 印刷锡膏粒径分布对辊式印刷的影响
印刷锡膏粒径分布对辊式印刷的影响
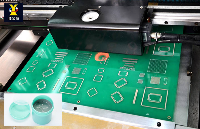
传统的电子元件封装都采用钢网印刷技术将锡膏等焊料涂覆在焊盘上。有一种较为少见的锡膏印刷技术叫辊式印刷技术,这种技术使用一个辊筒将特定尺寸的锡膏印刷到特定位置。对于一些电子器件的的制备能够适合辊式印刷的应用,例如发光器件,薄膜晶体管,太阳能电池,电池和传感器等。辊式印刷的大致流程如下图所示。需要用辊筒在锡膏上辊过并粘上锡膏,然后制造出与焊盘大小一致的小锡膏点。和钢网印刷类似,辊式印刷也需要对锡膏的流变性进行控制以确保良好的印刷质量。

图1. 辊式印刷流程。
辊式印刷能够以低成本的优势实现小焊点尺寸和细间距的锡膏点制备,因此认为是能够实现细间距的焊料凸点阵列的重要手段。如果需要制备焊料凸点阵列,流变性是不得不考虑的印刷因素。Son等人通过调整SAC305锡膏粒径分布来研究焊料流变性。Son等人以不同比例混合两种不同尺寸范围(0.5-2μm和40-380nm)的合金颗粒并制备锡膏。配备好的锡膏会测试流变性和颗粒间相互作用。
表1. 实验锡膏成分参数。

剪切速率和粘度变化
对于添加了少量分散剂的混合微纳米SAC305锡膏(S系列)来说,当剪切速率加大的时候,锡膏的纳米级颗粒成分越多,幂律指数越小,呈现出来的粘度变化就越大,也就是剪切变稀更加明显。而且纳米颗粒数量增加会占据原本的微米颗粒位置。由于纳米颗粒之间的范德华力更强,大量的纳米颗粒更容易形成团聚体,势必对流变性造成影响。
D系列是添加了更多分散剂的锡膏。分散剂对抑制纳米颗粒积聚起到重要作用。粘度的变化和S系列相比更加平稳,且幂律指数下降的更慢。总而言之可以说纳米颗粒的数量和团聚体对剪切变稀效应影响很明显。
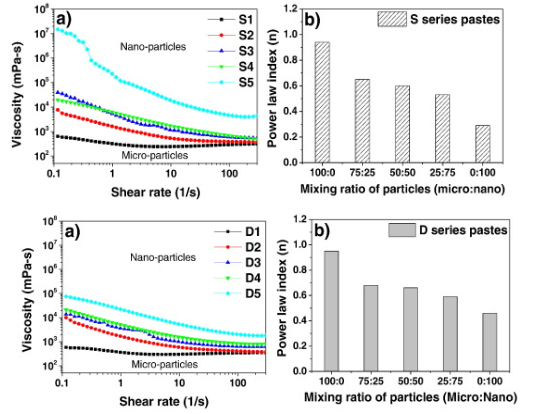
图2. S系列锡膏(上)和D系列锡膏(下)剪切强度变化。
纳米颗粒的团聚体可以施加更类固体的弹性性质,并且纳米颗粒的表面积太大会与助焊剂成分有更多相互作用。纳米颗粒和助焊剂的表面相互作用可能导致锡膏流动对剪切力的响应受阻,这使得焊膏具备高粘性。因而锡膏的流动性下降。Son等人认为将幂律指数控制在0.7以下并且尽可能减少团聚体对改善印刷效果更为有利。Son等人使用D2号SAC305锡膏成功使用辊式印刷技术制备高度接近38μm的焊料凸点阵列。
深圳市福英达能够为客户提供用于倒装焊接微凸点的超微锡膏焊料,可通过钢网印刷技术制备焊料凸点。回流后焊点尺寸均匀,凸点高度一致性高。
参考文献
Son, M,J., Kim, I.Y, yang, S.S., Lee, T.M & Lee H.J. (2016). “Employment of roll-offset printing for fabrication of solder bump arrays: Harnessing the rheological properties of lead-free solder pastes using particle size distribution”. Microelectronic Engineering, vol.164, pp.128-134.
审核编辑 黄宇
-
印刷
+关注
关注
0文章
75浏览量
17032 -
锡膏
+关注
关注
1文章
824浏览量
16709 -
焊料
+关注
关注
0文章
30浏览量
8204
发布评论请先 登录
相关推荐
锡膏印刷时锡膏塌陷是怎么造成的?


转移效率和回流曲线对印刷锡膏的影响
SMT加工中常见的锡膏印刷质量问题有哪些?

详解锡膏印刷对回流焊接的影响
常见的影响锡膏印刷质量的因素有哪些?






 工商网监
工商网监
评论