 PLC与文本屏、编码器、变频器程序实例之可调定长自动裁切控制装置实例分析
PLC与文本屏、编码器、变频器程序实例之可调定长自动裁切控制装置实例分析
小编语:很多伙伴们在后台留言想要小编多多分享一些实例文章。小编“响应”伙伴的“号召”,故搜集了这一篇PLC与文本屏、编码器、变频器程序实例之可调定长自动裁切控制装置实例分析。希望对大家有帮助!如有缺失或错漏之处,欢迎大家留言~~
5.3.1可调定长自动裁切控制装置的系统构成
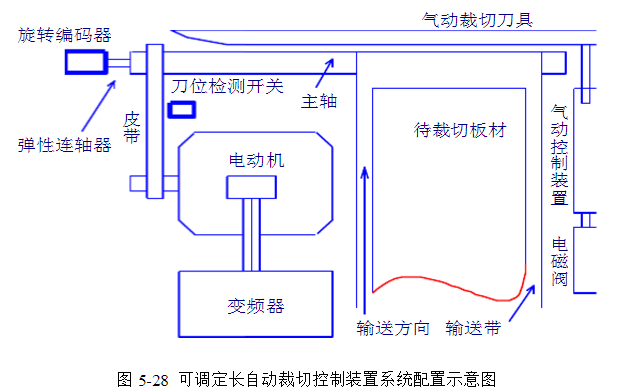
裁切机器由机体、传送带、气动裁切刀具等机械部件和变频器、电机、刀位检测开关、旋转编码器等电力拖动部件和长度检测部件构成。机器工作原理简述:由变频器控制电机起停与速度,电机由皮带拖动机器主轴,主轴带动输送带,输送带将待裁切板材源源不断地输送至裁切刀具下;旋转编码器经弹性连轴器(可用软塑料管代用)与机器旋转主轴连接,对主轴的运行线距离进行脉冲计数,当设定长度(设定脉冲数)与编码器计数长度相等时,由PLC输出下刀指令,变频器停止运行,输送带停止输送,下刀电磁阀动作,气动裁切刀具下行,对输送带上的板材进行裁切。裁切过后,系统又自动启动运行。
系统设计要求:
1、板材输送速度可以调节。采用变频器拖动电机满足此要求;
2、裁切长度可以设定,并可以监控,采用PLC与文本屏相结合,满足此要求;
3、机器主轴的直径规格不一,与长度设置互有影响,应考虑此因素。可用文本屏可对主轴数据(轴周长)修正;
4、选用旋转编码器的型号不同,脉冲计数值/周有别。用文本屏可对旋转码器的脉冲计数值/周数据进行修正;
5、正常输送使用一个可调整的较高的输送速度,称为变频高速;而当输送长度接近于裁切长度时,输送带应进入低速运行阶段,称为变频低速(可为一固定速度),这样便于提高裁切精度和裁切质量。低速输送距离(长度)可以根据现场操作运行情况,由文本屏设置;
