膏或助焊剂印刷完成之后,将基板置于工作台上,按照正确位置固定植球钢网,调整工作台高度,使基板与植球钢网之间保持一定间距,大约为焊球直径的 1/2~2/3 即可。
调整完成后,取一定量的锡球倒在植球钢网上,使用刷子将锡球填充到相应的网孔,多余的焊球使用刷子将其放置在旁边。再查看网孔是否都填充有锡球,保证每个网孔中有且只有一个锡球存在。然后下降工作台,卸下植球钢网,取出基板。注意,取出基板时不要用力过大或速度过快,这样会导致锡球偏移。
激光植球
激光植球就是使用激光设备,采用激光熔化锡球并喷射到对应焊盘完成焊接形成球状端子的方法。
在激光焊接系统中,锡球从锡球盒输送到喷嘴,通过激光加热熔化,然后从专用喷嘴喷出,直接覆盖焊盘,不需要额外的助焊剂等。它具有非接触、无焊料、热量低、焊料精确可控等优点。与普通的锡球注入法相比,具有冲击变形和瞬间凝固的特点,体现了独特的工艺过程特征。
2.2.4 SiP植球方法的选用
影响植球质量的因素及控制要点
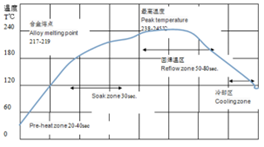
SiP产品植球工艺中影响植球质量的因素主要有植球材料、植球方法和工艺条件。植球材料主要有锡球、助焊剂或锡膏、基板;工艺条件中主要是植球工艺方法、回流温度曲线、保护气氛等。对于植球材料方面,锡球要保持清洁和防止氧化;助焊剂要保持一定的粘度和良好的助焊性;基板要保持洁净度和平整度。在植球过程中,主要是通过对助焊剂量的控制、焊接温度曲线及保护气氛等工艺条件来进行相应的工艺试验和管控。
植球材料
助焊剂
助焊剂主要是起助焊的作用,一是隔离空气防止氧化;二是去除PCB焊盘表面及锡球焊接部位的氧化物和污染物,增加毛细作用,增加润湿性,防止虚焊;另一个重要的作用是粘附固定锡球的作用。
助焊剂有2种类型:一种是水洗助焊剂,一种是免洗助焊剂,可根据产品的工艺要求选择使用。助焊剂存储要求:如大为的助焊剂要求以密封状态存放在温度≤30℃,相对湿度40~60%RH的环境;存储期限:从厂家制造日期开始计算6个月以内;具体可参考助焊剂产品规格书要求。
锡球
锡球分有铅锡球和无铅锡球,有铅锡球有Sn63Pb37、Sn62Pb36Ag2、 Sn10Pb90、Sn5Pb95;无铅锡球有Sn100、Sn96.5Ag3.5、Sn96.5Ag3Cu0.5。
锡球的直径规格一般有:0.1mm、0.15mm、0.2mm、0.25mm、0.3mm、0.35mm、0.4mm、0.45mm、0.5mm、0.55mm、0.6mm 、0.65mm、 0.76mm。具体可根据产品的工艺要求选择使用。
锡球很容易氧化,存储要求:以密封状态存放在温度25±10℃,相对湿度≤60%RH的环境,拆包未使用完的锡球放在防潮柜中或储存在有氮气的干燥柜中;存储期限:从厂家制造日期开始计算12个月以内;具体可参考产品规格书要求。
基板(PCB)
基板(PCB):基板级SiP产品的PCB建议选用高Tg(Tg≥170℃)的板材;植球后需要进行清洗,基板焊盘表面处理优选 ENIG(化学Ni/Au),防止清洗后氧化;PCB厚度规格有1.6mm、1.4mm、1.2mm、1.0mm、0.8 mm等。
具体可根据产品的工艺要求选择使用,重点是要确保PCB的平整度。
结论
SiP目前已经广泛应用于消费类电子、物联网、智能驾驶、HPC及5G网络等领域,有着非常广阔的应用和市场前景。
植球工艺作为SiP产品生产的一个关键工艺将会直接影响器件与电路导通的性能及可靠性。为了确保公司SiP产品的质量,公司引进全自动植球技术和先进的生产设备,采用稳定性好、重复性高、可实现植球质量自反馈的全自动化植球设备,搭建行业先进、高精度、高稳定性的全自动化SiP线体,提升了产品质量与效率。
本文结合公司SiP产品的特点,从影响植球质量的主要因素进行简单的介绍和分析,通过对SiP产品可制造性设计和工艺过程的控制,目前我司SiP产品的植球直通率可达到99.98%以上,不良率小于100PPM。
作为一家国家高新技术企业和科创型企业,东莞市大为新材料技术有限公司在MiniLED锡膏、固晶锡膏、系统级SIP封装锡膏、激光锡膏、水洗/水溶性锡膏等领域拥有丰富的经验和技术积累。我们致力于为微细间距焊接行业提供高质量的锡膏焊接方案,并与国家有色金属研究院、广州第五研究所长期合作。我们的开发团队由化学博士和高分子材料专家组成,在电子焊料领域开发了多元产品,适用于多个领域。
锡膏粒径:5号粉锡膏(15-25μm)、6号粉锡膏(5-15μm)、7号粉锡膏(2-11μm)、8号粉锡膏(2-8μm)、9号粉锡膏(1-5μm)、10号粉锡膏(1-3μm)
如果您想要知道更多关于固晶锡膏、MiniLED锡膏、激光锡膏、光模块锡膏、水洗锡膏、水溶性锡膏、系统级SIP封装锡膏、光通讯锡膏、散热器锡膏、倒装锡膏、LGA封装锡膏、2.5D/3D封装锡膏、MEMS微机电系统锡膏、TEC锡膏、植球助焊剂、晶圆凸点助焊剂、倒装助焊剂、半导体封装锡膏、无铅无卤锡膏、SMT锡膏、QFN爬锡锡膏、二手DDR焊接锡膏、半导体高温高铅锡膏 、IGBT锡膏、二次回流锡膏、FC助焊膏、助焊膏、铜膏 、铝膏、红胶等
-
SiP
+关注
关注
5文章
503浏览量
105315 -
封装
+关注
关注
126文章
7881浏览量
142902 -
锡膏
+关注
关注
1文章
823浏览量
16698
发布评论请先 登录
相关推荐
为什么MiniLED、系统级SIP封装要用水洗型焊锡膏?
大为锡膏带你认识固晶锡膏的品质



大为锡膏 | 倒装固晶锡膏的区别

激光锡球焊接机植球工艺在半导体行业的崛起

BGA连接器植球工艺研究

为何SMT贴片中,需结合使用锡膏与红胶工艺?
SMT贴片锡膏印刷工艺关键点解析

锡膏起球的缘由都有哪些?






 工商网监
工商网监
评论