 三菱PLC编程软件详细学习(图解)
三菱PLC编程软件详细学习(图解)
一、PLC的类型:
1、小型PLC
一体式结构、I/O点数:256点 (384点)、
多用于单机控制
如:FX1S、FX1N、FX2N、FX3U、FX3G整体化PLC,注:F1、F2、 FX1、FX2 、FX0N、FX0S均已停产。
2、中型系列PLC
模块化结构、 I/O点数:<2048点
用于较大规模控制
特点:L系列PLC体积小,功能强大; 如L02CPU,L26CPU等。
3、大型系列PLC
模块式结构、 I/O点数:4096点、运算速度快、网络功能强
满足大型控制系统要求
如: QnA系列PLC :Q3ACPU、Q4ACPU;Q系列PLC :Q00J 、Q00 Q001Q02HQ06HQ12HQ25HQ03UDQ04UD(E)HQ06UD (E) HQ13UD (E) HQ26UD (E) H
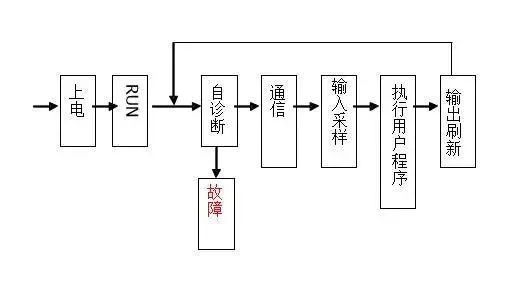
二、PLC的运行原理:
PLC采用存储程序循环扫描的工作方式,一次扫描称为一个周期。1个扫描周期的组成如下:
三、GX Developer软件的使用说明
