 液晶面板怎样切割_液晶面板切割工艺
液晶面板怎样切割_液晶面板切割工艺
液晶面板切割工艺简介
1、刀轮切割
普通:采用硬质合金砂轮片划线切割。
缺点:会在表面产生碎屑,需要增加清洗工序。
2、镭射切割
铺射:用高功率激光束扫描材料,当材料表面温度超过其软化温度时,材料开始熔断、熔化直至汽化。
缺点:产生的温度极高,引起高热应力和残余应力会导致微裂纹产生,切断面内侧会残留熔融物质,切割后仍需要清洗。
液晶面板切割所遇难题
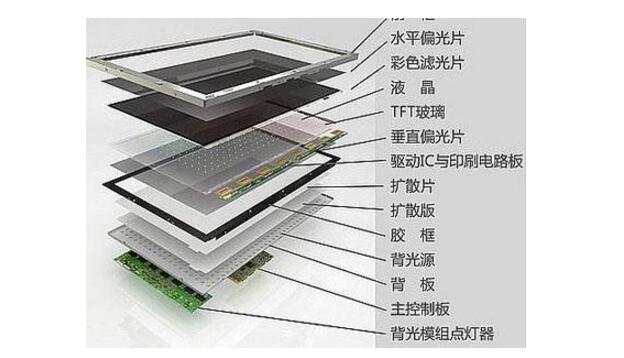
液晶显示面板由两块玻璃板所构成,中间的夹层是厚约5微米的水晶液滴。液晶显示面板是液晶显示器的重要元器件,在制造或使用液晶显示面板时,可能会出现D规不良的液晶显示面板以及报废的大尺寸面板,如何将原本价值低微的不良品或报废品改造成价格较高之良品,具有重要的意义。但是,在将大尺寸液晶显示面板切割成小尺寸液晶显示面板时存在三大技术难题:
1、原液晶显示面板中的不良玻璃切割后切口洞开存在液晶漏失;
2、切割时会切到TFT晶体,造成底部切割处回路短路导致画面显示时出现线条不良;
3、原液晶显示面板中的玻璃已带有偏光片,切割时因有偏光片,切割刀轮无法直接接触到玻璃表面,需要将偏光片撕除后露出玻璃方可切割,而撕除偏光片不但造成材料成本浪费,而且还会造成后续工序UV固胶在玻璃表面形成贴片异物等不良现象。
液晶显示面板切割方法及步骤
(1)切偏光片;先对切片模具进行校正定位,切片模具设有刻度,根据液晶显示面板切割尺寸调整刀片切割偏光片位置,设置好切片头两刀片间隔位置后固定卡位,然后放入液晶显示面板进行切偏光片,再撕掉切除的偏光片,露出玻璃表面;
(2)精准切割;①定位;将撕掉偏光片的液晶显示面板放入切割机的切割平台,进行真空吸附固定,通过微调机台CCD找到显示pixl单元图像,使切割位置避开TFT晶体位置,将刀头微移到pixl透光中位区域,形成定位坐标参数,将坐标参数保存,完成下刀定位;②设置好切割参数;切割过程控制切割参数,使切割后玻璃处于自然断裂状态,防止分裂按压导致切口液晶漏失;
(3)封口固化;将切割后的液晶显示面板通过封口载具进行封UV胶,切口封完UV胶后进行渗胶,渗胶时间为30~40s;渗胶后再通过UV照射灯进行UV封胶完全固化;
(4)检验测试;将封口固化后的液晶显示面板进行点亮测试检验,合格后信赖投放。进一步地,所述步骤(1)中的切片头两刀片间隔位置为1.5~2.5mm。进一步地,所述步骤(2)中切割参数包括:下刀深度为0.05~0.06mm,下刀压力为0.6~0.8Mpa,划刀行进速度为300~500mm/s。进一步地,所述步骤(3)中UV照射灯的灯光能量达到1800J/cm2以上,灯照停留时间2s以上。进一步地,所示步骤(2)和步骤(3)的间隔时间不超过1min。
液晶面板切割:“代次”越高越先进?
我们在购买液晶显示产品尤其是大屏电视的时候,经常会听到导购人员吹捧自家产品采用的是较高代次的液晶面板,诚然随着更多的高世代液晶面板线的投产,液晶电视基本已经完成50英寸及以上大屏占据市场的较大份额。而千呼万唤不出来的OLED材质电视则因为这样那样的问题在目前及未来的较长时间里无法对液晶大屏构成威胁。
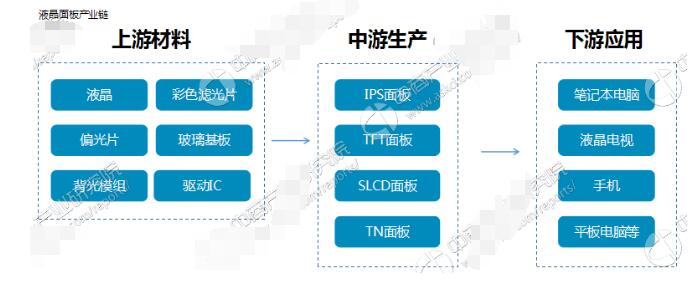
其实“X代线”是上游液晶面板生产切割的专业名词。液晶产品上所采用的面板都是从一整块面板上切割下来的。而液晶显示面板的代数越高代表的是其生产出来的基板尺寸越大,可供切割的屏幕尺寸也越大。而按照行业多年以来的技术经验来看,玻璃基板最经济的切割片数在6片左右。
那么液晶代次的增大意味着什么呢,意味着我们可以用更低廉的成本来制造更大尺寸的液晶产品,但其他方面,比如屏幕的显示画质、响应时间等基本与代次无关,所以大家在看待面板代次这一问题时还要保持理性。
面板尺寸的加大有其推动力存在
面板切割尺寸的持续加大有其真实需求和推动力存在,主要驱动力还是上游面板资源的产能增强。未来几年全球新增产能主要集中在中国大陆,而中国***和日、韩的产能几乎没有增加。产能迫使厂商千方百计寻找甚至制造市场需求。
在未来相当长的一段时间中,液晶电视及显示器对于整个液晶上游面板资源的消耗都会占绝对的大份额。而在超大尺寸液晶显示面板的开发上,面板厂商均表现积极。特别是当以高分、曲面和21∶9等技术规格的面板逐步导入市场之后,超大尺寸液晶电视的成长动力进一步增大。
此前业内一直存在面板产能过剩的担忧。鸿海郭台铭向大陆厂商喊话,希望海峡两岸能够共同节制面板产能的扩充,京东方等国内面板巨头却继续推进高代次面板产线的落实工作,看中的也是大尺寸液晶在未来的布局优势。
-
液晶面板
+关注
关注
10文章
470浏览量
39981
发布评论请先 登录
相关推荐
lcd液晶面板全解析

液晶面板接口与液晶面板信号分析
货源抢夺提前“打响”,液晶面板明年走俏
液晶面板生产代线类型有哪些?
2018液晶面板价格走势_液晶面板行业分析
液晶面板哪种好_液晶面板种类介绍





 工商网监
工商网监
评论