6、下刀裁切时,输送带必须停止输送,裁切完毕后,输送带开始运行。下刀裁切至重新运行,需有一个适宜的延时时间,如时间太短,刀具未升到原位,容易与板材相顶,损坏板材和刀具。若时间过长,会导致本班产量降低。这个下刀时间(实际为刀具复位时间)也可以由文本屏进行设置;
7、本班产量——裁切张数,可以在屏面上显示和监控。下一班人员可将显示值复位清零,重新计数;
8、系统的运行方式:用按钮启动和停止,实现自动裁切功能。
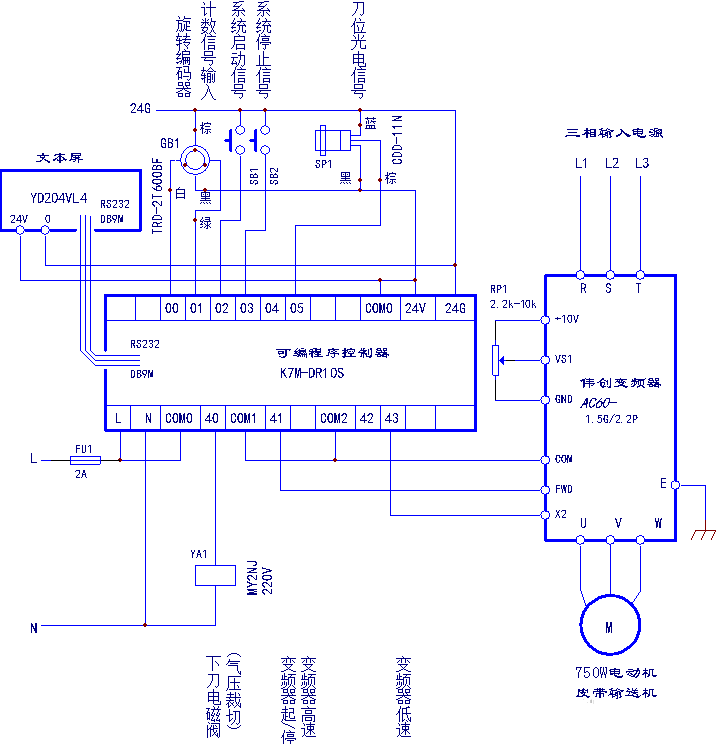
图5-29 可调定长裁切装置系统电气压原理(接线)图
根据以上要求,核算了PLC的I/O点数,绘制系统原理接线图并编写控制程序。
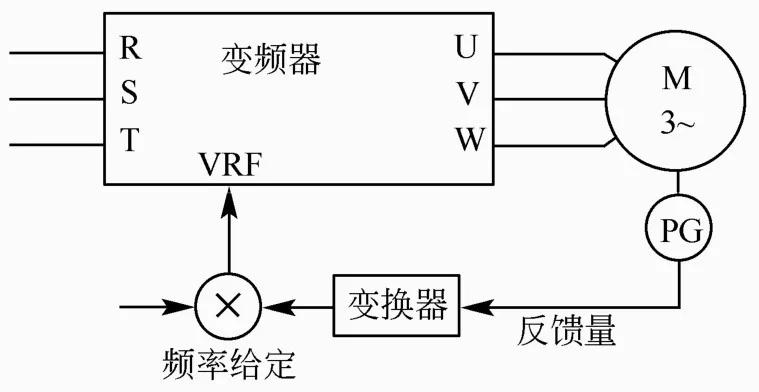
可调定长裁切装置选用10点LS/K7MDR10S型PLC、YD204VL4文本屏,和伟创AC60/1.5kW变频器,用CDD-11N型接近开关(常态为接点接通,检测物体到位后,接点开断)采集刀位信号,用TRD-2T600BF型旋转编码器测量板材长度。PLC的P40端子控制下刀电磁阀,进行裁切控制;P41端子输出接点信号做为变频器的FWD运转信号。变频器的运转频率由RP1电位器调节给定;P43端子连接变频器的X3端子,X3端子功能被设置为点动,该端子信号输入时,变频器以点动(低速)频率运行。
变频器应该调整的参数值:
1、 运行/停止命令,E-01:置1,端子起/停控制;
2、主速频率给定E-02:置 2,端子VS1,0—10V信号,由外接电位器调整;
3、控制端子X3功能选择F-02:置 1,正转点动运行;
4、点动频率E-25:根据运行需要调整。先预置为7Hz;
5、停机方式E-34:置 1,自由停车;
6、电机过流保护E-57:设定值应等于电机铭牌上的额定电流值或为电机额定电流的1.1倍;
7、加速时间根据需要调整,为提高工效,将加速时间设为0.3秒,减速时间设为0.6秒。变频器在
较短时间加速至全速,容易出现过载报警与停机。为了满足用户快提速和提高产量的要求,将750W电机配用1.5G型变频器。
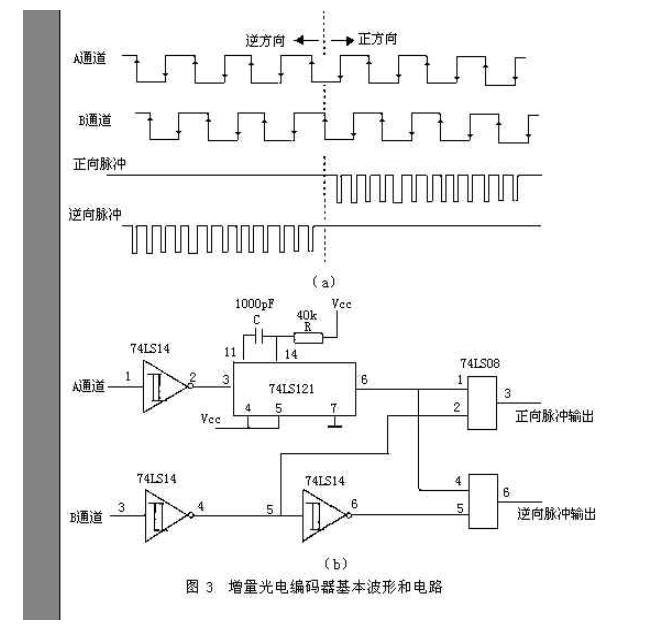
