 铣削加工如何正确选择走刀方式
铣削加工如何正确选择走刀方式

随着现代制造加工技术的不断发展,数控加工设备和其配套的CAM 系统得到了广泛的应用和发展。CAM 系统生成的加工刀具轨迹(即走刀方式)是控制设备加工运作的核心,它直接影响加工工件的精度、表面粗糙度、总体加工时间、机床刀具的使用寿命等多个方面,最终决定生产效率。
本文通过对走刀方式的不同特点,及影响其选择的部分因素的分析,并且针对铣削过程中工艺方法及走刀方式的比较,为如何选择合适的走刀方式提供了参考依据。
一、走刀方式
1F走刀方式的基本概念
数控加工中,走刀方式是指刀具完成工件切削时的轨迹规划方式。在对同一个零件加工中,多种走刀方式都可以达到零件的尺寸及精度要求,但加工效率却不相同。
2F走刀方式的分类
走刀方式可化分为4类:单向走刀、往复走刀、环切走刀和复合走刀。复合走刀是前三种的混合走刀。采用单向或往复走刀,从加工策略来说都是行切走刀。因此根据加工策略的不同,走刀方式又可分为行切、环切和其他特殊方式。通常使用的是行切和环切。
行切方式加工,有利于发挥机床的最大进给速度,同时其切削表面质量也好于环切加工。然而,当复杂的平面型腔带有多个凸台从而形成多个内轮廓时,常常会产生附加的抬刀动作, 即在刀具轨迹某处,或者为避免刀具与凸台发生干涉,或者为使刀具回至剩余未加工区域, 就要让刀具抬起,使之距加工平面有一定高度,再平移至另外一刀具轨迹起始处,然后继续切削动作。
行切加工刀具轨迹主要由一系列与某一固定方向平行的直线段组成,计算简单。适用于简单型腔精加工或去除大余量的粗加工。如图1—往复行切刀轨。
环切加工中刀具沿着边界轮廓相似的路径走刀,由一组封闭曲线组成,能保证刀具切削零件时保持相同的切削状态。由于环切加工是通过连续偏置构造当前环形轨迹图来计算下一条环形轨迹,计算复杂且耗时。适用于复杂型腔及曲面的加工。如图2 —环切刀轨。
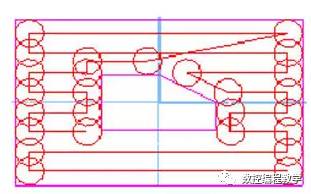
图1 往复行切刀轨
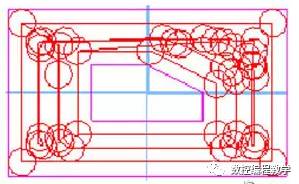
图2 环切刀轨
二、影响走刀方式的因素
1F工件自身的形状及几何要素
工件自身的形状及几何要素包括加工域的几何形状、岛屿的大小和位置等方面。这是工件本身固有的特性,是属于不可变化的因素,但却是决定走刀方式的根本因素。
2F工艺路线
工艺路线是实现加工目的的直接过程,是走刀方式选择的直接依据。工艺路线决定了加工域的先后顺序,岛屿的合并及拆分,粗加工、半精加工、精加工的划分等。实现目标的工艺路线有多种,这就决定了走刀方式的不同选择。
3F工件材料
工件材料也是决定走刀方式的因素之一,工件材料是直接的加工对象,并不直接影响走刀方式,但会对刀具材料、大小、加工方式等选用产生影响,从而间接影响走刀方式。工件毛坯的形状和大小等会造成工件各部分的加工余量分配是否均匀,同时对可选毛坯的工件,利用毛坯大小、形状的不同,会改变装夹方式、加工域的重新分配等影响加工策略,导致采取不同的走刀方式。
4F工件的装夹及紧固方式
工件的装夹及紧固方式也间接影响走刀方式,如压板产生的新“岛屿”的影响,紧固力对切削用量影响而导致走刀方式的改变,振动对走刀方式影响。
5F刀具的选用
刀具的选用包括刀具材料、刀具形状、刀具长度、刀具齿数等,这些参数决定了刀具与工件接触的面积大小和频率,因而决定了单位时间里切削材料的体积大小和机床负荷,其耐磨程度与刀具寿命则决定了切削时间的长短。而其中对走刀方式产生直接影响的是刀具大小(即直径)。由于选取不同直径的刀具,会影响残留区域的大小,造成加工轨迹的变化,导致走刀方式的不同。
6F加工域选择
在铣削过程中,当复杂的平面型腔带有多个凸台从而形成多个内轮廓时,对于行切常常会产生附加的抬刀动作;对于环切则会使加工轨迹加长。这种附加抬刀动作或加工轨迹加长,则会严重降低切削加工的效率。因此,如何最大限度地减少这种状况的次数就是我们所关注的一个主要问题。
