 化工企业信赖之选,英康仕1U工控机赋能机房动力环境监控新高度
化工企业信赖之选,英康仕1U工控机赋能机房动力环境监控新高度
在日新月异的现代化工行业中,安全生产与高效运营是企业发展的核心要素。随着技术的不断进步,机房作为化工生产的信息中枢,其动力环境监控管理系统的重要性日益凸显。近期,某知名化工集团携手深圳市英康仕电子有限公司,成功部署了基于ESU-5128工控机的机房动力环境监控系统,不仅实现了对机房环境的全方位、实时监控,更为企业的安全生产与高效运营提供了坚实的技术支撑。
一、先进科技,重塑机房管理新模式
面对化工生产环境的复杂性与挑战性,传统机房管理方式已难以满足现代化工企业的需求。要提升化工动环监控水平,必须引入先进科技,实现智能化、自动化监控。英康仕ESU-5128工控机作为机房动力环境监控系统的核心设备,以其卓越的性能,完美契合化工集团对于机房管理的高标准、严要求。
二、高性能处理器,奠定系统稳定基石
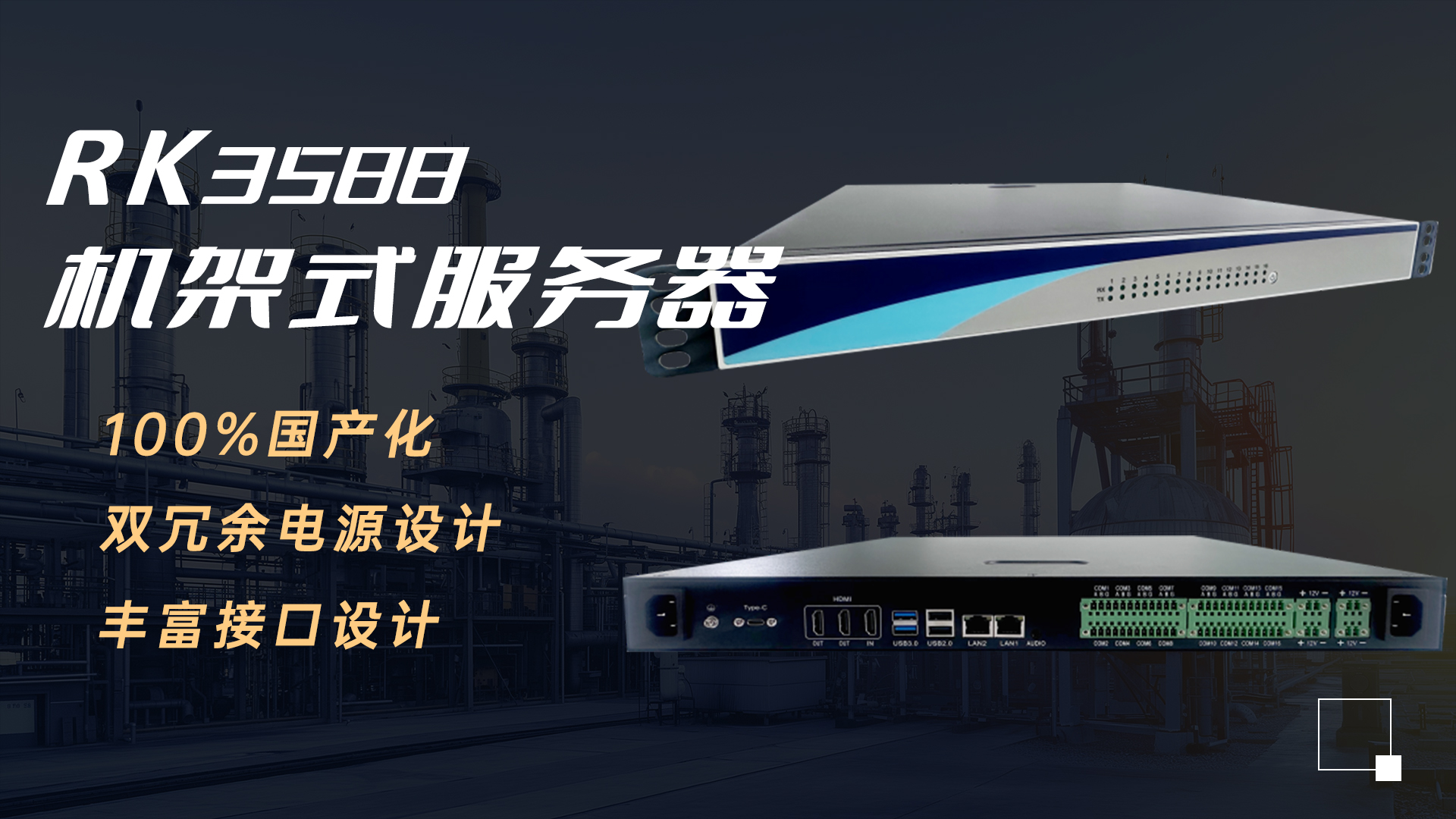
·瑞芯微RK3588处理器ESU-5128工控机搭载了Rockchip RK3588处理器,这款处理器采用先进的8nm制程工艺,融合了4Cortex-A76与4Cortex-A55核心,为系统提供了强大的计算能力与稳定的运行基础。在化工集团机房的高负荷运行环境下,ESU-5128工控机能够轻松应对各种复杂的数据处理任务,确保动力环境监控系统的实时性与准确性,为机房的安全运行保驾护航。
·全面适配国产化系统在当前国家推动信息技术应用创新的大背景下,ESU-5128工控机展现出了其独特的优势。它支持国产开源鸿蒙、欧拉、麒麟等操作系统,为化工集团提供了更多的选择空间与自主可控性。这不仅有助于提升系统的安全性与稳定性,还能更好地融入国内的信息技术生态,为企业的长远发展奠定坚实基础。
三、全面接口配置,极致环境适应性
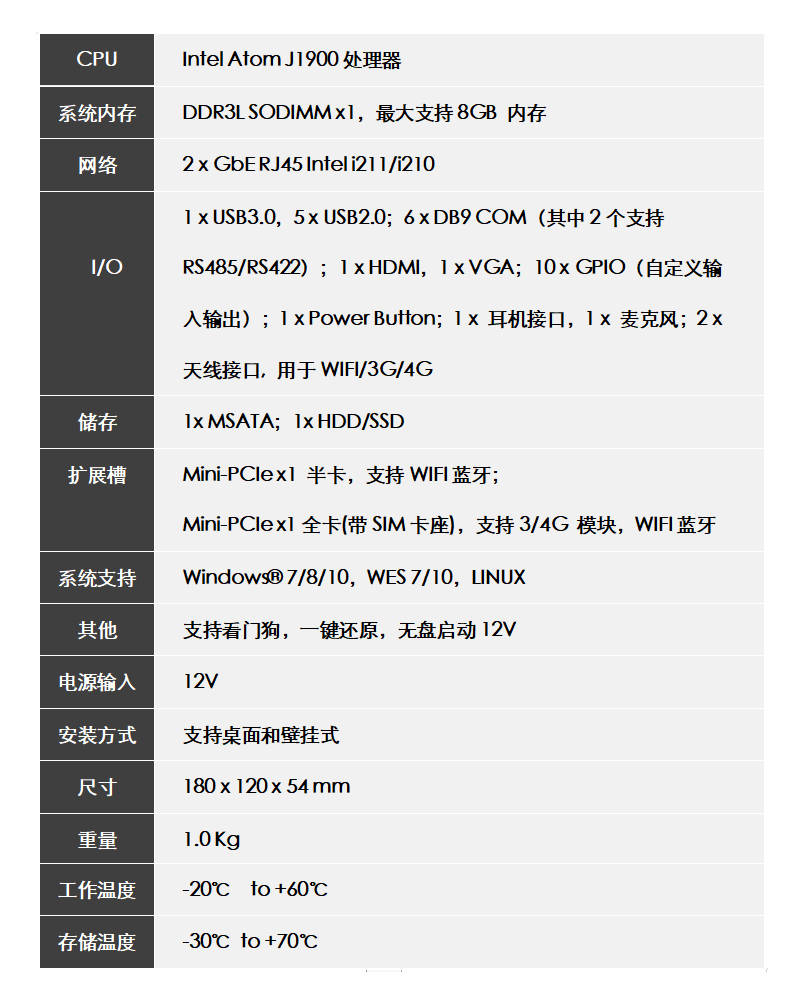
机房动力环境监控管理系统需要接入多种设备,实现全方位的数据采集与监控。ESU-5128工控机以其丰富的接口配置,轻松满足了这一需求。2个千兆网口为高速数据传输提供了可能,多个USB接口与8路(可选配至16路)RS485串口,使得系统能够轻松连接各种传感器、执行器等设备。此外,HDMI输入输出接口更是为系统的可视化监控提供了便利,使得管理人员能够直观地掌握机房的运行状态。