图5-29配线图中,裁切刀位位置由光电开关检测,检测信号由P05端子输入。刀位输入静态为常闭点信号,裁切到位后,输入一个常闭点的开断信号;编码器的计数信号由P0、P1两个输入端子进入,本例程序电路,通过参数已将HSC 0(高速计数通道1)设置为两相CW/CCW工作模式(设置方法详见第三章的第二节),CW:正转计数;CCW:反转计数。输送带正向运行时,P00输入信号有效,程序电路对从P00端子输入的信号进行加计数;输送带反向运行时,P01输入信号有效,对从P01端子输入的信号进行减计数。这样,当因某种原因需进行倒车时,高速计数的结果会自动减去倒车尺寸,保障裁切长度的准确。
5.3.2 PLC程序电路(见下图5-30/5-31)
程序电路完成的主要任务是对输送带输送的板材进行长度计量和裁切控制,因而13-63程序步为一段对高速计数输入的高速计数脉冲进行相关算术计算的程序,从而得出裁切长度、减速距离与当前长度监控值等数据(见下文程序解析);
裁切控制应用了HSCST(高速计数有效)指令,以取出旋转编码器输入的计数脉冲数,并存入数据寄存器D5中,供计算电路采用。
程序电路中还用到了触点比较指令和普通计数指令(计数器C0),相对应的程序电路解析见下文。下面先行给出整体的程序电路,请读者对应右侧注解,参考相关指令的用法,再与后文的文本屏画面相结合,找到画面与程序电路的结合点(相关软元件的来龙去脉)。
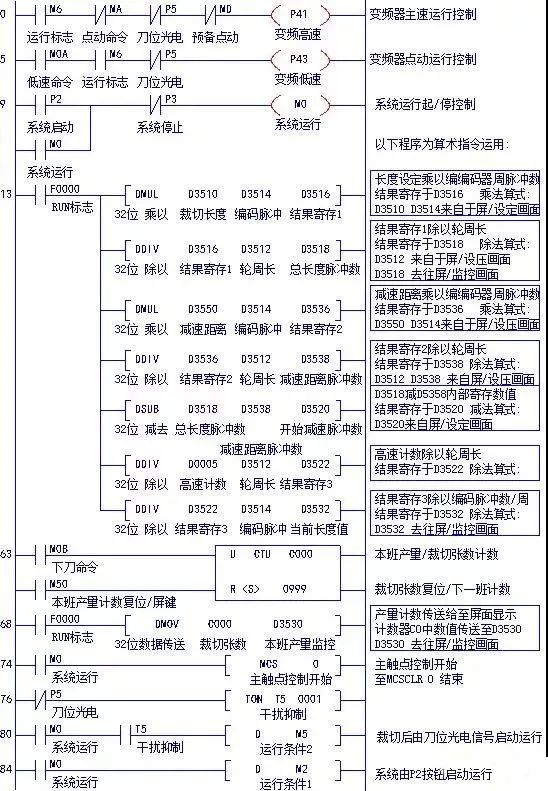
图5-30 可调定长裁切装置PLC程序电路第一段
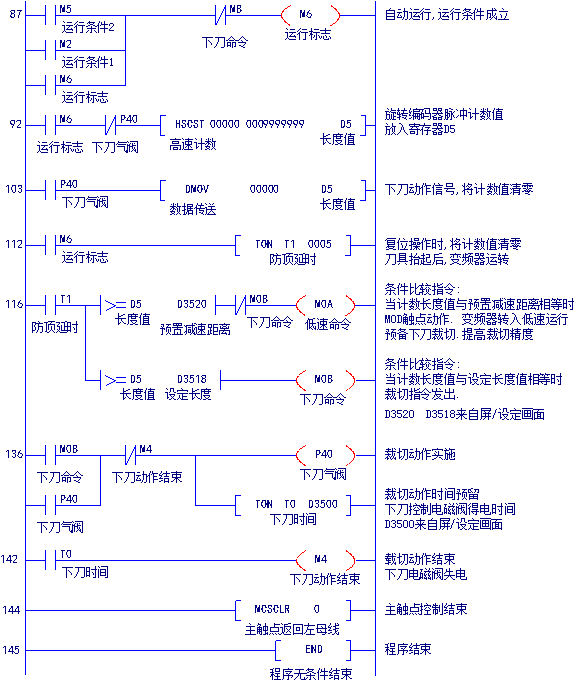
图5-31 可调定长裁切装置PLC程序电路第二段
5.3.3 文本屏的画面编辑
一般情况下,先将PLC程序电路编写完毕,再据程序电路的“相关的元件地址”编辑文本屏画面。程序电路与文本屏画面两者产生联系的元件如下表所示。
表5-5 PLC程序电路与画面联系元件表
| 元件编号 | 信号去向 | 元件作用与属性 |