把整个切削区域按加工需要分成若干子区域,分别加工各子区域,抬刀发生在各子区域之间,同时根据走刀方式对这些加工子区域合并或分割,甚至于忽略。这种不同的加工域选择,既减少了抬刀次数又不会使加工轨迹的相对变长,同时可对新区域采用最合理的走刀方式,提高了加工效率。
三、走刀方式的合理选择
1F基本选择原则
选择走刀方式时要考虑两点:一是加工时间的长短,二是加工余量是否均匀。一般来说,环切方式是基于工件形状的走刀方式,加工余量较均匀。而选用行切方式的加工余量较不均匀,若希望行切加工后留下较均匀的余量,通常需要增加围绕边界的环切刀轨。若忽略余量不均匀性要求,行切走刀的刀轨长度通常是比较短的;若考虑余量的不均匀性而增加环切刀轨,当加工区域边界较长(如多岛屿情况),则围绕边界的环切刀轨对总的加工时间影响比较明显,行切刀轨一般会比环切刀轨长。行切走刀刀位容易计算,占用内存少,但抬刀次数较多。采用环形刀轨时,则需要多次对环边界进行偏置并清除自交环。
2F根据外形特征选择
工件外形特征决定了加工的走刀方式。根据加工客体的不同,可将工件简单的分成平面形腔类和自由曲面类。平面形腔类一般采用行切方式加工,由于该类工件多为毛坯整体掏铣加工成型,如盒体、基座等零件,加工余量较大,采用行切方式有利于发挥机床的最大进给速度,提高加工效率,同时其切削表面质量也好于环切加工。
自由曲面类一般采用环切加工,主要是由于曲面多为铸件或由规则形状加工成型,余量分布不均匀,同时曲面对型面精度要求较高;其次是环切加工与行切方式相比具有良好的曲面加工特性,更能逼近曲面的真实形状。
3F根据加工策略选择
零件的加工常分为粗加工、半精加工、精加工三个加工阶段,有时还有光整加工阶段,合理划分加工阶段是保证加工精度所必须的。传统加工方式因机床功能相对单一,所以工艺路线中可较明显地看出各个阶段的界线,但数控铣削加工方式下这个界线相对模糊,而且可能会有揉合的情况(如粗加工阶段有精加工的内容,精加工阶段也可能有粗加工的痕迹),从保证加工质量考虑,数控加工时加工阶段的划分也是需要的,但为了减少装夹时间和简化走刀动作等,如何确定各阶段的加工内容,考虑的问题可能与传统加工工艺有些不同。
粗加工的主要目标是追求单位时间内的材料去除率,并为半精加工准备工件的几何轮廓。故多采用行切方式或复合方式进行层切。半精加工的主要目标是使工件轮廓形状平整,表面精加工余量均匀。故多采用环切方式。精加工的主要目标是获得几何尺寸、形状精度及表面质量符合要求的工件。应根据工件的几何特征对内部采用行切方式,对边缘及接合处采用环切方式。
4F根据编程策略选择
编程时确定走刀方式的原则主要有:应能保证零件的加工精度和表面粗糙度的要求;应尽量缩短加工路线,减少刀具空程移动时间;应使数值计算简单,程序段数量少,以减少编程工作量。一般而言,对于平面形腔类采用行切方式划分加工域,以减少抬刀次数;自由曲面类环切方式逼近形状。毛坯形状的选用大小会影响编程的选择,可通过加大毛坯外形,将不易装夹的外形加工转化为易装夹的行切方式形腔加工;或将用环切加工的自由曲面改用行切方式去大余量,以提高加工效率。
-
数控
+关注
关注
1文章
291浏览量
38458 -
铣削加工
+关注
关注
0文章
8浏览量
6816
原文标题:铣削加工如何正确选择走刀方式?
文章出处:【微信号:AMTBBS,微信公众号:世界先进制造技术论坛】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
深耕电路板加工8年,从踩坑到精通,这些实操经验帮你少走90%弯路
自动换刀主轴选型核心逻辑:从需求到落地的全维度参考

筑玻璃深加工困局破解:新启航激光打孔替代水刀,攻克高污染高能耗难题
数控机床与CNC加工:精密制造的核心技术解析
高速精密加工的性能标杆

SycoTec自动换刀主轴:PCB分板加工的精度与效率革新方案

机房布线,上走线、下走线,哪个好?

CNC铝材精密加工的数字控制技术
收藏!自动换刀电主轴与多种刀具系统的兼容密码

旋转花键在机械加工中心ATC装置中有什么优势?

Sycotec自动换刀主轴型号指南——高效精准,一“轴”到位




评论