 食品包装行业龙头,如何通过数智化转型实现质量管控?
食品包装行业龙头,如何通过数智化转型实现质量管控?
企业介绍
某食品包装企业是一家国际化、高质量的食品包装生产商,主要致力于研发、生产和销售纸质食品包装材料及相关产品,为众多知名食品品牌提供定制化的包装服务。
现有数千名员工,客户遍布近80个国家和地区,销量保持着高速增长。该企业在欧洲、东南亚、中东和南美等各国家均拥有强大的营销及技术服务团队,销售业务遍布全球。
项目背景
食品级包装材料在餐饮、零售等领域被大量运用,其品质优劣与卫生状况直接关联到所包装食品的安全与品质。为保障产品能稳定达标且契合各类安全规范,该企业迫切需要一套健全高效的质量管控体系,以便对整个生产链条的各个细节进行精准把控。该企业在质量管控环节主要面临以下问题:
质量管控不足:食品包装需抵御外界物理冲击、阻隔氧气与水汽以延长食品保质期,同时还要符合严格的卫生标准。哪怕是最微小的工艺偏差,都可能破坏包装的阻隔性能,降低机械强度,进而导致产品质量严重下降。传统的质量控制手段在面对如此复杂且高标准的生产要求时,往往显得力不从心,难以实现对整个生产流程的实时监控。
生产稳定性要求严苛:在生产线上,无论是设备突发故障、能源供应不稳定、环境因素变化,还是设备维护保养不足等,都会对生产的平稳有序推进造成干扰与阻碍。传统依赖手工记录数据信息的方式,存在着明显弊端,既会耗费大量的时间与精力,又极易在操作过程中因人为因素而产生差错。
数据管理困难:食品包装的生产过程涉及大量数据的记录分析,比如原材料信息、生产工艺及参数、能源环境参数信息等。该企业缺乏统一的数据管理系统,数据整合、分析困难,不利于生产持续改进和优化。
追溯性不足:该企业缺乏行之有效的追溯机制,导致产品发生质量问题,不得不扩大召回规模,从而导致企业蒙受严重的经济损失。传统追溯方式精准度低,效率不高,无法为质量管控与风险防控提供有力的支撑与保障。
明达技术方案
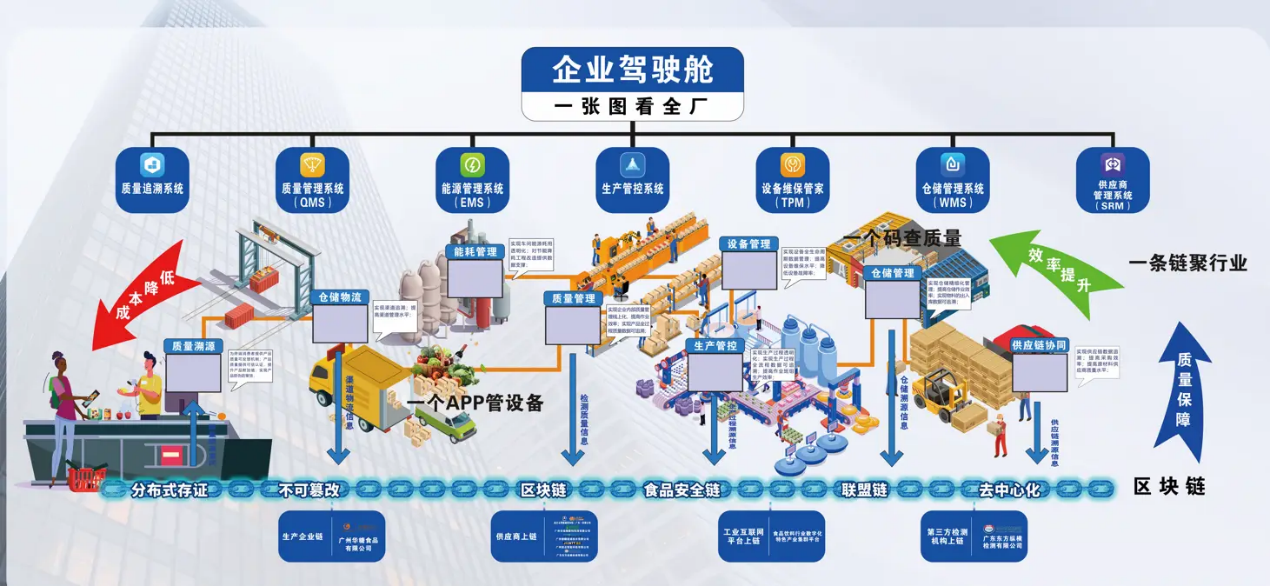
利用明达技术研发的明达IOT平台,结合工业数据连接相关硬件(边缘计算网关、远程IO等),该食品包装企业全面建成质量管理系统,实现了质量管控、及时追溯,保证了生产的平稳性。
实时监控生产,异常报警
与此同时,借助明达IOT平台强大且稳定的数据接入能力,该企业实现了对生产全程的实时、精准监控。一旦平台监测到任何异常数据波动或状况,便会触发报警机制,方便相关操作人员第一时间收到信息、快速响应,将质量问题扼杀在萌芽状态。

IT & OT融合,实现设备智能运维
明达IOT平台包含能源管理、设备智能管理、装备后服务等模块,该企业通过引入设备智能管理模块,结合高效的自动化控制系统,在设备管理、运维方便减少人工干预,有效削减人工干预程度,切实保障生产过程的平稳有序进行,同步提升设备运行维护的效能与速率。
打造数据中台,助力集团智能决策
基于明达IOT平台,该企业打造数据中台,归集设备、工艺及多部门的异构数据,运用前沿数据处理算法,实现数据标准化与统一化治理,为集团战略运营决策注入数据智能驱动力。

应用成效
借助明达IOT平台以及工业数据连接硬件,该食品包装企业实时监控生产各个环节,预警生产异常,实现了设备智能化运维,助力集团智能化决策,真正实现了集团数智化转型。
审核编辑 黄宇
-
IOT
+关注
关注
187文章
4207浏览量
196737
发布评论请先 登录
相关推荐
伺服驱动器在包装行业的应用实例
媒体专访 - 探寻九三食品的数字化转型破局之路

谈谈密封检漏仪在食品行业中的应用效果

分享食品纸盒密封测试仪的具体使用方法

密封测试仪的操作要领

光伏设备制造5G智能工厂数字孪生可视化平台,推进行业数字化转型
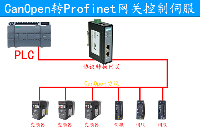
包装产线通过canopen转Profinet网关控制伺服
5G智能制造食品工厂数字孪生可视化平台,推进食品行业数字化转型
智能相机在食品包装检测的应用

激光打标机在食品包装行业中的应用与优势

机器视觉检测技术,赋能食品包装多场景应用

2024年工业行业转型展望





 工商网监
工商网监
评论