| M50 | 由屏 → PLC |
开关量控制。用于本班产量计数的清零(复位) 3号“监控”画面 复位按钮(定义为左行箭头功能键) |
|
D3510 (设定)寄存器 |
由屏 → PLC |
数据处理。用于裁切长度设定。 2号“设定1”画面,定义“设定”,文字提示:裁切长度 毫米。 |
|
D3550 (设定)寄存器 |
由屏 → PLC |
数据处理。用于预置减速距离设定。 2号“设定1”画面,定义“设定”,文字提示:预置减速 毫米。 |
|
D3512 (设定)寄存器 |
由屏 → PLC |
数据处理。用于主轴直径设定。 4号“设定2”画面,定义“设定”,文字提示:主轴周长 毫米。 |
|
D3514 (设定)寄存器 |
由屏 → PLC |
数据处理。用于旋转编码器脉冲数/周的设定。 4号“设定2”画面,定义“设定”,文字提示:编码脉冲 脉冲/转。 |
|
D3500 (设定)寄存器 |
由屏 → PLC |
数据处理。用于下刀时间(刀具复位时间)的设定。 4号“设定2”画面,定义“设定”,文字提示:下刀时间 秒。 |
|
D3530 (监控)寄存器 |
PLC → 屏 |
数据处理。用于本班产量(裁切张数)的监控、显示。 3号“监控”画面。 文字提示:本班产量 张。 |
|
D3532 (监控)寄存器 |
PLC → 屏 |
数据处理。用于当前长度的监控、显示。 3号“监控”画面。 文字提示:当前长度 毫米。 |
文本屏画面如下:
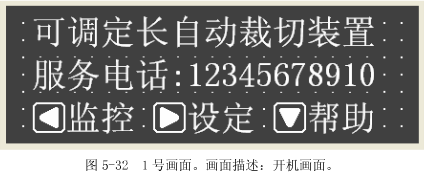
1号画面:除了用文字串键入一些说明外,使用三个功能键,均是担任画面跳转功能的。
左行箭头功能键:定义为“画面跳转”、“3”。文字提示:监控。按此键转转3号“监控”画面;
右行箭头功能键:定义为“画面跳转”、“2”。文字提示:设定。按此键转2号“设定1”画面;
下行箭头功能键:定义为“画面跳转”、“5”。文字提示:帮助。按此键转5号“操作说明1”画面。
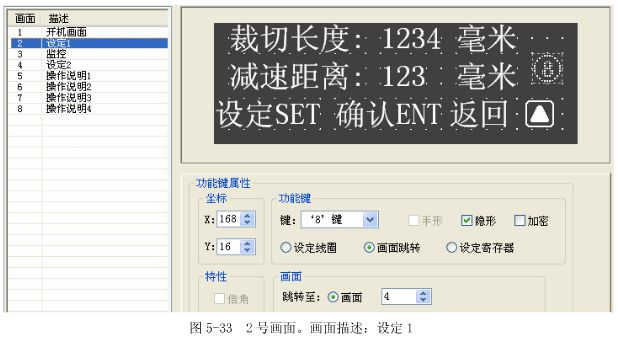