1、GX Developer的画面构成和基本操作
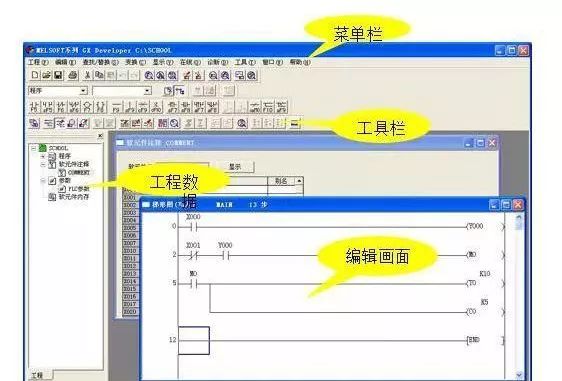
1)菜单栏
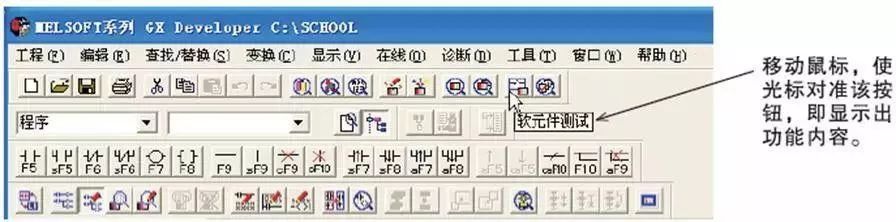
2)工具栏
工具栏的内容是可以移动和装卸的,所以,显示项目和配置因不同环境而异。将使用频度较高的快捷配置为快捷按钮,对比在菜单栏中进行选择,可以直接执行相应功能。
3)工程数据一览表
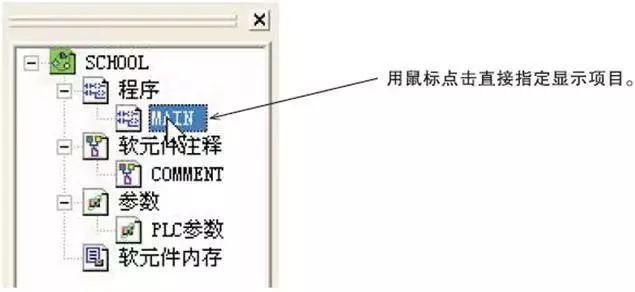
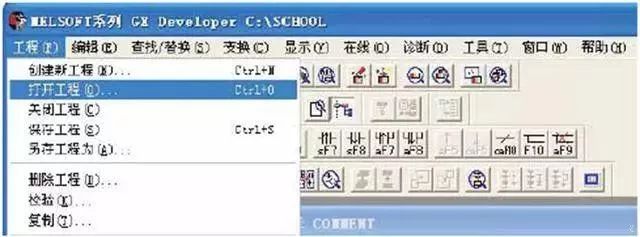
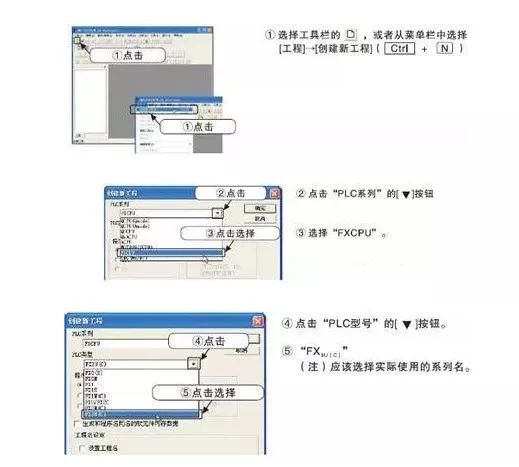
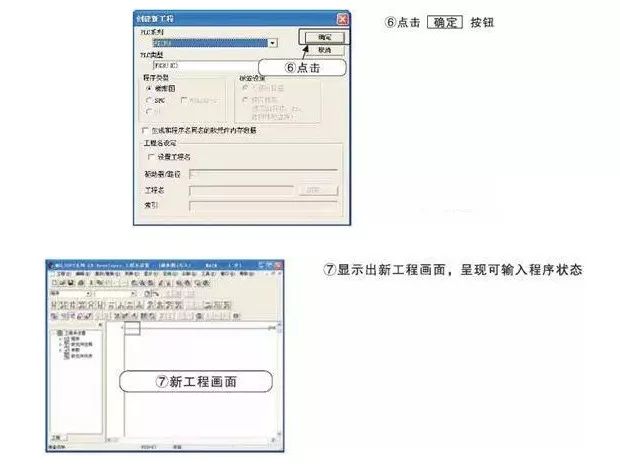
4)新工程的创建:
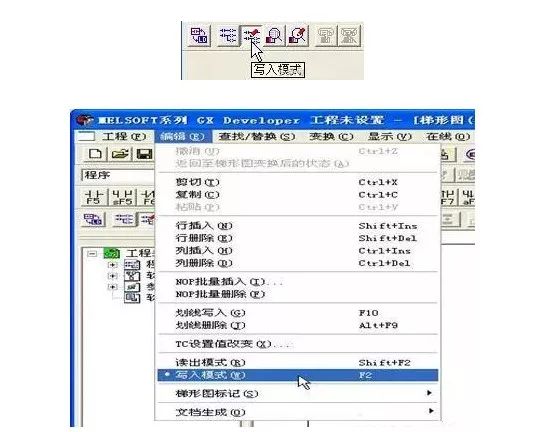
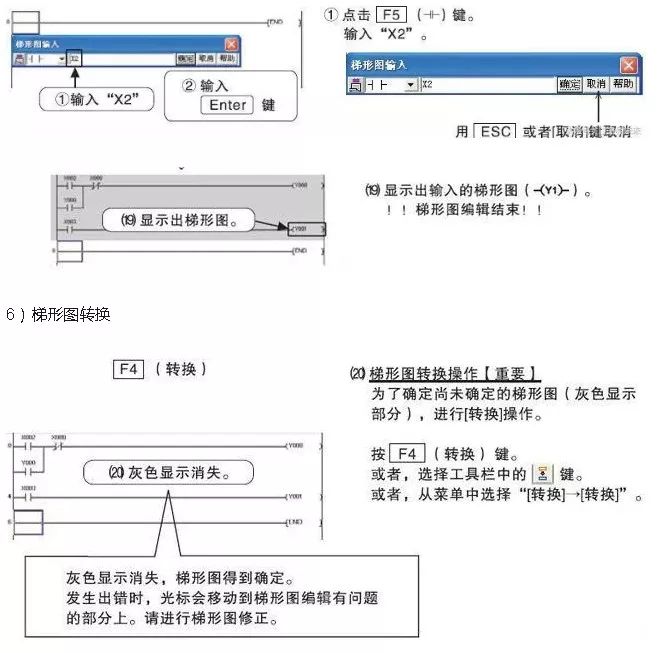
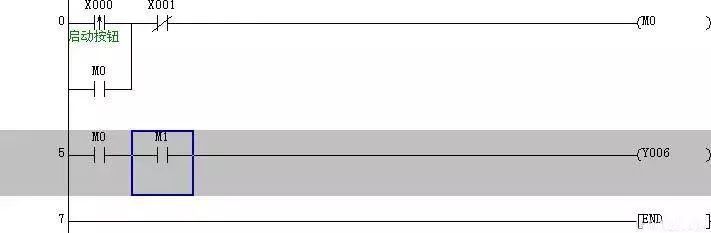
