 陶瓷贴片电容MLCC中的机械裂纹引起的主因是什么?
陶瓷贴片电容MLCC中的机械裂纹引起的主因是什么?

引起机械裂纹的主要原因有两种。第一种是挤压裂纹,它产生在元件拾放在PCB板上的操作过程。第二种是由于PCB板弯曲或扭曲引起的变形裂纹。挤压裂纹主要是由不正确的拾放机器参数设置引起的,而弯曲裂纹主要由元件焊接上PCB板后板的过度弯曲引起的。
如何区分挤压裂纹与弯曲裂纹?
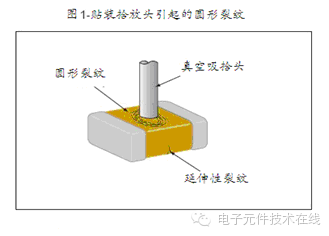
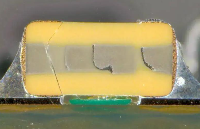
挤压裂纹会在元件的表面显露出来,通常是颜色变化了的圆形或半月形裂纹,居于或邻近电容器的中心(见图1)。当接下来的加工过程产生的额外应力应用到元件上时,这些小裂纺会变成大裂纹,包括PCB变曲引起的应力。
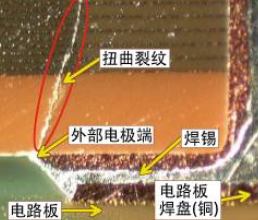
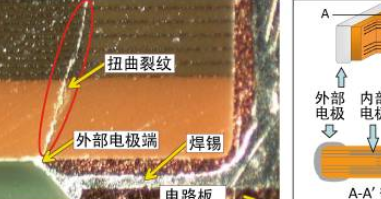
弯曲裂纹的标志是表现为一个“Y”形的裂纹或是45o角斜裂纹,在DPA切面下可观测到(见图2)。这类裂纹有可能在MLCC的外表面观测到,亦可能在外表面观测不到。弯曲裂纹主要位于靠近PCB焊点处。

贴片机参数不正确设定是如何引起裂纹的?
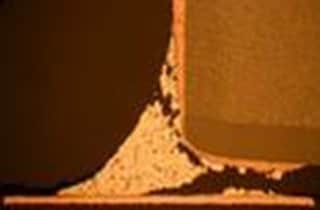
贴片机的拾放头使用一个真空吸管或是中心钳去给元件定位。X、Y尤其是Z方向的参数调整对避免碰撞元件而言至关重要。很易理解,过大的Z轴下降压力会打碎陶瓷元件。但如果贴片机拾放头施加足够大的力在某一位置而不是瓷体的中心区域时,施加在电容器上的应力可能足够大地损坏元件(见图3)。

同样地,贴片拾放头的尺寸不恰当选取会容易引起裂纹。小直径的贴片拾放头在贴片时会集中了放置力,这会引起MLCC裂纹是因为较小的面积承受了较大的压力(见图4)。

另外,PCB上散落的碎片同样会引起裂纹。在放置电容器时,PCB不平的表面引起对电容器的向下压力不均匀分配,这样,电容器会破碎(见图5)。

PCB弯曲是如何引起裂纺的?
当陶瓷贴片电容MLCC被贴装在PCB板上时,它成了电路板的一部分。而FR-4材料是最常用作PCB板,它的刚度不大,易产生弯曲。贴片电容陶瓷基体是不会随板弯曲而弯曲的,因而会受到的拉张应力(见图6)。

陶瓷材料压迫强度大,拉伸强度低。当拉伸应力大于瓷体强度时,裂纹产生。影响抗弯强度的主要因素是焊锡量。推荐用量是对瓷体50~75%的焊带高度。焊料太多会在PCB板弯曲时增加对贴片电容MLCC的拉伸应力。(见图7)

焊料量不一致会在元件上产生不一致的应力分布,在一端会应力集中,而产生裂纹(见图8)。

焊盘尺寸同样重要。除了适应放置变化,正确的焊盘尺寸能在焊接过程中平衡焊带的形成。非制造商详细规范推荐的焊盘尺寸建议不要使用。
引起MLCC裂纹的因素还有哪些?
生产商包装后的产品不太可能是存在裂纹的,大多数贴片电容MLCC制造商非常小心地确保最终外观检验质量和正确的搬运操作。除了贴装过程的挤压和加工过程的弯曲,裂纹还会因热冲击,板内测试和氢吸收引起的。
电容器用户如何检测裂纹?
首要的是提供更多的资源去避免裂纹的产生而不是去检测裂纹是否存在。不过,裂纹是可以通过使用电阻测试仪进行在板检测的。一般地,电容存在裂纹,电阻值会下降,或经老化后电阻值会明显下降。
注意:要标示“警告”避免板弯曲和直接的元件接触。
使用陶瓷贴片电容MLCC时如何避免裂纹?
正确的拾放位置设定和最小的板弯曲是关键。表面贴装后的PCB分板是一个尤其精致的过程,分板时的任何弯曲都会引来应力,如上面讨论的一样。此外,MLCC与PCB板分割面的接近度和方向是极重要的。PCB上的分孔和切槽设计应远离MLCC。MLCC的贴装方位应与开孔平行,以确保MLCC在PCB板弯曲时受到最小的拉伸应力。MLCC布置平行于切割线和远离接触点是最佳的放置方向。

以图9进行解释。在分板时,元件A受的应力是最大,元件C、D其次。元件B和E在最佳位置,但元件E因远离分割线,受的应力是最小的。把元件放在远离分割线的位置是较好的,因为越接近分割线,应力就越大。
-
MLCC
+关注
关注
46文章
698浏览量
45796 -
贴片电容
+关注
关注
13文章
477浏览量
27833
原文标题:满眼的都是裂纹——贴片电容主要失效原因
文章出处:【微信号:mcu168,微信公众号:硬件攻城狮】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
MLCC发生焊锡裂纹的主要原因和对策





 工商网监
工商网监
评论