2号画面,编辑和定义了两个“设定型”寄存器,用于设定“裁切长度”的寄存器D3510和用于设定“减速距离”的定时器D3550。此外,还编辑了两个画面跳转功能键画面。
上行箭头功能键:定义为“画面跳转”、“1”。文字提示:返回。按此键时返回1号开机画面;
“8”数字功能键:定义为“画面跳转”、“4”。隐形键。按此键时,转换到4号“设定2”画面。
2号画面(见下图5-33):将数字小键盘中的“8”键,设置为隐形功能键,按此键时将从2号画面跳转到4号(设定2)画面。“8”键,在编辑软件中以“模糊图形”的形式出现,但实际屏显示画面中,该键是“隐形”的。为什么在该画面要定义一个隐形键用作画面转换呢?这是因为:4号(设定2)画面内容,有主轴直径、编码器类型及下刀时间的调整,这些数据的随意调整会造成裁切长度的不准确,从而造成材料的报废!采用隐形功能键,对该键的应用只有少数操作人员得知和可以进入设定2画面,进行有关设置。无关人员,轻易不会进入设定2画面,避免了误调节造成的损失。
隐形键的使用,往往是出于对重要可调节数据(画面)的保护,而设置的。
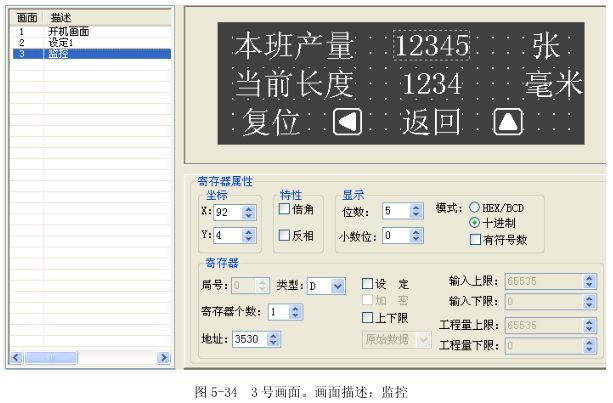
3号画面为监控画面,定义了两个数据寄存器,用于本班产量(裁切张数显示)监控的D3530和当前长度(当前板材计量长度)值显示的D3532。数据寄存器的内部数据来自PLC程序电路。
定义了左行箭头功能键为开关量控制位元件M50,用于对本班产量和当前长度计数值的复位。
定义了上行箭头功能键为“画面跳转”键,按此键时画面返回到1号开机画面。
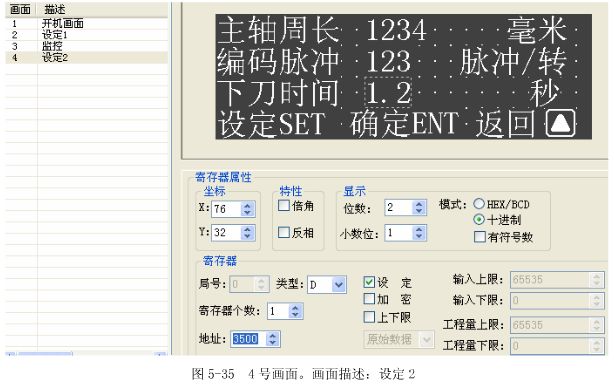
4号画面是针对装置机械特性和器件类型,进行的相关设定。定义了三个“设定型”寄存器, D3512:用于设定“主轴周长”;D3514:用于设定“编码脉冲”;D3500:用于设定“下刀时间”,为定时器T0的定时时间设置。画面设定数据是由文本屏下传至PLC程序电路,此类数据寄存器,应选中“设定”!