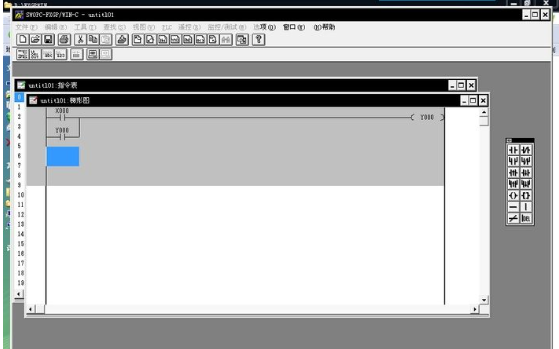
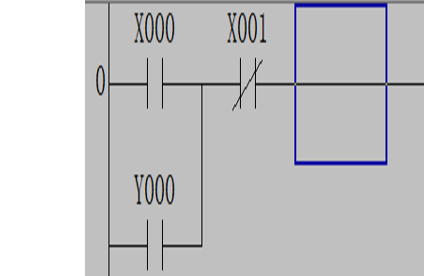
5)梯形图编辑
使用功能键或工具按钮编辑梯形图,功能键和梯形图符号关系显示在工具栏的按钮上,编辑梯形图时,必须先设置在“写入模式” 。
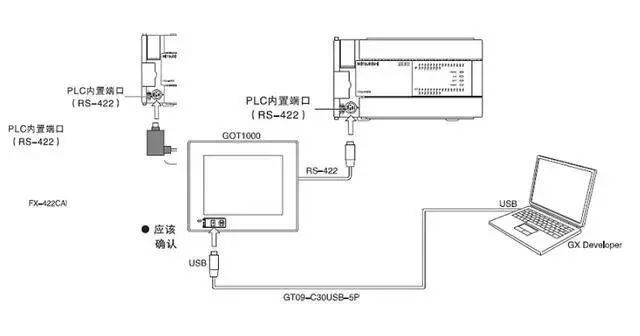
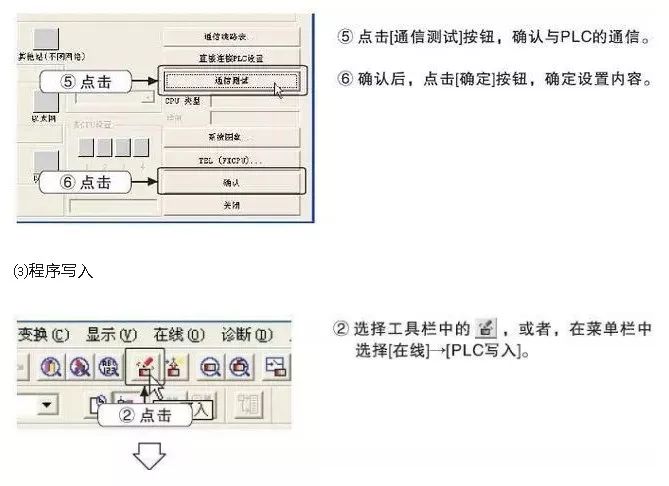
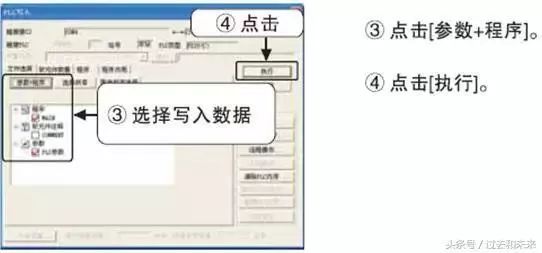
7)将程序写入PLC:
⑴ 电脑与PLC连接
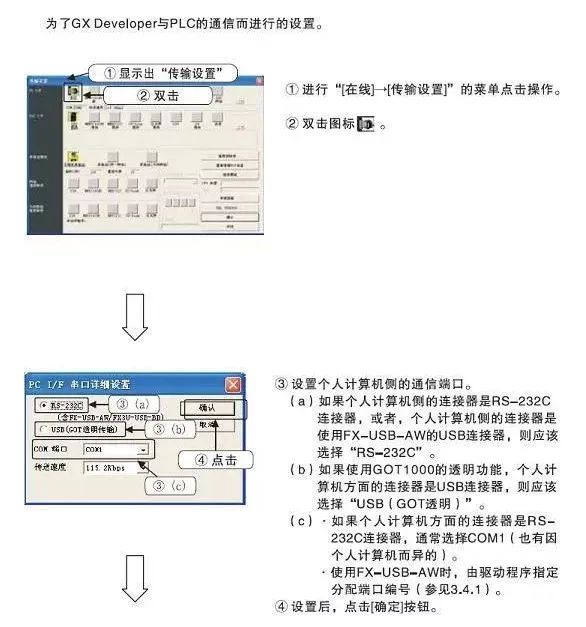
⑵GX Developer的传输设置
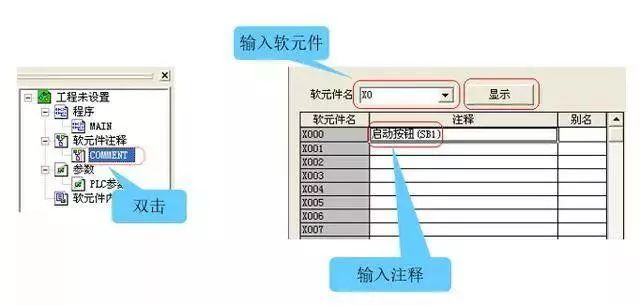
2、添加注释和声明
创建软元件注释:通过列表进行输入操作
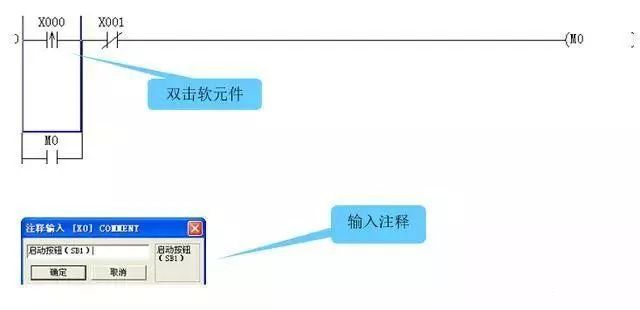
创建软元件注释:通过梯形图进行输入操作
