 焊接机器人及系统介绍(焊接机器人系统组成和编程方法及发展趋势)
焊接机器人及系统介绍(焊接机器人系统组成和编程方法及发展趋势)
一、什么是焊接机器人
焊接机器人是从事焊接(包括切割与喷涂)的工业机器人。根据国际标准化组织(ISO)工业机器人属于标准焊接机器人的定义,工业机器人是一种多用途的、可重复编程的自动控制操作机(Manipulator),具有三个或更多可编程的轴,用于工业自动化领域。为了适应不同的用途,机器人最后一个轴的机械接口,通常是一个连接法兰,可接装不同工具或称末端执行器。焊接机器人就是在工业机器人的末轴法兰装接焊钳或焊(割)枪的,使之能进行焊接,切割或热喷涂。
二、焊接机器人的发展历程
自从世界上第一台工业机器人UNIMATE于1959年在美国诞生以来,机器人的应用和技术发展经历了三个阶段:
第一代是示教再现型机器人。这类机器人操作简单,不具备外界信息的反馈能力,难以适应工作环境的变化,在现代化工业生产中的应用受到很大限制。
第二代是具有感知能力的机器人。这类机器人对外界环境有一定的感知能力,具备如听觉、视觉、触觉等功能,工作时借助传感器获得的信息,灵活调整工作状态,保证在适应环境的情况下完成工作。
第三代是智能型机器人。这类机器人不但具有感觉能力,而且具有独立判断、行动、记忆、推理和决策的能力,能适应外部对象、环境协调地工作,能完成更加复杂的动作,智能机器人还具备故障自我诊断及修复能力。
焊接机器人就是在焊接生产领域代替焊工从事焊接任务的工业机器人。早期的焊接机器人缺乏“柔性”,焊接路径和焊接参数须根据实际作业条件预先设置,工作时存在明显的缺点。随着计算机控制技术、人工智能技术以及网络控制技术的发展,焊接机器人也由单一的单机示教再现型向以智能化为核心的多传感、智能化的柔性加工单元(系统)方向发展。
三、焊接机器人特点
点焊对焊接机器人的要求不是很高。因为点焊只需点位控制,至于焊钳在点与点之间的移动轨迹没有严格要求,这也是机器人最早只能用于点焊的原因。点焊用机器人不仅要有足够的负载能力,而且在点与点之间移位时速度要快捷,动作要平稳,定位要准确,以减少移位的时间,提高工作效率。点焊机器人需要有多大的负载能力,取决于所用的焊钳形式。对于用与变压器分离的焊钳,30~45kg负载的机器人就足够了。但是,这种焊钳一方面由于二次电缆线长,电能损耗大,也不利于机器人将焊钳伸入工件内部焊接;另一方面电缆线随机器人运动而不停摆动,电缆的损坏较快。