上行箭头功能键:定义为“画面跳转”、“1”。文字提示:返回。按此键时返回1号开机画面;
5-8号画面,是操作说明的文字处理画面,画面底部的按键,设置的都是画面跳转功能。
下行箭头功能键:定义为“画面跳转”、“6”。文字提示:下页。转6号“操作说明2”画面;
上行箭头功能键:定义为“画面跳转”、“1”。文字提示:上页。返回1号开机画面。
下行箭头功能键:定义为“画面跳转”、“7”。文字提示:下页。转7号“操作说明3”画面;
上行箭头功能键:定义为“画面跳转”、“5”。文字提示:上页。转5号“操作说明1”画面。
下行箭头功能键:定义为“画面跳转”、“8”。文字提示:下页。转8号“操作说明4”画面;
上行箭头功能键:定义为“画面跳转”、“6”。文字提示:上页。转6号“操作说明2”画面。
上行箭头功能键:定义为“画面跳转”、“7”。文字提示:上页。转7号“操作说明3”画面;
右行箭头功能键:定义为“画面跳转”、“1”。文字提示:返回。返回1号开机画面。
画面元件的定义和使用特点:
1、使用寄存器的编号为3500以后的编号,具有断电保持功能,便于本班产量等的计数保持,断电后,重新启动装置后,能在原计数值上继续累加。如不考虑断电保持功能,则可以采用任意编号的寄存器,如D1、D2;
2、同一功能键,在不同画面,可设置为不同的功能或相同的功能,如上行箭头键,可设置为上页跳转;在另一面面,又被设置为向开机画面的跳转。可以被重复设置和使用;
3、在设置界面,按SET键在各个要设置数据之间切换,按左右键切换到需要修改的数据位。按上下键修改数据,修改完成按ENT 确认数据修改。
5.3.4 程序电路解析
1、算术指令的应用:
MUL ,乘法指令;DIV ,除法指令;ADD ,加法指令;SUB ,减法指令。16位数据处理指令;
将指令前面加D,变为DMUL、DDIV、DADD、DSUB,则变为处理32位数据的算术指令。
注意:高速计数器的计数范围为十进制32位,其设定值也为十进制32位。当利用传送或算术指令对高速计数进行处理时,应该采用32数据处理指令。当误用16位数据处理指令时,会出现程序电路不被执行或运算数据错误的状况。遇到这种情况,可以改变数据格式(如将UML指令改为DUML指令)试之。这也是在编程中经常遇到的问题。
算术指令不能直接与左母线连接,故用F0000(运行中接通)特殊辅助继电器触点,连接算术程序电路。
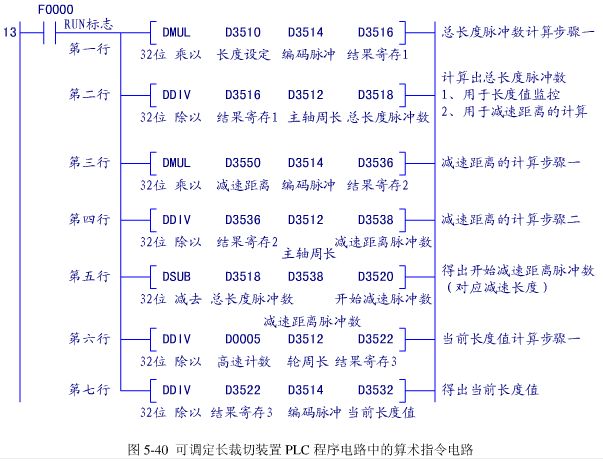
此段程序为本程序的中心部分,配合文本屏的数据设置,对寄存器中的数据进行加、减、乘、除运算,对板材长度和减速距离进行计算,用于下刀裁切控制和裁切前变频器的低速运行控制。决定裁切长度的三个量:编码器脉冲数/周、主轴周长和长度设定值。因为是采取旋转编码器来计数的,一张皮子的总长度,对应的是编码器的脉冲数,而上段程序中,加、减、乘、除运算的任务,便是根据编码器的旋转一周的脉冲数和机器主轴一周所运转的线距离和长度设定值,算出总长度脉冲数的。
为了计算方便,假设主轴周长为100厘米,编码器脉冲数/周为100,即一个脉冲数对应传送带输送长度为1厘米。那么现在设定长度为1000厘米,编码器应该输送出多少个脉冲(总长度脉冲数)?