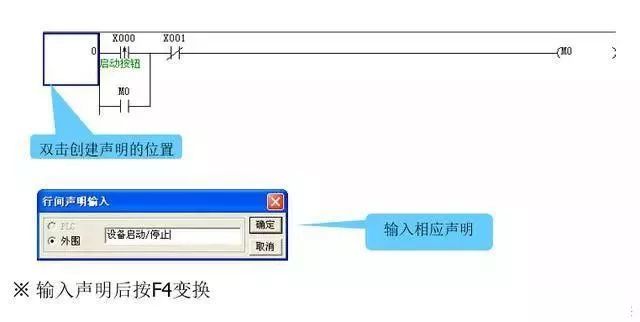
创建声明: 在菜单中选择[编辑]—[文档生成]—[声明编辑] ,或点击声明按钮
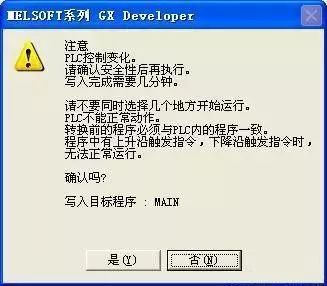
3、在线修改程序 (RUN中写入)
该功能在PLC处于RUN状态时,只将更改过的梯形块写入PLC。由于该功能不对整个程序进行传送,可在短时间内完成程序的写入,很适合现场调试的场合 。
选择变换菜单下的变换(运行中写入)或者Shift 键+ F4 键,出现以下对话框,点击[是](Y)按钮 。
运行中写入正常完成时,将显示以下对话框,点击[确定]按钮关闭画面 。
-
三菱PLC
+关注
关注
13文章
237浏览量
31517 -
编程软件
+关注
关注
3文章
144浏览量
23744
原文标题:三菱PLC编程软件详细学习(图解)
文章出处:【微信号:gk-plc,微信公众号:工控PLC网】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐


三菱plc编程软件教程








 工商网监
工商网监
评论