化工生产环境复杂多变,高温、高湿、粉尘等恶劣条件对设备提出了极高的要求。ESU-5128工控机以其出色的环境适应性,成功应对了这一挑战。其工作温度范围可达-40°C至70°C,工作湿度范围20%至90%相对湿度,无惧化工现场的严苛环境。同时,双电源冗余设计更是为机房的连续运行提供了双重保障,确保在任何一路电源断电时,系统仍能持续工作,有效避免生产中断与安全事故的发生。
四、智能监控管理,提升运营效率
依托ESU-5128工控机的强大性能与丰富接口,化工集团的机房动力环境监控系统实现了智能化升级。系统能够实时监测机房内的各项关键参数,如温度、湿度、电压、电流等,并通过数据分析与预警机制,及时发现并处理潜在的安全隐患。此外,远程监控功能的实现,使得管理人员能够随时随地掌握机房的运行状态,进行远程操控与故障排查,大大提高了管理效率与响应速度,降低了运维成本。
英康仕ESU-5128工控机以其出色的性能、丰富的接口配置、极致的环境适应性、智能监控管理能力以及兼容国产系统的优势,成功助力化工集团打造了高效、稳定的机房动力环境监控管理系统。这一应用案例不仅彰显了英康仕工控机的卓越品质与技术创新实力,更为化工行业的智能化升级与安全生产提供了有力借鉴与示范。
-
工控机
+关注
关注
10文章
1742浏览量
50605 -
监控系统
+关注
关注
21文章
3921浏览量
175144 -
RK3588
+关注
关注
6文章
333浏览量
4374
发布评论请先 登录
相关推荐
工控机的选择要点

工控机怎么编程?工控机是如何控制设备的?
选择工控机型号时应注意什么

集特智能无风扇工控机有哪些优势?
嵌入式工控机和4U工控机的区别
研讯小课堂:4U工控机是多大尺寸?研华4U工控机推荐
工控机机箱有哪些类型?研华工控机机箱怎么选?

研华工控机BIOS设置U盘启动教程
聚徽触控-工控机怎么选

工控机怎么选?四大要素教你如何选购!

集特智能新款1U工控机IPC-110长什么样?





 工商网监
工商网监
评论