这是一个简单的数学计算题,可列出下面一个等式:
因为:主轴周长/编码器脉冲=设定长度/总长度脉冲数
所以:总长度脉冲数=编码脉冲×长度设定/主轴周长 (100×1000/100=1000个脉冲数)
程序电路中,也是按上述算式,采用两个计算步骤来完成总长度脉冲数的计算的。电路第一行,先完成编码脉冲×长度设定,将乘积存入于D3516寄存器;电路第二行,再将D3516(乘积)/主轴周长,从而得出设定长度对对应的总长度脉冲数(数值存于D3518)。
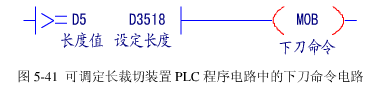
将计算所得总长度脉冲数(D3518)与旋转编码器实际输入脉冲数(D5)相比较,当两者相等时,裁切刀具动作,即得到按长度设定所要求的板材长度。
第三、四、五行电路,是对开始减速脉冲数的计算电路。裁切长度为1000毫米,要求输送长度达800毫米时,控制变频器用点动速度(低速)运行,以提高裁切精度和裁切质量。需计算出800毫米所对应的编码器脉冲数,在实际编码器输入脉冲数与此相等时,PLC的40接点停止输出,变频器高速运行停止,43输出接点接通,变频器以设定点动速度(低速)运行。根据机械设备运行状态,减速距离可由屏面进行设置。
计算步骤与版式:第一步,先算出减速距离的脉冲数——200毫米所对应的脉冲数,再将总长度脉冲数减去减速距离脉冲数,即得出开始减速脉冲数了。减速距离的计算用如下算式:
减速距离脉冲数=减速距离×编码脉冲/主轴周长
减速距离的计算由第三、四行电路完成。
第五行电路为减法算式:总长度脉冲 - 减速距离脉冲数=开始减速脉冲数
将计算所得开始减速脉冲数(D3520)与旋转编码器实际输入脉冲数(D5)相比较,当两者相等时,PLC的P43接点动作,变频器转换成低速运行,为下刀裁切做好准备。

下刀命令与低速命令程序电路,使用了触点(条件)比较指令。
程序电路第六、七行,是对当前长度值的计算,所得结果上传到屏面,用于对当前长度值的监控:待裁切板材已被输送多少毫米?计算方式同总长度脉冲数的方法一样。
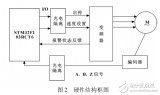
2、高速计数功能的启用
该程序中启用了编程器中的高速计数有效(HSCST)功能。旋转编码器输入的A、B两相脉冲信号分别从PLC的P0、P1两个端子输入。计数形式为两相CW/CC计数模式。高速计数功能(对应P0端子输入)可通过编程软件左上侧的参数工具设置。当设置为CW/CCW两相计数模式时,P1端子也被自动占用。高速计数的设置画面如下:

将P0端子输入高速计数设置为:线性计数器。两相CW/CCW模式。
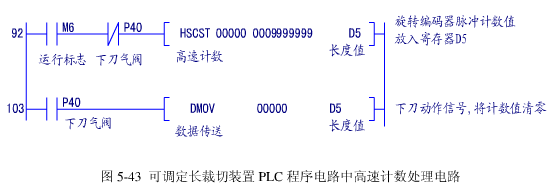
高速计数指令含义。HSCST 0000 0009999999 D5:HSCST 00000为P0、P1端子输入的CW/CCW(正转/反转)计数脉冲;0009999999,为计数设定值,当设定值到时,相对应特殊继电器动作,在这里只是应用其计数功能,不取用对应位元件的开关量信号,故将设定值设得大一点,满足设定长度的要求即可以了;D5,为计数当前值寄存器,若在程序监控状态,可看D5右边显示的当前计数值。这里是将计数当前值,放入D5寄存器中,用于下刀命令和低速命令电路的比较条件。
5-31程序电路中,当(P40端子接点)下刀电磁阀动作一次,即将数据0传送(DMOV)至D5中,完成对当前计数值的清零,为下一次裁切做好长度计数准备。MOV,16位数据传送指令;在指令前加D,为32位数据传送指令。高速计数的计数当前值,为32位十进制数据,故需用DMOV指令。
-
编码器
+关注
关注
45文章
3664浏览量
135196 -
plc
+关注
关注
5016文章
13385浏览量
465226 -
变频器
+关注
关注
251文章
6584浏览量
145743
原文标题:PLC与文本屏、编码器、变频器程序实例
文章出处:【微信号:GKYXT1508,微信公众号:工控云学堂】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
变频器的应用实例(一)
PLC与触摸屏、变频器控制的供水实例






 工商网监
工商网监
评论