因此,目前逐渐增多采用一体式焊钳。这种焊钳连同变压器质量在70kg左右。考虑到机器人要有足够的负载能力,能以较大的加速度将焊钳送到空间位置进行焊接,一般都选用100~150kg负载的重型机器人。为了适应连续点焊时焊钳短距离快速移位的要求。新的重型机器人增加了可在0.3s内完成50mm位移的功能。这对电机的性能,微机的运算速度和算法都提出更高的要求。
四、焊接机器人优点
1)稳定和提高焊接质量,能将焊接质量以数值的形式反映出来;
2)提高劳动生产率;
3)改善工人劳动强度,可在有害环境下工作;
4)降低了对工人操作技术的要求;
5)缩短了产品改型换代的准备周期,减少相应的设备投资。
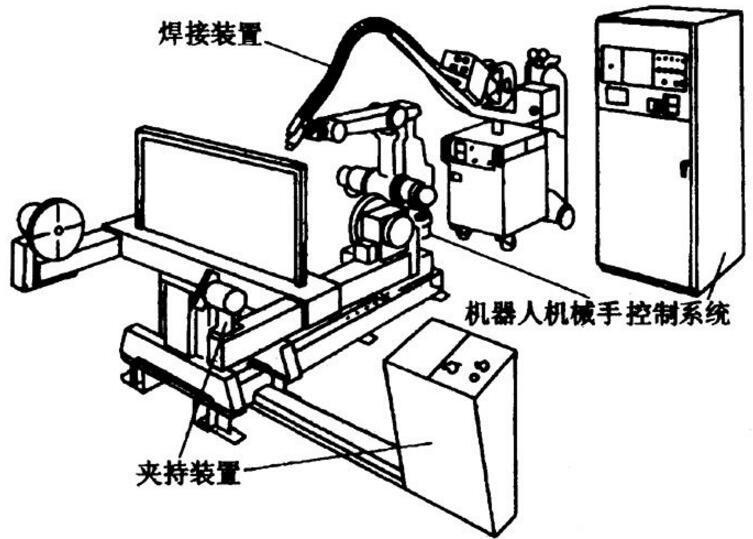
五、焊接机器人的系统组成
焊接机器人主要包括机器人和焊接设备两部分。机器人由机器人本体和控制柜(硬件及软件)组成。而焊接装备,以弧焊及点焊为例,则由焊接电源,(包括其控制系统)、送丝机(弧焊)、焊枪(钳)等部分组成。对于智能机器人还应有传感系统,如激光或摄像传感器及其控制装置等。图1a、b表示弧焊机器人和点焊机器人的基本组成。
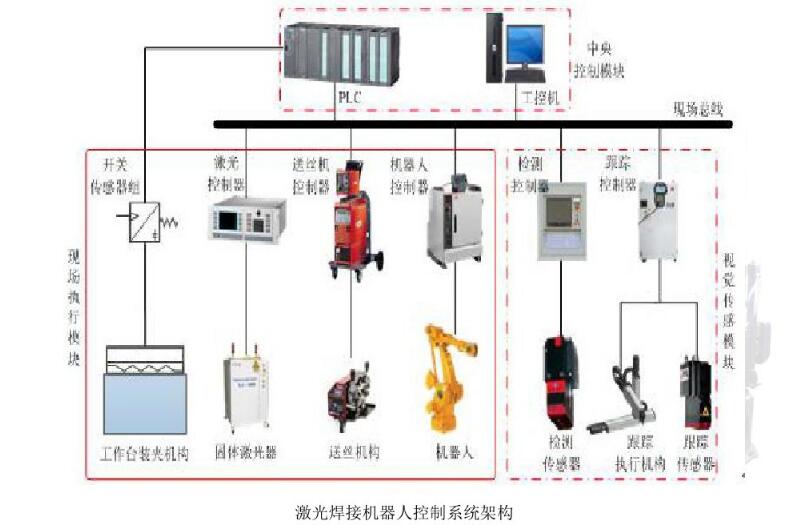
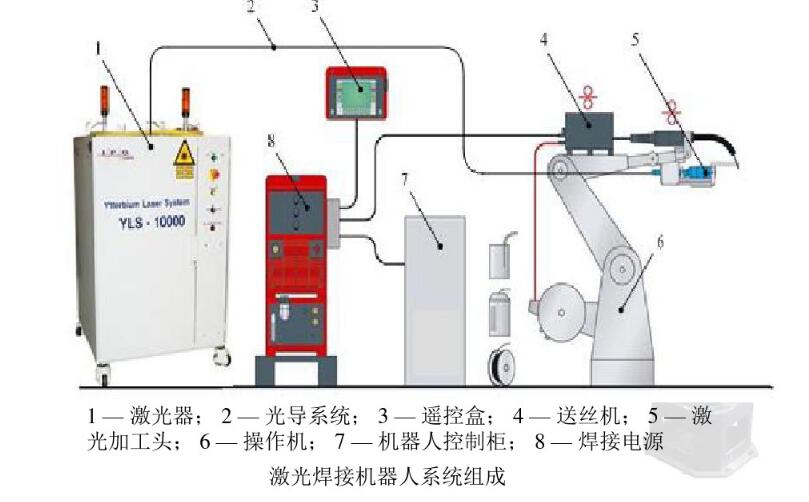
六、激光焊接机器人系统组成
七、焊接机器人结构设计
由于所设计的焊接机器人是在准平面、空间狭窄的环境下工作,为了保证机器人能根据电弧传感器的偏差信息,跟踪焊缝自动焊接,要求所设计的机器人应该结构紧凑、移动灵活且工作稳定.文中针对狭窄空间特点,开发了一种小型移动焊接机器人,根据机器人各结构的运动特点,运用模块化设计方法,把机器人机构分为轮式移动平台、焊炬调节机构和电弧传感器三部分。其中,轮式移动平台由于其惯性大,响应慢,主要对焊缝进行粗跟踪,焊炬调节机构负责焊缝精确跟踪,电弧传感器完成焊缝偏差实时识别.另外,机器人控制器和电机驱动器集成安装于机器人移动平台上,使其体积更小。同时,为了减少恶劣焊接环境下粉尘对运动部件影响,采用全封闭式结构,提高其系统可靠性。
八、焊接机器人的编程方法
焊接机器人的编程方法目前还是以在线示教方式(Teach-in)为主,但编程器的界面比过去有了不少改进,尤其是液晶图形显示屏的采用使新的焊接机器人的编程界面更趋友好、操作更加易。然而机器人编程时焊缝轨迹上的关键点坐标位置仍必须通过示教方式获取,然后存入程序的运动指令中。这对于一些复杂形状的焊缝轨迹来说,必须花费大量的时间示教,从而降低了机器人的使用效率,也增加了编程人员的劳动强度。目前解决的方法有2种:
一是示教编程时只是粗略获取几个焊缝轨迹上的几个关键点,然后通过焊接机器人的视觉传感器(通常是电弧传感器或激光视觉传感器)自动跟踪实际的焊缝轨迹。这种方式虽然仍离不开示教编程,但在一定程度上可以减轻示教编程的强度,提高编程效率。但由于电弧焊本身的特点,机器人的视觉传感器并不是对所有焊缝形式都适用。
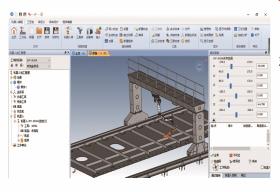
二是采取完全离线编程的办法,使机器人焊接程序的编制、焊缝轨迹坐标位置的获取、以及程序的调试均在一台计算机上独立完成,不需要机器人本身的参与。机器人离线编程早在多年以前就有,只是由于当时受计算机性能的限制,离线编程软件以文本方式为主,编程员需要熟悉机器人的所有指令系统和语法,还要知道如何确定焊缝轨迹的空间位置坐标,因此,编程工作并不轻松省时。随着计算机性能的提高和计算机三维图形技术的发展,如今的机器人离线编程系统多数可在三维图形环境下运行,编程界面友好、方便,而且,获取焊缝轨迹的坐标位置通常可以采用“虚拟示教”(virtual Teach-in)的办法,用鼠标轻松点击三维虚拟环境中工件的焊接部位即可获得该点的空间坐标;在有些系统中,可通过CAD图形文件中事先定义的焊缝位置直接生成焊缝轨迹,然后自动生成机器人程序并下载到机器人控制系统。从而大大提高了机器人的编程效率,也减轻了编程员的劳动强度。目前,国际市场上已有基于普通PC机的商用机器人离线编程软件。如Workspace5、RobotStudio等。图9所示为笔者自行开发的基于PC的三维可视化机器人离线编程系统。该系统可针对ABB公司的IRB140机器人进行离线编程,程序中的焊缝轨迹通过虚拟示教获得,并在三维图形环境中可让机器人按程序中的轨迹作模拟运动,以此检验其准确性和合理性。所编程序可通过网络直接下载给机器人控制器。
九、焊接机器人的发展趋势
焊接机器人在高质量、高效率的焊接生产中,发挥了极其重要的作用。工业机器人技术的研究、发展与应用,有力地推动了世界工业技术的进步。近年来,焊接机器人技术的研究与应用在焊缝跟踪、信息传感、离线编程与路径规划、智能控制、电源技术、仿真技术、焊接工艺方法、遥控焊接技术等方面取得了许多突出的成果。随着计算机技术、网络技术、智能控制技术、人工智能理论以及工业生产系统的不断发展,焊接机器人技术领域还有很多亟待我们去认真研究的问题,特别是焊接机器人的视觉控制技术、模糊控制技术、智能化控制技术、嵌入式控制技术、虚拟现实技术、网络控制技术等方面将是未来研究的主要方向。
-
焊接机器人
+关注
关注
16文章
326浏览量
15020
发布评论请先 登录
相关推荐






 工商网监
工商网监
评论